线切割装置的制作方法
1.本实用新型涉及半导体技术领域,尤其涉及一种线切割装置。
背景技术:
2.硅片加工技术主要有多线砂浆切割和内圆切割两种。线切割相对于内圆切割来说,切割效果高,切割质量好,出片率高,因此应用比较广泛。线切割是目前一种先进的切片加工技术,其原理是切割线通过一组槽轮形成具有不同间距的钢丝网,利用切割线的高速往复运动把磨料带入待切割材料加工区域进行研磨,而待切割工件通过工作台的升降实现垂直方向的进给,以此将工件同时切割成若干个所需尺寸形状的薄片。但是,目前的线切割装置具有以下问题:第一:进行切割的钢线的种类单一,钢线只有一根,有断线风险。第二:一根钢线携带砂浆的能力较差,存在加工时间长,加工出的硅片的品质不好的问题。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供一种线切割装置,解决进行切割的钢线携带砂浆能力差、容易断线等问题。
4.为了达到上述目的,本实用新型实施例采用的技术方案是:一种线切割装置,包括至少一组线轴,每组线轴包括收线轴和放线轴,所述至少一组线轴包括缠绕有第一切割线的第一组线轴,所述第一切割线包括用于进行切割的切割线段,所述切割线段为切割主线和螺旋式缠绕于所述切割主线的外周面上的切割辅线形成的复合线。
5.可选的,所述切割主线与所述切割辅线采用不同的材质制成。
6.可选的,所述切割主线采用钢线制成,所述切割辅线采用聚乙烯制成。
7.可选的,所述切割辅线的线径小于所述切割主线的线径。
8.可选的,所述切割主线的线径为0.05-0.2mm,所述切割辅线的线径为0.05-0.2mm。
9.可选的,在所述切割主线的轴向方向上,所述切割辅线的螺旋间距为5-10cm。
10.可选的,包括至少两组线轴,至少两组线轴上的切割线的线径不同。
11.可选的,所述第一组线轴包括第一放线轴、第一收线轴和位于所述第一放线轴和所述第一收线轴之间的切割结构;
12.所述第一放线轴包括缠绕所述切割主线的第一子放线轴,和缠绕所述切割辅线的第二子放线轴;
13.所述切割结构包括多个沿着所述第一切割线的延伸方向延伸设置的绕线槽,以及位于所述绕线槽和所述第一收线轴之间的切割部,所述切割主线和所述切割辅线共用一个所述绕线槽,且所述切割辅线的一端旋转预设角度后缠绕于所述第一收线轴上,以在所述第一切割线的传输过程中,使得所述切割辅线缠绕于所述切割主线上形成进入所述切割部的所述复合线。
14.可选的,所述第一放线轴和所述第一收线轴之间设置有多个绕线导向轮。
15.可选的,所述第一放线轴和所述第一收线轴之间设置有用于调节所述第一切割线
的张力的调节结构。
16.本实用新型的有益效果是:进行切割的切割线段由切割主线和螺旋缠绕于切割主线的外周面上的复合线构成,提高了切割线的机械强度,且提高了切割线的携带砂浆的能力。
附图说明
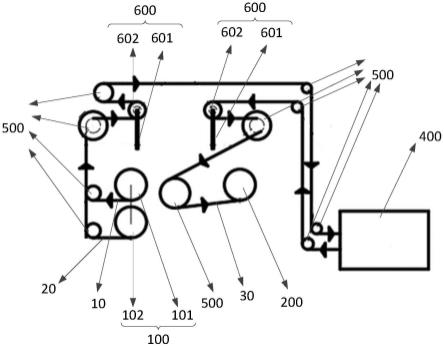
17.图1表示本实用新型实施例中线切割装置结构示意图;
18.图2表示本实用新型实施例中绕线槽的结构示意图。
19.10切割主线;20切割辅线;30复合线;100第一放线轴;101第一子放线轴;102第二子放线轴;200第一收线轴;400切割结构;500绕线导向轮;600调节结构;601摆臂;602调节轮;700绕线槽。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
21.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
22.在线切割过程中,加工台缓慢下降,单晶硅棒与切割线接触进行切割,切割线以很高的速度进行往复运动对硅棒进行切割。目前,线切割机一般使用的是单个放线轴以及单个收线轴,一开始放线轴上会缠绕400-1000公里的切割线,收线轴上无切割线,其具体的往复切割过程为:放线轴开始放线,收线轴收线,切割线的速度逐渐增加并达到设定切割速度后前进一段距离,然后开始减速至0;接着收线轴开始放线,放线轴开始收线,切割线的速度逐渐增加并达到设定切割速度后前进一段距离,然后减速至0;重复上述两个过程,直至晶棒切割结束,其中放线轴的前进距离要大于收线轴的前进距离,因此放线轴上的切割线逐渐减少,收线轴上的切割线逐渐增加,直至放线轴上的切割线使用完毕。
23.切割线一般为一根钢线,种类单一,在切割过程中容易断线,且携带砂浆能力差,加工时间长,降低效率。
24.参考图1(图1中仅表示出了一组线轴),针对上述问题,本实施例提供一种线切割装置,包括至少一组线轴,每组线轴包括收线轴和放线轴,所述至少一组线轴包括缠绕有第一切割线的第一组线轴,所述第一切割线包括用于进行切割的切割线段,所述切割线段为切割主线10和螺旋式缠绕于所述切割主线10的外周面上的切割辅线20形成的复合线30。
25.采用复合线30进行切割,提高了切割线的机械强度,避免断线,且复合线30由切割主线10和螺旋式缠绕于所述切割主线10的外周面上的切割辅线20构成,增强了切割线的携带砂浆的能力,提高切割效率。
26.所述第一切割线的具体结构形式可以有多种,形成所述切割主线10和所述切割辅线20的材质可以相同,也可以不同,本实施例的一些实施方式中,所述切割主线10与所述切割辅线20采用不同的材质制成,将不同材质的不同属性叠加,例如,所述切割主线10采用钢线制成,所述切割辅线20采用聚乙烯制成,钢线的散热效率高,膨胀系数低,聚乙烯线的表面能可以增强携带砂浆的能力。
27.在一些实施方式中,所述切割主线10采用钢线,所述钢线的材质可以采用c含量为0.5-1.0%的钢,也可以采用mn含量为0.05-0.1%的刚,或者采用cr含量为0.01-0.1%的钢,但并不以此为限。
28.本实施例的一些实施方式中,所述切割辅线20的线径小于所述切割主线10的线径。
29.所述切割辅线20的线径小于所述切割主线10的线径,利于所述切割辅线20缠绕于所述切割主线10上,且减小了所述第一切割线整体的线径,利于切割。
30.本实施例的一些实施方式中,所述切割主线10的线径为0.05-0.2mm,所述切割辅线20的线径为0.05-0.2mm,但并不以此为限。
31.本实施例的一些实施方式中,在所述切割主线10的轴向方向上,所述切割辅线20的螺旋间距为5-10cm。
32.所述切割辅线20以一定的间距螺旋缠绕于所述切割主线10的外周面上,增强所述第一切割线的机械强度的同时,增强了携带砂浆的能力,所述切割辅线20缠绕于所述切割主线10的外周面上,相当于在所述切割主线10的外周面上形成了多个凹槽,以增大容纳砂浆的空间。
33.本实施例的一些实施方式中,所述切割主线10的绕线长度为150-700km,所述切割辅线20的绕线长度为150-700km。
34.一般情况下,切割线在线轴上缠绕会存在一定的厚度,当该厚度超过一定值时,外部绕线会对内部绕线造成影响,因为外部绕线先用于切割,在往复切割过程中,砂浆会被带到放线轴上,造成污染,从而影响内部绕线的品质。针对这一问题,本实施例的一些实施方式中,所述线切割装置设置至少两组线轴,以减少每组线轴上缠绕的切割线的厚度,从而改善由于切割线缠绕厚度对切割品质的影响。
35.本实施例的一些实施方式中,所述线切割装置包括至少两组线轴,至少两组线轴上缠绕的线径不同。例如所述线切割装置至少还包括第二组线轴,所述第二组线轴上缠绕的第二切割线的线径与所述第一切割线的线径不同(所述第二切割线的结构与所述第一切割线的结构相同)。
36.在进行切割时,将切割工序划分为与至少两组线轴的数量相对应的至少两个切割时段,按照线径从小到大的顺序使用不同线径的切割线依次进行切割,例如,至少两组线轴包括所述第一组线轴和第二组线轴,所述第一组线轴上缠绕的所述第一切割线的线径小于所述第二组线轴上缠绕的第二切割线的线径(第一切割线的结构和第二切割线的结构相同)。将切割工序划分为两个切割时段,在第一切割时段(初始切割时段),采用所述第一切割线进行切割,在第二切割时段采用所述第二切割线进行切割,由于砂浆切割能力随着切割次数的增加而下降,因此通过增大切割线的线径(切割线越粗,携带砂浆的能力越强,相对的切割能力也越强)来弥补由于砂浆切割能力下降而造成的品质降低。
37.缠绕于不同组线轴上的切割线的线径可根据实际需要设定,例如,第一切割线的线径是0.12-0.14mm,第二切割线的线径为0.14-0.16mm,但并不以此为限。
38.本实施例的一些实施方式中,所述线切割装置包括至少两组线轴,至少两组线轴上缠绕的材质不同。
39.所述第一切割线的结构形式可以有多种,例如,本实施例的一些实施方式中,所述第一切割线整体为所述切割主线10和所述切割辅线20组合形成的复合线30,这样所述第一组线轴包括一个放线轴和一个收线轴即可。例如,本实施例中的一些实施方式中,所述第一组线轴包括第一放线轴100、第一收线轴200和位于所述第一放线轴100和所述第一收线轴200之间的切割结构400;
40.所述第一放线轴100包括缠绕所述切割主线10的第一子放线轴101,和缠绕所述切割辅线20的第二子放线轴102;
41.所述切割结构400包括多个沿着所述第一切割线的延伸方向延伸设置的绕线槽700,以及位于所述绕线槽700和所述第一收线轴200之间的切割部,所述切割主线10和所述切割辅线20共用一个所述绕线槽700,且所述切割辅线20的一端旋转预设角度后缠绕于所述第一收线轴200上,以在所述第一切割线的传输过程中,使得所述切割辅线20缠绕于所述切割主线10上形成进入所述切割部的所述复合线30。
42.图2表示的是绕线槽700的结构示意图,由于所述切割辅线20是在旋转预设角度后缠绕于所述第一收线轴200上的,这样使得所述切割辅线20具有一定的扭矩,使得所述切割主线10和所述切割辅线20共用一个绕线槽700,在所述切割主线10和所述切割辅线20以相同的速度往复运动时,所述切割辅线20就会缠绕于所述切割主线10上形成复合线30,并用复合线30进行切割。
43.需要说明的是,所述切割部可采用现有技术中的切割部件(例如包括承载待切割物料的切割平台等),在此并不做限定。
44.需要说明的是,所述切割辅线20所旋转的所述预设角度可根据实际需要设定,旋转不同的角度,可以使得所述切割辅线20具有不同的扭矩,例如可以是90-180度,所述切割辅线20的扭矩可以为0-100n
·
m,但并不以此为限。
45.需要说明的是,所述绕线槽700的数量可根据实际需要设定,例如,在切割晶棒时,可根据所需切割的硅片的数量设定,但并不以此为限。
46.本实施例的一些实施方式中,所述第一放线轴100和所述第一收线轴200之间设置有多个绕线导向轮500。
47.所述绕线导向轮500的数量以及设置位置可以根据实际需要设定。
48.本实施例中示例性的,所述第一放线轴100和所述第一收线轴200之间设置有用于调节所述第一切割线的张力的调节结构600。
49.所述调节结构600包括摆臂601和设置于所述摆臂601的自由端的调节轮602,调节所述摆臂601的延伸方向与竖直方向的角度,以调节所述第一切割线的张力。
50.本实施例中设置了两组所述调节结构600,但并不以此为限。
51.可以理解的是,以上实施方式仅仅是为了说明本实用新型的原理而采用的示例性实施方式,然而本实用新型并不局限于此。对于本领域内的普通技术人员而言,在不脱离本实用新型的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本实
用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1