一种镜片铣磨系统及其工艺方法与流程
1.本发明涉及镜片加工技术领域,具体涉及一种镜片铣磨系统及其工艺方法。
背景技术:
2.镜片一般采用玻璃或树脂等光学材料制作而成的,且是具有一个或多个曲面的透明材料,经过打磨后常与眼镜框装配成眼镜。眼镜可以满足人们的视野矫正、佩戴美学和防光避光等方面。目前,眼镜镜片的胚料一般是圆形状,需要对其进行加工,以形成各式各样的镜片,满足不同人群的佩戴。在眼镜镜片生产范围内,会涉及多个加工装置,形成镜片加工生产流水线,待加工的眼镜镜片毛坯依次通过生产流水线后成为成品。然而,现有的镜片加工技术工艺为先用磨边机磨镜片外型,然后用精雕机雕刻镜片内侧避空位,然后精雕机换夹具再雕刻镜片正面饰片位置,工艺分散,多次换型调机,镜片容易崩边,变型和刮花,良品率低,且过程中多为人工操作,难以控制加工精度,耗时长,导致加工成本高。
3.因此,针对以上问题,现有的镜片铣磨系统及其方法有待进一步改进。
技术实现要素:
4.本发明的目的是为了克服现有的镜片加工技术工艺存在的不足,工艺上的分散,镜片加工容易崩边,镜片容易变形和刮花,成品率低,操作繁琐和耗时长等问题。本发明通过自主研发镜片加工工艺,自主研发镜片加工设备和系统(车片机)的加工程序,配合自主研发的专用铣磨刀具,通过设备和系统(车片机)的一体自动完成镜片外型轮廓的铣磨,且具有内侧避空位雕铣和正面饰片位雕刻工艺。通过采用制图模块、程式模块、控制模块、操作模块、铣刀模块、除屑模块和镜片模块,实现镜片加工的简化工艺,避免镜片加工出现崩边、变形和刮花,提高成品率和加工效率;通过程式模块和控制模块的软件控制体系控制铣磨刀具的运行轨迹,实现精准雕铣镜片的切削,满足特定的尺寸要求。
5.本发明的技术方案具体如下:
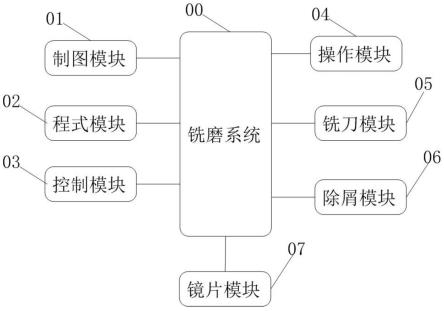
6.一种镜片铣磨系统,所述镜片铣磨系统包括:制图模块、程式模块、控制模块、操作模块、铣刀模块、除屑模块和镜片模块,所述制图模块用于绘制所需加工镜片的轮廓,且所述轮廓包括外轮廓、内轮廓、边位轮廓和卡槽轮廓,所述外轮廓为所述加工镜片的外形,所述边位轮廓设置在所述外轮廓的外侧,所述卡槽轮廓设置在所述外轮廓和内轮廓之间,所述制图模块会将绘制成的加工镜片的轮廓信息传输给所述控制模块,所述程式模块用于设置所述操作模块的运作参数,且所述程式模块会将设置完的运作参数信息传输给所述控制模块,所述控制模块接收所述制图模块的信息和所述程式模块的信息,并转换成控制操作模块的指令信息对操作模块进行操作,所述操作模块连接所述铣刀模块,且所述操作模块对所述铣刀模块进行操作,所述铣刀模块对所述加工镜片进行轮廓加工,所述镜片模块连接所述操作模块,且所述镜片模块受到所述操作模块和所述控制模块的操作控制,所述除屑模块连接所述操作模块,且所述除屑模块受到所述操作模块和所述控制模块的操作控制,所述镜片模块用于操作加工镜片。
7.进一步地,所述铣刀模块包括粗铣刀、内削铣刀和雕刻刀,所述粗铣刀、内削铣刀和雕刻刀均安装在所述操作模块上。
8.进一步地,所述操作模块包括电机单元、联动机构单元和操作盘单元,所述电机单元的控制端连接所述控制模块的输出端,所述电机单元的输出端连接所述联动机构单元的输入端,所述联动机构单元的输出端连接所述操作盘单元,所述操作盘单元上分别安装有所述铣刀模块、除屑模块和镜片模块。
9.进一步地,所述操作盘单元操作铣刀模块的动作,操作除屑模块的动作,和操作镜片模块的动作,且操作盘单元可以协调铣刀模块、操作除屑模块和操作镜片模块的动作。
10.进一步地,所述镜片模块会与所述铣刀模块进行相反运作。
11.进一步地,所述除屑模块包括吹气枪和真空吸室,所述吹气枪和真空吸室均连接所述操作模块,所述吹气枪用于将铣刀模块加工镜片产生的飞屑吹出,所述真空吸室用于将所述飞屑吸入真空吸室内存放。
12.进一步地,所述程式模块包括电机转速单元和加工镜片参数单元,所述电机转速单元用于设定电机运转的转速,且所述转速会反应到所述铣刀模块上,所述加工镜片参数单元用于设定加工镜片的尺寸参数。
13.进一步地,所述程式模块优选oma车片控制程序。
14.进一步地,所述粗铣刀包括铣刀杆和金刚石pcd刀具,所述金刚石pcd刀具呈现圆台状,且所述圆台状的侧面上设有四个铣刀,所述四个铣刀均匀分布在0
°
、90
°
、180
°
和270
°
的位置上,所述金刚石pcd刀具的大尺寸端安装在所述铣刀杆的刀具端,所述铣刀杆的安装端连接所述操作模块。
15.进一步地,所述铣刀包括弧形刀、凹槽和斜形刀,所述弧形刀的一端连接所述斜形刀的一端,在所述弧形刀和斜形刀的连接处设置有凹槽,所述弧形刀、凹槽和斜形刀为一体成型,且所述弧形刀设置在所述金刚石pcd刀具的大尺寸端部上,和所述斜形刀设置在所述金刚石pcd刀具的小尺寸端部上。
16.进一步地,所述弧形刀为刀面呈现弧形状,且其刀背呈现平面状。
17.进一步地,所述斜形刀的刀面和刀背均为平面状。
18.进一步地,所述弧形刀的刀背与所述斜形刀的刀背设置在同一平面上。
19.进一步地,所述圆台状的夹角设置在8
°‑
12
°
之间。
20.进一步地,所述圆台状的夹角优选10
°
。
21.进一步地,所述金刚石pcd刀具为一体成型的刀具。
22.进一步地,所述金刚石pcd刀具的铣刀方向为同一旋转方向设置。
23.进一步地,所述金刚石pcd刀具的铣刀方向与所述弧形刀的弯曲方向为同一方向设置。
24.如此设置,采用粗铣刀可以解决镜片胚在加工时,出现崩边和变形的问题,可以实现按照规定的轮廓进行镜片的外形加工,镜片胚可以在弧形刀上加工,也可以在斜形刀上加工,充分利用刀具的加工;采用四个维度的铣刀设置,相邻铣刀设置为90
°
夹角,使得铣刀在加工时,高速旋转时,实现均衡受力,延长铣刀的使用寿命;采用凹槽,可以在同一个刀具上进行镜片边位的加工,无需另换刀具,避免加工对准上的误差;采用斜形刀和弧形刀的组合,会使得铣磨出的飞屑沿着弧形进行排出,避免飞屑损伤镜片表面。
25.进一步地,所述内削铣刀包括内削铣刀杆和内削金刚石刀具,所述内削金刚石刀具呈现正四棱体,在所述正四棱体的四个侧面的中线处均设有内削铣刀,所述内削金刚石刀具的一端安装在所述内削铣刀杆的刀具端,所述内削铣刀杆的安装端连接所述操作模块。
26.进一步地,所述内削铣刀包括类四棱台刀具和等腰三棱柱件,所述类四棱台刀具的小尺寸端连接所述等腰三棱柱件的底部,且所述类四棱台刀具和等腰三棱柱件为一体成型的刀具,所述类四棱台刀具和等腰三棱柱件均连接在所述正四棱体的侧面上。
27.进一步地,所述内削铣刀的类四棱台刀具的上部和侧部均设有刀刃。
28.进一步地,所述内削金刚石刀具的内削铣刀方向为同一旋转方向设置。
29.进一步地,所述等腰三棱柱件的朝向为旋转方向设置。
30.进一步地,所述内削金刚石刀具选用金刚石pcd材质。
31.如此设置,采用内削铣刀可以进行镜片内侧进行铣磨,同时可以实现阶梯的削磨,在结合对应的转速,实现粗内削和抛光等效果;采用类四棱台刀具和等腰三棱柱件的组合,使得飞屑可以有效地排出,避免飞屑损伤镜片。
32.进一步地,所述雕刻刀包括雕刻铣刀杆和雕刻铣刀具,所述雕刻铣刀杆的刀具端连接所述雕刻铣刀具的安装端,所述雕刻铣刀杆的安装端连接所述操作模块。
33.进一步地,所述雕刻铣刀具选用螺旋铣刀,所述螺旋铣刀用于钻孔等操作。
34.进一步地,所述镜片模块包括镜片吸盘和转动机构,所述镜片吸盘的安装端连接所述转动机构的一端,所述转动机构的另一端安装在所述操作模块上,所述镜片吸盘的吸盘端吸住所述加工镜片。
35.进一步地,所述镜片选用有机树脂镜片。
36.一种镜片铣磨系统的工艺方法,所述工艺步骤如下:
37.步骤1:制图
38.在电脑上采用绘图软件进行加工的镜片轮廓绘制,采用x-y的二维坐标系进行绘制出边位轮廓、外轮廓、内轮廓、卡槽轮廓和吸盘轮廓,并绘制出眼镜的左镜片和右镜片,绘制成的镜片轮廓进行保存,并传输给加工设备的控制模块;
39.步骤2:编程
40.在加工设备的程式模块上进行加工镜片参数的设置,包括加工工序的设置、加工转速的设置和加工尺寸的设置等;
41.步骤3:粗磨
42.启动加工设备,包括打开吹气枪和真空吸室,采用粗铣刀对镜片胚进行加工,粗磨和削割出镜片的外形边缘,在加工的同时,吹气枪和真空吸室可以进行飞屑的排出,此时,优选30000转/分的转速加工,待加工到加工参数的界限时,切换到下一道工序;
43.步骤4:检测
44.采用检测仪进行检测镜片尺寸是否符合加工尺寸,若符合,则进行下一道工序;
45.步骤5:精磨
46.将粗磨的镜片的上边缘卡入粗铣刀的凹槽内,调节加工转速,优选加工转速为33000转/分,进行镜片边位的精磨,待镜片边位的精磨后,切换至下一道工序;
47.步骤6:粗内削
48.选用内削铣刀进行镜片的内侧削边,此时以低转速内削,优选该转速为20000转/分,待粗内削完成后,切换至下一道工序;
49.步骤7:精内削
50.选用内削铣刀进行镜片的内侧削边,此时以高转速内削,优选该转速为30000转/分,待精内削完成后,实现镜片内侧的抛光,切换至下一道工序;
51.步骤8:雕刻
52.选用雕刻刀进行镜片的外表面雕刻,雕刻出雕刻孔,进行组装镶边,完成镜片的加工;
53.步骤9:装架
54.将加工完的镜片进行装架,安装到眼镜架上,可以稳定安装镜片,且确保镜片的外表面与眼镜架的外表面齐平。
55.进一步地,所述左镜片和右镜片选用同时加工,且选用电机的转向为正反转向,所用的铣刀模块为对称设置。
56.进一步地,所述雕刻孔按照所述卡槽轮廓进行加工,优选长短相邻的槽进行初级加工,且长短槽的一端部相齐,再以短槽的两端进行垂直短槽的方向向长槽进行加工,再以长槽的端部斜向加工至短槽的端部,优选组成“l”型。
57.有益效果
58.本发明通过自主研发镜片加工工艺,自主研发镜片加工设备和系统(车片机)的加工程序,配合自主研发的专用铣磨刀具,通过设备和系统(车片机)的一体自动完成镜片外型轮廓的铣磨,且内侧避空位雕铣和正面饰片位雕刻工艺。通过采用制图模块、程式模块、控制模块、操作模块、铣刀模块、除屑模块和镜片模块,实现镜片加工的简化工艺,避免镜片加工出现崩边、变形和刮花,提高成品率和加工效率;通过程式模块和控制模块的软件控制体系控制铣磨刀具(铣刀模块)的运行轨迹,实现精准雕铣镜片的切削,满足特定的尺寸要求;采用粗铣刀与内削铣刀之间的加工配合,粗铣刀的圆台状的侧面上设有四个铣刀,每个铣刀包括弧形刀、凹槽和斜形刀,可以有效地实现镜片毛坯的粗加工,形成镜片的第一道轮廓,通过凹槽的放置,可以有效地实现镜片的边位加工;采用底面为正方形的长方体的内削金刚石刀具,且该刀具带有类四棱台刀具和等腰三棱柱件的内削铣刀,可以有效地实现内削精磨抛光的效果,搭载匹配的铣磨转速,可以有效地实现镜片的内削和外轮廓的加工,结合吹气枪和真空吸室,实现飞屑的有效排出,避免镜片刮花损坏和边缘崩边等。极大的节省加工时间,效率得到显著提升,带来了极高的经济效益。
附图说明
59.图1为本发明一种镜片铣磨系统结构示意图。
60.图2为本发明一种镜片铣磨系统的镜片加工流程结构示意图。
61.图3为本发明一种镜片铣磨系统的粗铣刀的结构示意图。
62.图4为本发明一种镜片铣磨系统的内削铣刀的结构示意图。
63.图5为本发明一种镜片铣磨系统的加工镜片的轮廓结构示意图。
64.图6为本发明一种镜片铣磨系统的眼镜架结构示意图。
65.附图标号:00、铣磨系统;01、制图模块;02、程式模块;03、控制模块;04、操作模块;
05、铣刀模块;06、除屑模块;07、镜片模块;11、内削铣刀杆;12、内削金刚石刀具;13、横向刀具;14、竖向刀具;15、等腰三棱柱件;21、铣刀杆;22、弧形刀;23、凹槽;24、斜形刀;25、金刚石pcd刀具;31、外轮廓;32、内轮廓;33、长轴;34、短轴;35、吸盘轮廓;41、眼镜架;42、眼镜框;51、制图;52、编程;53、粗磨;54、检测;55、精磨;56、粗内削;57、精内削;58、雕刻;59、装架。
具体实施方式
66.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
67.参阅图1-图6所示,本发明提供的一种镜片铣磨系统及其工艺方法,所述镜片铣磨系统00包括:制图模块01、程式模块02、控制模块03、操作模块04、铣刀模块05、除屑模块06和镜片模块07,所述制图模块01用于绘制所需加工镜片的轮廓,且所述轮廓包括外轮廓31、内轮廓32、边位轮廓和卡槽轮廓,所述外轮廓31为所述加工镜片的外形,所述边位轮廓设置在所述外轮廓31的外侧,所述卡槽轮廓设置在所述外轮廓31和内轮廓32之间,所述制图模块01会将绘制成的加工镜片的轮廓信息传输给所述控制模块03,所述程式模块02用于设置所述操作模块04的运作参数,且所述程式模块02会将设置完的运作参数信息传输给所述控制模块03,所述控制模块03接收所述制图模块01的信息和所述程式模块02的信息,并转换成控制操作模块04的指令信息对操作模块04进行操作,所述操作模块04设有所述铣刀模块05,且所述操作模块04对所述铣刀模块05进行操作,所述铣刀模块05对所述加工镜片进行轮廓加工,所述镜片模块07连接所述操作模块04,且所述镜片模块07受到所述操作模块04和所述控制模块03的操作控制,所述除屑模块06连接所述操作模块04,且所述除屑模块06受到所述操作模块04和所述控制模块03的操作控制,所述镜片模块07用于操作加工镜片。
68.其中,所述铣刀模块05包括粗铣刀、内削铣刀和雕刻刀,所述粗铣刀、内削铣刀和雕刻刀均安装在所述操作模块04上;所述粗铣刀包括铣刀杆21和金刚石pcd刀具25,所述金刚石pcd刀具呈现圆台状,所述圆台状的夹角优选10
°
,且所述圆台状的侧面上设有四个铣刀,所述四个铣刀均匀分布在0
°
、90
°
、180
°
和270
°
的位置上,所述金刚石pcd刀具25的大尺寸端安装在所述铣刀杆21的刀具端,所述铣刀杆21的安装端连接所述操作模块04;所述铣刀包括弧形刀22、凹槽23和斜形刀24,所述弧形刀22的一端连接所述斜形刀24的一端,在所述弧形刀22和斜形刀24的连接处设置有凹槽23,所述弧形刀、凹槽和斜形刀为一体成型,且所述弧形刀设置在所述金刚石pcd刀具的大尺寸端部上,和所述斜形刀设置在所述金刚石pcd刀具的小尺寸端部上,所述弧形刀为刀面呈现弧形状,且其刀背呈现平面状,所述斜形刀的刀面和刀背均为平面状,所述弧形刀的刀背与所述斜形刀的刀背设置在同一平面上,所述金刚石pcd刀具为一体成型的刀具,所述金刚石pcd刀具的铣刀方向为同一旋转方向设置;所述内削铣刀包括内削铣刀杆11和内削金刚石刀具12,所述内削金刚石刀具呈现底面为正方形的长方体,在所述长方体的四个侧面的中线处均设有内削铣刀,所述内削金刚石刀具的一端安装在所述内削铣刀杆11的刀具端,所述内削铣刀杆11的安装端连接所述操作模块04,所述内削铣刀包括类四棱台刀具和等腰三棱柱件15,所述类四棱台刀具的小尺寸
端连接所述等腰三棱柱件的底部,且所述类四棱台刀具和等腰三棱柱件为一体成型的刀具,所述类四棱台刀具和等腰三棱柱件均连接在所述长方体的侧面上,所述内削铣刀的类四棱台刀具的上部和侧部均设有刀刃,所述类四棱台刀具的上部和侧部分别为横向刀具13和竖向刀具14,所述内削金刚石刀具的内削铣刀方向为同一旋转方向设置,所述等腰三棱柱件的朝向为旋转方向设置,所述内削金刚石刀具选用金刚石pcd材质;所述雕刻刀包括雕刻铣刀杆和雕刻铣刀具,所述雕刻铣刀杆的刀具端连接所述雕刻铣刀具的安装端,所述雕刻铣刀杆的安装端连接所述操作模块,所述雕刻铣刀具选用螺旋铣刀,所述螺旋铣刀用于钻孔等操作。
69.其中,所述操作模块包括电机单元、联动机构单元和操作盘单元,所述电机单元的控制端连接所述控制模块的输出端,所述电机单元的输出端连接所述联动机构单元的输入端,所述联动机构单元的输出端连接所述操作盘单元,所述操作盘单元上分别安装有所述铣刀模块、除屑模块和镜片模块。
70.其中,所述除屑模块包括吹气枪和真空吸室,所述吹气枪和真空吸室均连接所述操作模块,所述吹气枪用于将铣刀模块加工镜片产生的飞屑吹出,所述真空吸室用于将所述飞屑吸入真空吸室内存放。
71.其中,所述程式模块包括电机转速单元和加工镜片参数单元,所述电机转速单元用于设定电机运转的转速,且所述转速会反应到所述铣刀模块上,所述加工镜片参数单元用于设定加工镜片的尺寸参数。
72.其中,所述程式模块优选oma车片控制程序。
73.其中,所述镜片模块包括镜片吸盘和转动机构,所述镜片吸盘的安装端连接所述转动机构的一端,所述转动机构的另一端安装在所述操作模块上,所述镜片吸盘的吸盘端吸住所述加工镜片,所述镜片吸盘会按照吸盘轮廓35放置,吸盘轮廓35会在制图模块上体现出来,且吸盘轮廓35设置在加工镜片的中心处。
74.其中,所述镜片选用有机树脂镜片。
75.一种镜片铣磨系统的工艺方法,所述工艺步骤如下:
76.步骤1:制图
77.在电脑上采用绘图软件进行加工的镜片轮廓绘制,采用x-y的二维坐标系进行绘制出边位轮廓、外轮廓、内轮廓、卡槽轮廓和吸盘轮廓,并绘制出眼镜的左镜片和右镜片,绘制成的镜片轮廓进行保存,并传输给加工设备的控制模块;
78.步骤2:编程
79.在加工设备的程式模块上进行加工镜片参数的设置,包括加工工序的设置、加工转速的设置和加工尺寸的设置等;
80.步骤3:粗磨
81.启动加工设备,包括打开吹气枪和真空吸室,采用粗铣刀对镜片胚进行加工,粗磨和削割出镜片的外形边缘,在加工的同时,吹气枪和真空吸室可以进行飞屑的排出,此时,优选30000转/分的转速加工,待加工到加工参数的界限时,切换到下一道工序;
82.步骤4:检测
83.采用检测仪进行检测镜片尺寸是否符合加工尺寸,若符合,则进行下一道工序;
84.步骤5:精磨
85.将粗磨的镜片的上边缘卡入粗铣刀的凹槽内,调节加工转速为33000转/分,进行镜片边位的精磨,待镜片边位的精磨后,切换至下一道工序;
86.步骤6:粗内削
87.选用内削铣刀进行镜片的内侧削边,此时以低转速内削,优选该转速为20000转/分,待粗内削完成后,切换至下一道工序;
88.步骤7:精内削
89.选用内削铣刀进行镜片的内侧削边,此时以高转速内削,优选该转速为30000转/分,待精内削完成后,切换至下一道工序;
90.步骤8:雕刻
91.选用雕刻刀进行镜片的外表面雕刻,雕刻出雕刻孔,进行组装镶边,完成镜片的加工;
92.步骤9:装架
93.将加工完的镜片进行装架,安装到眼镜架41上,可以稳定安装镜片,且确保镜片的外表面与眼镜架的外表面齐平。
94.其中,所述左镜片和右镜片选用同时加工,且选用电机的转向为正反转向,所用的铣刀模块为对称设置。
95.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1