一种用于砖坯压制的压制模具的制作方法
1.本实用新型属于砖坯生产设备技术领域,尤其涉及一种用于砖坯压制的压制模具。
背景技术:
2.为了节能降耗,保护耕地,我国开始实施禁粘、禁实政策,并大力推广应用新型的建筑材料如:砖、砌块等。砌块是利用混凝土,工业废料(炉渣、粉煤灰、建筑垃圾等)或地方材料制成的人造块材,外形尺寸比砖大,具有设备简单,砌筑速度快的优点。目前,砌块生产厂中一般是在静压式压砖机上采用模具压制的方式来生产砌块。砖坯主要通过压砖机配合模具来压制,现有的模具在加工砖坯时容易出现压力过大,从而导致模具损坏的问题,影响模具的使用寿命;另一方面,模头在压制过程中,模头的四个侧面上会附着上原料,影响模头下一次的压制,即模头下压时受模头侧面上附着原料的干扰,使模头下压不完全,模头下降速度受干扰或被都阻挡在模具中,模头下表面不能完全接触到模具中的原料,导致压制出的砖坯表面粗糙或有毛刺等情况,造成质量不稳定。
3.因此,研制一种新型模具是解决问题的关键。
技术实现要素:
4.本实用新型在于提供一种用于砖坯压制的压制模具。
5.本实用新型通过以下技术方案实现:包括底座、活动支承板、模框、上压模和压制驱动,所述活动支承板设置于底座的上表面上,所述模框设置于活动支承板上,在模框的两端分别设置模框驱动,模框驱动带动模框上下运动,所述上压模设置于模框上方,二者动配合,所述压制驱动均设于上压模顶部,驱动上压模上下运动;其中,所述的上压模包括施压板、连接压板、压制模头、清洁板、清理驱动,所述施压板的顶部连接压制驱动,底面通过数个缓冲器连接连接压板,所述压制模头均设于连接压板的底面上,且二者可拆卸地连接,所述清洁板上设置有与各压制模头配适的清理孔,清洁板通过清理孔穿入各压制模头设置于连接压板底面上,所述清洁板的两端分别连接清理驱动,清理驱动则设置于施压板的底面上,清理驱动驱动清洁板上下运动。
6.本实用新型的有益效果是:本实用新型对模具的合理分拆设计,可以快速方便地根据砖结构进行组合更换,通过更换模框、上压模即可实现不同、形状砖坯的生产,使用方便,实现了批量化生产,而且从而在模框或上压模损坏时可以单独更换,降低了设备的维修成本,也避免造成材料的浪费,有效降低了不同砖坯的生产成本;
7.其次,设置升降导向,保证模框与上压模直线升降对位,设置缓冲器有效分散和承担压力,使底座、活动支承板、模框、上压模受力更均匀,延长使用寿命;在压制过程中自动去除压制模头侧面上的原料,提升砖坯质量,极大方便了生产,提高了生产效率和质量。
附图说明
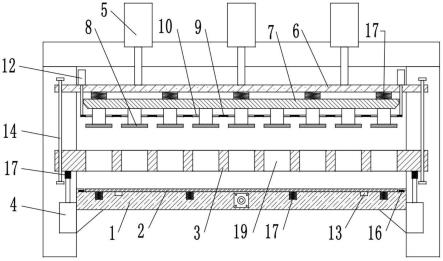
8.图1为本实用新型的结构示意图;
9.图2为图1中a的放大结构示意图;
10.图3为本实用新型的使用状态参考图;
11.图中标号:1~底座,2~活动支承板,3~模框,4~模框驱动,5~压制驱动,6~施压板,7~连接压板,8~压制模头,9~清洁板,10~清理孔,11~清理刮条,12~清理驱动,13~输送导轨,14~导向杆,15~凹槽,16~定位感应器,17~缓冲器,18~机架组件,19~砖坯槽。
具体实施方式
12.为了使本技术领域的技术人员能更好地理解本实用新型的技术方案,下面结合附图对其具体实施方式进行详细的说明。
13.如图1~3所示的用于砖坯压制的压制模具,包括底座1、活动支承板 2、模框3、上压模和压制驱动5,所述活动支承板2设置于底座1的上表面上,所述模框3设置于活动支承板2上,在模框3的两端分别设置模框驱动4,模框驱动4带动模框3上下运动,所述上压模设置于模框3上方,二者动配合,所述压制驱动5均设于上压模顶部,驱动上压模上下运动;其中,所述的上压模包括施压板6、连接压板7、压制模头8、清洁板9、清理驱动12,所述施压板6的顶部连接压制驱动5,底面通过数个缓冲器17连接连接压板7,所述压制模头8均设于连接压板7的底面上,且二者可拆卸地连接,所述清洁板9上设置有与各压制模头8配适的清理孔10,清洁板9通过清理孔10穿入各压制模头8设置于连接压板7底面上,所述清洁板9的两端分别连接清理驱动12,清理驱动12则设置于施压板6的底面上,清理驱动12驱动清洁板9上下运动。
14.所述的底座1的上表面上设置有与活动支承板2配适的向下凹陷呈“[”状的凹槽15,凹槽15贯通底座1两端,所述凹槽15边缘沿其长向对称设置有两道导槽,导槽中分别设置输送导轨13,在两导槽之间的底座 1上表面上均设数个容纳槽,各容纳槽中设置缓冲器17,所述活动支承板2设置于底座1上表面上,且覆盖住输送导轨13和缓冲器17,输送导轨 13带动活动支承板2运动,缓冲器17则解决上压模压力过大,从而导致模具、活动支承板2损坏的风险。
[0015]
所述的模框驱动4顶部设置有缓冲器17,解决上压模压力过大,从而导致模具损坏的风险。
[0016]
所述的模框3、上压模的两端分别同轴心线设置有导向孔,导向孔中设置有导向杆14,导向杆14的下端设置于底座1上。
[0017]
所述的压制驱动5、模框驱动4、清理驱动12为气缸或液压缸。
[0018]
所述的输送导轨13为链条式输送导轨在链条式输送导轨的两端分别设置有电机驱动其运行,链条式输送导轨具有一定柔性,受压力时会向下位移,解决刚性连接结构在受力时被压坏的风险,能有效避免输送导轨13在压制砖坯时被压坏的问题。
[0019]
所述的清理孔10的两端口部上分别圆周设置有清理刮条11,所述清理刮条11上设置有刮齿,提升清理效果。
[0020]
所述的清理刮条11的材料为金属或橡胶。
[0021]
所述的模框3上设置有数个砖坯槽19,实现砖坯的批量压制。
[0022]
所述的凹槽15中设置有定位感应器16,定位感应器16实现活动支承板2在凹槽15中的精准对位,保障模框3与活动支承板2对齐。
[0023]
还包括控制装置,所述控制装置为单片机或plc可编程逻辑控制器,所述控制装置分别信号连接模框驱动4、压制驱动5、清理驱动12、定位感应器16。
[0024]
本实用新型的工作方式:在使用前,先把本实用新型中的底座1、模框3、上压模和压制驱动5自下而上安装于机架组件18上;在进行砖坯压制时,活动支承板2通过输送导轨13输送至底座1的凹槽15中,模框驱动4控制模框3下降压在活动支承板2上,随后物料供给设备将泥料输送供给模框3,泥料均匀分布在各个砖坯槽19中,压制驱动5带动施压板6 向下运动,连接压板7上的压制模头8随之下降进入砖坯槽19中,把泥料压制成为砖坯;压制完成后,模框驱动4控制模框3脱离活动支承板2上升,实现砖坯脱模,压制驱动5带动施压板6向上运动,使压制模头8与砖坯脱离;此后输送导轨13运动,带动摆放有砖坯的活动支承板2离开凹槽15,并输送至下一环节,完成砖坯压制工作。
[0025]
当活动支承板2完全离开凹槽15后,另一空置的活动支承板2通过输送导轨13输送至底座1的凹槽15中,模框驱动4控制模框3再次下降压在活动支承板2上,清理驱动12带动清洁板9向下做往复运动,使各个压制模头8进入清理孔10中,通过清理刮条11刮擦去掉压制模头8上附着的泥料,刮擦下的泥料则掉落到砖坯槽19中作下一次压制使用,当压制模头 8上的泥料去除后,清理驱动12带动清洁板9向上运动复位,完成压制模头8清洁工作,如此循环完成砖坯的压制以及压制模头8的侧面的清洁工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1