一种带钢壳水口砖一体成型模具的制作方法
1.一种带钢壳水口砖一体成型模具,属于水口砖模具技术领域。
背景技术:
2.钢包上、下水口砖是钢包中比较重要的耐火材料功能原件,一旦发生漏钢,后果十分严重,所以钢厂要求水口砖使用次数多、安全系数高。水口砖通常通过模具压制而成,水口砖在压制完成后,需要在外壁罩设钢壳,以保证水口砖的强度。
3.现有的水口砖的生产方式,通常是先压制水口砖,然后再将钢壳套设在水口砖外,并在水口砖与钢壳之间再次浇筑物料,以实现水口砖与钢壳之间的连接,但是这种粘结的方式会导致钢壳与水口砖之间的结合强度差,而且水口砖生产速度慢。
技术实现要素:
4.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种在压制水口砖时能够直接将水口砖与钢壳压制为一体,生产工艺简单,水口砖与钢壳结合牢固的带钢壳水口砖一体成型模具。
5.本实用新型解决其技术问题所采用的技术方案是:该带钢壳水口砖一体成型模具,包括上模以及下模,其特征在于:所述的下模包括外模、模芯以及底模,外模上设置有通孔,模芯的上部伸入到通孔内,底模套设在模芯外,并将通孔底部封闭,形成模腔,底模与模芯之间以及底模与外模之间均可滑动的连接,通孔内壁内凹,形成环绕通孔内壁设置的钢壳安装部,钢壳安装部的顶部与模腔的顶部平齐,底部高于模腔的底部设置。
6.优选的,所述的钢壳安装部的深度与钢壳的厚度相等。
7.优选的,所述的模腔的上部的直径大于下部的直径,模腔的中部为由上至下直径逐渐减小的过渡部,模腔底部的直径由上至下逐渐减小。
8.优选的,还包括补偿套,补偿套可拆卸的安装在外模的顶部,模腔的上口设置在补偿套内。补偿套的存在,能够在布料时多存储一些物料,保证压制的水口砖的密度适中,保证布加的物料都送入到模腔内,使水口砖质量均一。
9.优选的,所述的补偿套的内径与模腔的顶部的直径相等。
10.优选的,还包括下模座,下模座为圆环状,外模可拆卸的安装在下模座内。
11.优选的,所述的外模外壁的直径由上至下逐渐减小。外模的外壁为锥形,方便外模的拆装。
12.与现有技术相比,本实用新型所具有的有益效果是:
13.本带钢壳水口砖一体成型模具的外模、模芯以及底模合围成模腔,上模的底部由模腔的顶部伸入到模腔内,以实现对水口砖的压制,环绕通孔的上部内壁设置有钢壳安装部,在向模腔内布料之前,先将钢壳放置在钢壳安装部内,然后再向钢壳内布料,在压制水口砖的过程中,直接将水口砖与钢壳压制为一体,省去了水口砖与钢壳的粘结的工艺,简化了水口砖的生产工艺,提高了水口砖的生产速度,还能够保证水口砖与钢壳的结合强度高。
附图说明
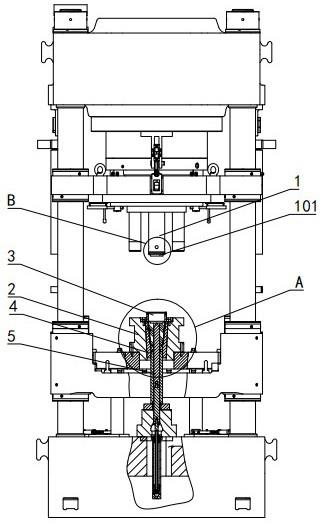
14.图1为带钢壳水口砖一体成型模具的主视剖视示意图。
15.图2为图1中a处的局部放大图。
16.图3为图1中b处的局部放大图。
17.图中:1、上模101、下凸部2、下模座3、补偿套4、外模401、钢壳安装部402、模腔5、芯模6、底模7、连接套8、钢壳9、压环。
具体实施方式
18.下面结合具体实施例对本实用新型做进一步说明,然而熟悉本领域的人们应当了解,在这里结合附图给出的详细说明是为了更好的解释,本实用新型的结构必然超出了有限的这些实施例,而对于一些等同替换方案或常见手段,本文不再做详细叙述,但仍属于本技术的保护范围。
19.图1~3是本实用新型的最佳实施例,下面结合附图1~3对本实用新型做进一步说明。
20.一种带钢壳水口砖一体成型模具,包括上模1以及下模,下模包括外模4、模芯5以及底模6,外模4上设置有通孔,模芯5的上部伸入到通孔内,底模6套设在模芯5外,并将通孔底部封闭,形成模腔402,底模6与模芯5之间以及底模6与外模4之间均可滑动的连接,通孔内壁内凹,形成环绕通孔内壁设置的钢壳安装部401,钢壳安装部401的顶部与模腔402的顶部平齐,底部高于模腔402的底部设置。本带钢壳水口砖一体成型模具的外模4、模芯5以及底模6合围成模腔402,上模1的底部由模腔402的顶部伸入到模腔402内,以实现对水口砖的压制,环绕通孔的上部内壁设置有钢壳安装部401,在向模腔402内布料之前,先将钢壳8放置在钢壳安装部401内,然后再向钢壳8内布料,在压制水口砖的过程中,直接将水口砖与钢壳8压制为一体,省去了水口砖与钢壳8的粘结的工艺,简化了水口砖的生产工艺,提高了水口砖的生产速度,还能够保证水口砖与钢壳8的结合强度高。
21.具体的:如图1~3所示:本带钢壳水口砖一体成型模具还包括下模座2以及补偿套3,下模座2为圆环形,外模4的下部伸入到下模座2内,并与下模座2之间可拆卸的连接。补偿套3的内径与外模4的顶部的内径相等,补偿套3同轴设置在外模4的上侧。
22.本带钢壳水口砖一体成型模具还包括压环9,外模4外壁的直径由上至下逐渐减小,下模座2的顶部的内径大于下部的内径,并在下模座2的顶部形成容纳部,压环9设置在容纳部内,并与下模座2可拆卸的连接,压环9的内径大于外模4顶部的内径,小于外模4的外径,并将外模4压紧在下模座2上,补偿套3的下部伸入到压环9内。
23.模芯5竖向设置,模芯5的上部可滑动的伸入到外模4内,模芯5连接有模芯油缸。底模6套设在模芯5外,且底模6与模芯5可滑动的连接,底模6的外壁与外模4的内壁可滑动的连接,外模4、底模6以及模芯5合围成模腔402,模腔402环绕模芯5设置。模芯5的下部外套设有连接套7,连接套7的上端与伸入到外模4内并与底模6的底部固定连接,方便对底模6进行增压。
24.模腔402的中部设置有通孔,模腔402的下部的直径小于上部的直径,模腔402的中部设置有由上至下直径逐渐减小的过渡部,模腔402底部的直径由上至下逐渐减小。
25.环绕通孔内壁设置有钢壳安装部401,钢壳安装部401的顶部与外模4的顶部平齐,
钢壳安装部401的底部位于底模6的上侧,钢壳安装部401的深度与钢壳8的厚度相当,使钢壳安装在模腔402内以后,钢壳内壁与模腔402的底部内壁之间平齐。
26.上模1设置在外模4的上侧,上模1与外模4正对设置,上模1的底部设置有直径小于上部直径的下凸部101,下凸部101为由上至下直径逐渐减小的锥形。上模1的底部设置有供模芯5的顶部伸入的通孔。
27.本带钢壳水口砖一体成型模具的工作过程如下:首先将钢壳8放置在模腔402的钢壳安装部401内,钢壳8与钢壳安装部401外壁贴合,钢壳8的底部支撑在钢壳安装部401的底部,且钢壳8内壁与模腔402的底部的内壁平齐。
28.通过补偿套3向模腔402内布料,布料完成后液压机带动上模1向下运动,并通过上模1对物料进行压制。
29.待上模1向下运动到指定位置后,液压机带动下模座2向下运动,外模4同步向下运动,同时与模芯5相连的液压缸动作,并使模芯5与下模座2同步向下运动,上模1也同步向下运动,此时底模6相对于外模4向上运动,实现了对水口砖底部的压制,保证水口砖底部压制可靠,水口砖密度均一。
30.压制完成后,上模1向上运动,下模座2继续向下运动,在底模6的作用下完成起模,方便将压制后的水口砖由模腔402内取出。
31.底模6也可以连接液压缸,从而方便对水口砖底部的压制,也方便水口砖的起模。
32.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1