复合增强3D打印混凝土设备及工艺方法
复合增强3d打印混凝土设备及工艺方法
技术领域
1.本发明属于建筑工程3d打印技术领域范畴,具体涉及一种复合增强3d打印混凝土设备及工艺方法,可广泛应用于无骨料的3d打印混凝土结构。
背景技术:
2.3d打印混凝土技术又称为增材制造技术,是快速成型技术中的一种。在数字建模的基础上,通过将打印混凝土条带逐层累积的方式进行使结构成型。
3.目前的3d打印混凝土由于其分层打印的方式,存在层间黏结力薄弱的问题,3d打印混凝土结构的整体强度刚度因此受到影响,且构件破坏易发生在层间,因此打印混凝土构件的抗剪性能和整体性较为薄弱。
4.但已有研究标明,若在3d打印混凝土的层间涂抹界面剂,则对抗压强度能性能带来显著提升;并且在打印混凝土中植入竖向羽钉,可以有效解决因打印方式带来的无竖向钢筋导致的抗剪性能薄弱的弊端。
5.因此,针对现有的问题加以研究改良,提供一种复合增强3d打印混凝土设备及工艺方法,旨在通过新设备和新技术来达到在尽可能节省成本的情况下改善3d打印混凝土结构性能的目的。
技术实现要素:
6.本发明的目的在于提供一种复合增强3d打印混凝土设备及工艺方法,以解决上述背景技术中提出的3d打印混凝土构件的抗剪性能和整体性薄弱的弊端,并能大幅提高打印混凝土结构的抗压承载能力。
7.为了达到上述目的,本发明将采取如下的技术方案:一种复合增强3d打印混凝土设备,包括三向行走机构、打印平台底板、混凝土3d打印机构、羽钉喷射机构、滚压涂料机构以及转动机构;其中:所述的三向行走机构安装在打印平台底板上,并包括有两个动力输出端,对应为第一、第二动力输出端;所述的三向行走机构的第一动力输出端与混凝土3d打印机构的安装座连接,第二动力输出端则与羽钉喷射机构的安装座连接;滚压涂料机构的安装座通过转动机构与羽钉喷射机构的安装座连接;在转动机构的动力作动下,羽钉喷射机构能够围绕所述的滚压涂料机构做360
°
旋转运动;在三向行走机构的动力作动下,所述的混凝土3d打印机构能够按照针对3d打印混凝土结构构建的3d打印规划策略,于打印平台底板上打印形成若干层沿着打印平台底板的y向层叠的混凝土规划打印层,每一层混凝土规划打印层均包括若干条符合3d打印规划策略规划并沿着打印平台底板的z向平铺的混凝土打印条带,每一条混凝土打印条带均依照3d打印规划策略打印成型并沿着打印平台底板的x向延伸;所述的滚压涂料机构,包括滚轮;在三向行走机构的动力作动下,所述滚轮能够沿
着混凝土3d打印机构的打印路径滚压前行,以在混凝土3d打印机构所打印成型的当前混凝土打印条带上涂覆打印混凝土界面剂;所述的羽钉喷射机构,包括羽钉喷头,并在混凝土规划打印层累积层叠三层时启动;在三向行走机构以及转动机构的动力协同作动下,所述的羽钉喷射机构能够沿着混凝土3d打印机构的打印路径行进;所述羽钉喷头能够透过混凝土3d打印机构所打印成型的当前混凝土打印条带步进喷射羽钉,每一根羽钉均能够推入当前混凝土打印条带向下的三层混凝土打印条带中。
8.优选地,所述的羽钉喷射机构还包括羽钉料仓以及羽钉驱动机构;所述羽钉料仓内预存有一排钉头处于前方的羽钉,且羽钉料仓的出料口与羽钉喷管的进料口衔接;所述的羽钉喷头为升降式喷管结构,包括喷管升降驱动机构以及与喷管升降驱动机构的动力输出端连接的羽钉喷管;所述的羽钉喷管,在喷管升降驱动机构的动力作动下,能够相对于羽钉料仓的出料口升降,且羽钉喷管随着喷管升降驱动机构的作动上升时,羽钉喷管能够回缩至羽钉料仓出料口位置处所设置的环形嵌槽中,而羽钉喷管随着喷管升降驱动机构的作动下降时,羽钉喷管能够从环形嵌槽中伸出,羽钉喷管的上端与羽钉料仓的出料口衔接,而羽钉喷管的下端嵌入当前混凝土打印条带中;所述羽钉驱动机构,能够将羽钉料仓内处于最前方的一枚羽钉通过羽钉喷管推入当前混凝土打印条带向下的三层混凝土打印条带中。
9.优选地,所述的羽钉包括杆状主体结构以及均布在杆状主体结构外侧的羽刺;所述羽钉处于羽钉喷管中时,羽刺相对于杆状主体结构呈合拢状态,且羽刺的刺身与羽钉喷管的内壁相切,同时羽刺的尖端与羽钉喷管的内壁之间存在间隙;而所述羽钉推入3d打印混凝土结构的过程中,羽刺相对于杆状主体结构逐步展开,直至羽钉的前端抵达预设位置时,羽刺的尖端能够刺入所在位置处的3d打印混凝土结构中。
10.优选地,所述滚压涂料机构还包括界面剂储料瓶以及界面剂泵送机构;界面剂储料瓶中储存有打印混凝土界面剂,界面剂泵送机构的进料端通过管路与界面剂储料瓶的出料口连接,而界面剂泵送机构的出料端则位于滚轮上方并能够与滚轮的表面衔接;界面剂储料瓶中所储存的打印混凝土界面剂,能够通过界面剂泵送机构的出料端,均匀流到滚轮的表面。
11.优选地,所述羽钉喷管的管壁厚度为0.6mm。
12.优选地,所述混凝土3d打印机构的打印混凝土喷头直径为20cm、30cm或40cm。
13.优选地,所述杆状主体结构的直径为2mm。
14.优选地,所述的三向行走机构包括x向行走机构、y向行走机构以及z向行走机构;y向行走机构固定安装在打印平台底板上,且向行走机构的动力输出端与z向行走机构连接,而z向行走机构的动力输出端则与x向行走机构连接;所述的x向行走机构设置有两个动力输出端,对应为第一、第二动力输出端,且x向行走机构的第一动力输出端设置于x向行走机构行进方向的前端,并与混凝土3d打印机构的安装座联动连接,而第二动力输出端设置于x向行走机构行进方向的后端,并与滚压涂料机构的安装座联动连接。
15.本发明的另一个技术目的是提供一种复合增强3d打印混凝土的工艺方法,基于上
述的复合增强3d打印混凝土设备而实现,包括羽钉增强3d打印混凝土工序,所述的羽钉增强3d打印混凝土工序具体为:按照3d打印规划策略,在打印成型的混凝土每叠层3层后,在三向行走机构的带动下,沿着每一条混凝土打印条带的打印方向,羽钉喷头每前行距离l后,即喷出一根羽钉,且喷出的羽钉在羽钉喷射机构的动力作动下,均钉入当前混凝土打印条带下方的三层混凝土打印条带中,同时,垂直于混凝土打印条带打印方向上的相邻两根羽钉之间能够错峰搭接,且相邻两根羽钉的搭接部分的长度不小于0.25倍羽钉长度;距离l根据混凝土3d打印机构的打印混凝土喷头直径来设定。
16.优选地,所述羽钉喷头在喷出羽钉时,埋入当前混凝土打印条带中;所述滚轮压过当前混凝土打印条带因羽钉喷头留下的孔隙时,一方面通过滚轮滚压减小孔隙,另一方面还能够将部分打印混凝土界面剂带入孔隙。
17.与现有技术相比,本发明具有以下有益效果:有效改善层间薄弱层给3d打印混凝土结构带来的抗剪性能差与整体性差的弊端,大幅度提高其抗压承载能力。以较小的成本获得较大的3d打印混凝土结构性能提升。有效改善3d打印混凝土结构性能,有利于3d打印混凝土技术的推广和普及,提高了社会效益。
附图说明
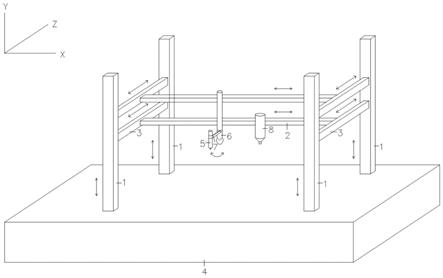
18.图1是本发明所述的3d打印混凝土设备示意图。
19.图2是沿打印方向(x向)的3d打印混凝土设备及羽钉布置示意图。
20.图3是羽钉于3d打印混凝土构件截面布置示意图。
21.图4是羽钉的羽刺收拢存储于羽钉喷头的示意图。
22.图5是羽钉的羽刺展开示意图。
23.图6是本发明所述的3d打印混凝土的流程图。
24.图中:1-x向行走机构,2-y向行走机构,3-z向行走机构,4-打印平台底板,5-羽钉喷射机构,6-滚压涂料机构,7-转动机构,8-混凝土3d打印机构,9-羽钉,10-混凝土条带,11-羽钉喷头管壁。
具体实施方式
25.为使本发明的目的、技术方案和优点更清楚明白,下面结合附图和具体实施方式,进一步阐明本发明。应理解下述具体实施方式仅用于本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“x向”、“y向”、“z向”指的是附图1中标明的xyz三维坐标系的三轴方向,且x向即为本例所指的打印混凝土喷头前进方向。
26.如图1所示,本发明所述的一种复合增强3d打印混凝土设备,主要有:打印平台底板4、三向行走机构、羽钉喷射机构5、滚压涂料机构6、转动机构7以及混凝土3d打印机构8;其中:所述的三向行走机构,包括y向行走机构1、x向行走机构2以及z向行走机构3,y向行走机构1固定安装在打印平台底板4上,且y向行走机构1的动力输出端与z向行走机构3连接,而z向行走机构3的动力输出端则与x向行走机构2连接。所述的y向行走机构1、x向行走机构2以及z向行走机构3可以为现有的任意一种直线驱动机构,比如常规丝杠传动机构、直
线步进电机或者履带式行走装置等。
27.所述的滚压涂料机构6以及混凝土3d打印机构8的安装座均分别与x向行走机构2的动力输出端连接,事实上,所述的x向行走机构2设置有两个动力输出端,对应为第一、第二动力输出端,且x向行走机构2的第一动力输出端设置于x向行走机构2行进方向的前端,并与混凝土3d打印机构的安装座联动连接,而第二动力输出端设置于x向行走机构2行进方向的后端,并与滚压涂料机构6的安装座联动连接。附图中,所述混凝土3d打印机构8搭载于下方的x向行走机构(x向行走机构2的第一动力输出端)。由于羽钉的钉入和滚压涂料过程需在混凝土打印完一段时间后进行,将滚压涂料机构6、羽钉喷射机构5搭载于上方的x向行走机构(x向行走机构2的第二动力输出端)可有效避免与混凝土3d打印机构8的位置冲突,方便调整并保证了混凝土打印的优先性。
28.所述的滚压涂料机构6的安装座,还通过转动机构7与所述的羽钉喷射机构5连接。
29.本实施例中,所述三向行走机构通过履带式行走装置控制搭载于其上的羽钉喷射机构55、滚压涂料机构6以及混凝土3d打印机构8的传动;并且所述羽钉喷射机构5和滚压涂料机构6搭载于上方的x向行走机构2,混凝土3d打印机构8搭载于下方的x向行走机构2,具体传动方向如图1中箭头指向所示。如图1箭头标出的传动方向所示,所述转动机构7使得羽钉喷射机构5能围绕滚压涂料机构6进行360
°
的转动,使得羽钉的钉入可随着打印过程进行灵活调整。
30.在三向行走机构的动力作动下,所述的混凝土3d打印机构8能够按照针对3d打印混凝土结构构建的3d打印规划策略,于打印平台底板4上打印形成若干层沿着打印平台底板4的y向层叠的混凝土规划打印层(通过y向行走机构1的动力驱动来实现混凝土3d打印机构8的打印喷头的步进抬升,实现各层混凝土规划打印层从下到上的层叠,直至达到3d打印规划策略中3d打印混凝土结构的预设厚度),每一层混凝土规划打印层均包括若干条沿着打印平台底板4的z向平铺的混凝土条带(通过z向行走机构3的动力驱动来实现混凝土3d打印机构8的打印喷头沿着打印平台底板4的z向步进横移,实现混凝土条带在当前混凝土规划打印层中的步进打印成型,直至达到3d打印规划策略中混凝土规划打印层的预设宽度),每一条混凝土条带均沿着打印平台底板4的x向延伸(通过x向行走机构2的动力驱动来实现混凝土3d打印机构8的打印喷头沿着打印平台底板4的x向连续移动,以沿着打印平台底板4的x向打印成型当前位置处的混凝土条带,直至达到3d打印规划策略中混凝土条带的预设长度)。
31.本实施例中,为促使3d打印过程中混凝土条带打印工序的连续性,所述的混凝土3d打印机构8配设有混凝土供料机构,所述的混凝土供料机构与混凝土3d打印机构8一体设置,并能够按照3d打印混凝土条带时的供料需求,自动地连续供料。
32.本实施例中,为促使3d打印过程中混凝土规划打印层间混凝土条带的结合,本发明所述的羽钉喷射机构,在混凝土规划打印层每累积3层时,钉入一根羽钉。羽钉长度宜为2.5倍的单条混凝土条带的厚度。
33.具体地,喷射羽钉时,所述羽钉喷射机构的羽钉喷头埋入当前打印的混凝土条带中,所述羽钉喷射机构的驱动装置将羽钉喷头中的羽钉推入当前混凝土规划打印层向下的3层的混凝土条带中。所述滚压涂料机构6的滚轮压过当前打印的混凝土条带因羽钉喷头留下的孔隙时,在通过滚压减小孔隙的同时,还可将一部分混凝土界面剂带入孔隙中,促使相
邻的混凝土规划打印层间以及空隙本身能够通过所流入的混凝土界面剂实现自膨胀、自密实。
34.结合图1所示,本发明所述混凝土3d打印机构8的打印喷头沿打印平台底板4的x向前进,所述羽钉喷射机构的羽钉喷头宜每行走5倍打印喷头直径的长度的路径则钉入一根羽钉。
35.结合图3所示,打印混凝土条带之间存在搭接。当打印混凝土每累积三层钉入一根羽钉后,需以最后第三层作为羽钉的搭接层。羽钉之间的搭接长度不宜小于0.25倍羽钉长度,以保证上下混凝土层间的良好黏结。
36.结合图4所示,羽钉9周身布设羽刺,以增强羽钉与打印混凝土之间的黏结;并且材料具有弹性,使得所述羽钉9可将羽刺收拢,较为贴合羽钉喷头管壁11,使羽钉9钉入混凝土的过程更为精准。同样的,为了防止留下过大孔隙,羽钉喷头管壁11的厚度不宜过厚。
37.结合图5所示,羽钉9的羽刺在无外力作用下自然展开,然而羽刺具有一定材料弹性,可随着钉入混凝土中随土压力弯曲。由于羽钉9的羽刺作用为增强与混凝土之间的粘结,因此允许材料具有一定的弹性,也可起到增大在错缝搭接时的误差的作用。
38.所述羽钉喷射机构5包括羽钉喷头,并在混凝土规划打印层累积层叠三层时启动;在三向行走机构以及转动机构的动力协同作动下,所述的羽钉喷射机构能够沿着混凝土3d打印机构的打印路径行进;所述羽钉喷头能够透过混凝土3d打印机构所打印成型的当前混凝土打印条带步进喷射羽钉,每一根羽钉均能够推入当前混凝土打印条带向下的三层混凝土打印条带中。
39.所述的羽钉喷头为升降式喷管结构,包括喷管升降驱动机构以及与喷管升降驱动机构的动力输出端连接的羽钉喷管,羽钉喷管的管壁厚宜为0.6mm左右,以免在混凝土中留下较大孔隙。所述的羽钉喷管,在喷管升降驱动机构的动力作动下,能够相对于羽钉料仓的出料口升降,且羽钉喷管随着喷管升降驱动机构的作动上升时,羽钉喷管能够回缩至羽钉料仓出料口位置处所设置的环形嵌槽中,而羽钉喷管随着喷管升降驱动机构的作动下降时,羽钉喷管能够从环形嵌槽中伸出,羽钉喷管的上端与羽钉料仓的出料口衔接,而羽钉喷管的下端嵌入当前混凝土打印条带中;所述羽钉驱动机构,能够将羽钉料仓内处于最前方的一枚羽钉通过羽钉喷管推入当前混凝土打印条带向下的三层混凝土打印条带中。所述羽钉喷头喷出的羽钉能够错缝搭接,以增强层间黏结性能。
40.所述的羽钉包括杆状主体结构以及均布在杆状主体结构外侧的羽刺,杆状主体结构的直径宜控制在2mm左右,防止留下过大孔隙;所述羽钉处于羽钉喷管中时,羽刺相对于杆状主体结构呈合拢状态,且羽刺的刺身与羽钉喷管的内壁相切,同时羽刺的尖端与羽钉喷管的内壁之间存在间隙;而所述羽钉推入3d打印混凝土结构的过程中,羽刺相对于杆状主体结构逐步展开,直至羽钉的前端抵达预设位置时,羽刺的尖端能够刺入所在位置处的3d打印混凝土结构中。所述羽刺用于增强羽钉与打印混凝土的粘结,其材料具有一定弹性可收拢,使所述羽钉较为贴合地存储于所述羽钉供料装置中;并有助于为羽钉的错缝搭接增大容许误差,使得羽刺在搭接时更为容易;羽钉钉入混凝土后,依靠自身材料弹性展开并随混凝土压力进行调整,与混凝土保持较好的粘结。
41.作为本发明的一种改进,所述的滚压涂料机构,包括滚轮;在三向行走机构的动力作动下,所述滚轮能够沿着混凝土3d打印机构的打印路径滚压前行,以在混凝土3d打印机
构所打印成型的当前混凝土打印条带上涂覆打印混凝土界面剂;所述滚轮的厚度宜根据打印混凝土条带实际宽度进行选取,且所述滚轮的转动速度宜根据所述混凝土3d打印机构进行调整。
42.所述滚压涂料机构还包括界面剂储料瓶以及界面剂泵送机构;界面剂储料瓶中储存有打印混凝土界面剂,界面剂泵送机构的进料端通过管路与界面剂储料瓶的出料口连接,而界面剂泵送机构的出料端则位于滚轮上方并能够与滚轮的表面衔接;界面剂储料瓶中所储存的打印混凝土界面剂,能够通过界面剂泵送机构的出料端,均匀流到滚轮的表面。
43.作为本发明的一种改进,所述转动机构包括两端固定于羽钉喷射机构5和滚压涂料机构的环扣,以及连接两端环扣的转轴,用于使所述羽钉喷射机构5围绕所述滚压涂料机构进行360
°
的转动。所述转轴长度宜为20cm,可根据打印速度进行适当的长度调整。且不宜过长,防止转向困难。
44.在一些实例中,所述混凝土3d打印机构适用于无骨料混凝土,包括打印混凝土喷头、混凝土喷头定位装置、泵送装置与打印混凝土供料装置。所述打印混凝土供料机构包括打印混凝土仓储容器和打印混凝土输送管道。所述打印混凝土输送管道用以为所述3d打印混凝土设备提供连续的材料运输。
45.本发明还提出了一种羽钉增强打印方法,如图6所示,包括:(1)沿打印方向(x向)的羽钉增强:根据混凝土3d打印机构的打印混凝土喷头直径,羽钉喷头每行走5倍打印混凝土喷头直径的长度的路径则钉入一根羽钉。
46.(2)垂直于打印方向的羽钉增强:每条混凝土每3层钉入一根羽钉,羽钉长度宜为2.5倍的单条打印混凝土层厚,且羽钉之间的搭接长度不宜小于0.25倍羽钉长度。
47.所述羽钉喷头埋入当前打印混凝土条带,所述喷管升降驱动机构将喷头中的羽钉推入向当前打印混凝土条带下的3层打印混凝土条带中。所述滚轮压过当前打印混凝土条带因羽钉喷头留下的孔隙时,在通过滚压减小孔隙的同时,还可将一部分界面剂带入孔隙中,以起到提高混凝土构件承载力的作用。由于钉身直径较小,并且羽钉之间存在一定的搭接长度,羽钉喷头留下的孔隙将用于搭接下一层羽钉的搭接,不会对整体性能带来太大负面影响。
48.羽钉喷射机构5可根据所述滚压涂料机构的行进路径进行转向。转向过程中,所述滚压涂料机构宜暂停行进,直至羽钉喷射机构5完成转向后再继续行进。
49.综上所述,本发明提供了一种复合增强3d打印混凝土设备及工艺方法。在较小的成本提高下,有效地实现了对打印混凝土条带层间黏结性能的增强,从而使得打印混凝土结构抗剪性能和整体性得以改善的同时,大幅提高打印混凝土结构的抗压承载能力。
50.以上所属的具体实施例,对本发明的目的、设备、方法和效果进行了进一步的详细说明,应理解的是,以上所述仅为展示本发明的具体实施例而已,并不限制本发明的进一步应用,可在不脱离本发明的原理的情况下进行多种变化与改进。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1