硅酸铝异形制品成型机的制作方法
1.本发明涉及硅酸铝制品成型技术领域,具体涉及硅酸铝异形制品成型机。
背景技术:
2.硅酸铝是一种新型、轻质、节能的耐火材料,它是以焦宝石为主要原料,经2100℃的高温熔化后,用高速离心法或喷吹法等工艺加工而制成,其主要化学成分为sio2、al2o3、fe2o3、cao、mgo,硅酸铝纤维具有耐高温、热稳定性、热传导率低、热容小、抗机械振动、受热膨胀小、隔热性能等优点,经纺织或编织可制成硅酸铝纤维板、硅酸铝纤维毡、硅酸铝纤维绳、硅酸铝纤维毯等产品,是取代石棉的新型材料,广泛用于冶金、电力、机械、化工的热能设备上的保温。针对现有技术存在以下问题:
3.1、硅酸铝在进行加工成制品的时候,需要对硅酸铝加热到2100℃超高温的环境中,若是导致热度的泄露,会无法导致硅酸铝彻底熔化的问题;
4.2、传统的装置是将热化后的液体,通过员工导入模具的内部,在2100℃的高温中,会对员工造成很大的压力,无法进行靠近的问题。
技术实现要素:
5.本发明提供硅酸铝异形制品成型机,其中一种目的是为了具备对高温加热熔化器的顶部增加密封性的特点,解决超高温的环境中,随着热度的泄露,会无法导致硅酸铝彻底熔化或熔化不彻底的问题;其中另一种目的是为了解决2100℃的高温中,会对员工造成很大的压力,无法进行靠近,而且在倾倒的时候,温度的差异,会导致溶液在模具内表面上凝固的问题,以达到在熔化硅酸铝的时候可以直接将液体倒入模具中的效果。
6.为解决上述技术问题,本发明所采用的技术方案是:
7.硅酸铝异形制品成型机,包括硅酸铝高温加热熔化器和密封顶盖,所述硅酸铝高温加热熔化器设置在水泥地内部,所述硅酸铝高温加热熔化器的顶部设置有密封顶盖。
8.所述密封顶盖的上下两侧外表面上可拆卸式安装有双层密封器,所述双层密封器包括顶板,所述顶板的外表面上可拆卸式连接有密封卡接块。
9.所述密封卡接块的顶部外表面上设置有半圆变形软胶,所述半圆变形软胶的外表面上设置有缝隙填充软环。
10.所述硅酸铝高温加热熔化器包括耐高温保温壳,所述耐高温保温壳的底部内表面上可拆卸式安装有基座,所述基座的顶部可拆卸式连接有成型磨具,所述成型磨具的顶部可拆卸式连接有导液容器。
11.本发明技术方案的进一步改进在于:所述双层密封器的两端上可拆卸式连接有延伸辅助臂,所述双层密封器的一端内侧外表面上可拆卸式安装有转动器,右侧所述转动器的外表面上可拆卸式连接有连接杆,所述转动器和连接杆的一端上可拆卸式连接有卡接密封套壳,所述卡接密封套壳的右侧外表面上可拆卸式安装有转动机,所述转动器的输出端延伸至卡接密封套壳的右侧内表面上,所述转动机的输出端上可拆卸式连接有螺纹杆,所
述螺纹杆的左侧一端活动搭接在卡接密封套壳的左侧内表面上,所述螺纹杆的外表面上螺纹滑动连接有滑动块,所述滑动块的上下外表面上设置有卡接臂,所述卡接臂的一端设置在顶板的一侧外表面上。
12.本发明技术方案的进一步改进在于:所述密封卡接块的底部内表面上可拆卸式连接有弧形内陷垫块,所述弧形内陷垫块的顶端上活动搭接有弹力圆环,所述弹力圆环上下内表面上设置有弧块,所述弧块的外表面上可拆卸式连接有弹力丝,所述弹力圆环的顶部外表面上设置有耐磨层二。
13.本发明技术方案的进一步改进在于:所述耐高温保温壳包括耐高温内置壳,所述耐高温内置壳的底部内表面上设置有导热空槽,所述导热空槽的内部可拆卸式安装有聚热筒,所述聚热筒的外表面上设置有吸热铁片,所述聚热筒的内部设置有抽风孔,所述导热空槽的底部设置有耐高温砖,所述耐高温砖的底部外表面上设置有耐热胶层,所述耐热胶层的底部外表面上设置有隔热实心水泥砖,所述聚热筒的两侧外表面上设置有通风管道。
14.本发明技术方案的进一步改进在于:所述导液容器的底部内表面上设置有三角分化块,所述导液容器的左右两侧外表面上可拆卸式连接有导热块,所述导热块的一端延伸至导液容器的两侧内表面上,所述导热块的呈现70
°
斜角,所述导液容器的底部设置有滴液孔,所述滴液孔的一端延伸至搭接在成型磨具的接口内表面上。
15.本发明技术方案的进一步改进在于:所述耐高温保温壳的内表面上设置有超高温加热器,所述耐高温保温壳的两侧外表面上可拆卸式安装有小型抽风机,所述小型抽风机的中间位置上设置有导风管,所述小型抽风机的输出端与抽风孔相连接。
16.本发明技术方案的进一步改进在于:所述缝隙填充软环包括贴合软胶,所述贴合软胶的外表面上设置有耐磨层一,所述耐磨层一的外表面上设置有梯形软层,所述梯形软层的外表面上设置有圆心孔。
17.本发明技术方案的进一步改进在于:所述密封顶盖的内侧设置有空腔,所述空腔的内表面上可拆卸式安装有密封伸缩器,所述密封伸缩器的输出端上可拆卸式连接有延伸卡接杆,所述延伸卡接杆的一端延伸至密封顶盖的两侧外表面上。
18.本发明技术方案的进一步改进在于:所述硅酸铝高温加热熔化器的顶部两侧外表面上设置有耐高温垫脚板,所述硅酸铝高温加热熔化器的顶部背面上设置有升降器,所述升降器的输出端上设置有卡接板,所述密封顶盖的顶部外表面上设置在卡接板的底部外表面上。
19.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
20.1、本发明提供硅酸铝异形制品成型机,采用转动机、螺纹杆、滑动块、卡接臂、顶板、密封卡接块、转动器、卡接密封套壳和硅酸铝高温加热熔化器的结合,通过转动机对螺纹杆进行转动,配合滑动块在螺纹杆的外表面上向一侧进行移动,配合卡接臂对顶板进行推动,利用顶板在卡接密封套壳内部的长度,可以有效的减少位置偏移,再通过密封卡接块的一端对硅酸铝高温加热熔化器的内表面进行挤压变形,填充贴合之间的缝隙,通过转动机一端上的转动器对卡接密封套壳进行转动,可以对密封卡接块进行更换,增加使用寿命,具备对高温加热熔化器的顶部增加密封性的特点,解决超高温的环境中,随着热度的泄露,会无法导致硅酸铝彻底熔化或熔化不彻底的问题,达到了对高温加热熔化器的顶部增加密封性的效果。
21.2、本发明提供硅酸铝异形制品成型机,采用成型磨具、超高温加热器、导液容器、滴液孔、导热块、三角分化块和导热块的结合,将滴液孔与成型磨具的顶部进行卡接,将硅酸铝原料导入导液容器的内部,配合三角分化块对原料进行分割开,再通过超高温加热器对内部进行加热,来对导液容器的内部的硅酸铝进行熔化,配合导热块对外界的热量进行吸收,导向硅酸铝的内部,从而进行内外同时加热,熔化后的溶液配合滴液孔滴入到模具的内部去,具备了在不经过员工,就可以将熔化后的溶液导入到模具内部去的特点,解决2100℃的高温中,会对员工造成很大的压力,无法进行靠近,而且在倾倒的时候,温度的差异,会导致溶液在模具内表面上凝固的问题,以达到在熔化硅酸铝的时候可以直接将液体导入模具中的效果。
22.3、本发明提供硅酸铝异形制品成型机,采用耐高温保温壳、超高温加热器、耐高温内置壳、导热空槽、聚热筒、吸热铁片、抽风孔、耐热胶层、隔热实心水泥砖、小型抽风机和导风管的结合,配合超高温加热器对耐高温保温壳的内部进行加热,配合耐高温内置壳对温度进行隔热,一些逸散的温度在导热空槽的内部进行聚集,配合聚热筒和吸热铁片对热量进行吸收,配合小型抽风机对抽风孔的内部进行吸气,将热量通过导风管导向耐高温保温壳的内部进行加热,降低热量的逸散,配合耐高温砖、耐热胶层和隔热实心水泥砖对内部的温度进行多重隔温,具备了对向外扩散的热量进行吸收,再导向机器的内部,降低外层保温压力的特点,解决了温度的扩散,会增加外层保温层的压力,过多的扩散还会降低内部核心温度的问题,达到了对向外扩散的热量进行吸收,再导向机器的内部,降低外层保温压力的效果。
23.4、本发明提供硅酸铝异形制品成型机,采用半圆变形软胶、缝隙填充软环、弹力圆环、弹力丝、耐磨层二和耐高温保温壳的结合,通过半圆变形软胶表面上的缝隙填充软环贴合到耐高温保温壳的内侧表面上时进行挤压,对半圆变形软胶进行变形,配合耐磨层二增加半圆变形软胶的底表面摩擦力,配合弹力圆环内部的弹力丝对半圆变形软胶进行反向推动,增加与耐高温保温壳之间的摩擦力,具备对高温加热熔化器的顶部增加密封性的特点,解决超高温的环境中,随着热度的泄露,会无法导致硅酸铝彻底熔化或熔化不彻底的问题,达到了对高温加热熔化器的顶部增加密封性的效果。
24.5、本发明提供硅酸铝异形制品成型机,采用硅酸铝高温加热熔化器、贴合软胶、梯形软层和圆心孔的结合,通过梯形软层挤压到耐高温保温壳的表面,配合梯形软层和贴合软胶进行变形,配合圆心孔增加梯形软层挤压的面积,对贴合处的缝隙进行填充,具备了对贴合处的缝隙进行填充的特点,解决了贴合处在进行挤压的时候,会留有缝隙,从而导致温度散发的问题,达到了对贴合处的缝隙进行填充的效果。
附图说明
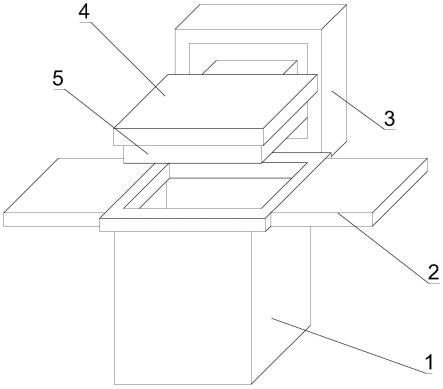
25.图1为本发明的结构示意图;
26.图2为本发明的密封顶盖结构示意图;
27.图3为本发明的双层密封器结构示意图;
28.图4为本发明的密封卡接块结构示意图;
29.图5为本发明的a处放大结构示意图;
30.图6为本发明的硅酸铝高温加热熔化器结构示意图;
31.图7为本发明的q处放大结构示意图;
32.图8为本发明的导液容器结构示意图。
33.图中:1、硅酸铝高温加热熔化器;11、耐高温保温壳;111、耐高温内置壳;112、导热空槽;113、聚热筒;114、吸热铁片;115、抽风孔;116、耐高温砖;117、耐热胶层;118、隔热实心水泥砖;12、基座;13、成型磨具;14、导液容器;141、三角分化块;142、导热块;143、滴液孔;15、超高温加热器;16、小型抽风机;17、导风管;2、耐高温垫脚板;3、升降器;4、卡接板;5、密封顶盖;51、伸缩器;52、延伸卡接杆;53、双层密封器;531、延伸辅助臂;532、转动器;533、转动机;534、卡接密封套壳;535、螺纹杆;536、滑动块;537、卡接臂;538、顶板;539、密封卡接块;a1、半圆变形软胶;a2、缝隙填充软环;a21、贴合软胶;a22、耐磨层一;a23、梯形软层;a24、圆心孔;a3、弧形内陷垫块;a4、弹力圆环;a5、弧块;a6、弹力丝;a7、耐磨层二。
具体实施方式
34.下面结合实施例对本发明做进一步详细说明:
35.实施例1
36.如图1-8所示,本发明提供了硅酸铝异形制品成型机,包括硅酸铝高温加热熔化器1和密封顶盖5,硅酸铝高温加热熔化器1设置在水泥地内部,硅酸铝高温加热熔化器1的顶部设置有密封顶盖5,硅酸铝高温加热熔化器1的顶部两侧外表面上设置有耐高温垫脚板2,硅酸铝高温加热熔化器1的顶部背面上设置有升降器3,升降器3的输出端上设置有卡接板4,密封顶盖5的顶部外表面上设置在卡接板4的底部外表面上。
37.在本实施例中,员工站在耐高温垫脚板2的外表面上将需要加工的原料导入硅酸铝高温加热熔化器1的内部,配合升降器3对卡接板4进行升降,将密封顶盖5卡接到硅酸铝高温加热熔化器1的顶部内表面上,进行密封。
38.实施例2
39.如图1-8所示,在实施例1的基础上,本发明提供一种技术方案:优选的,密封顶盖5的上下两侧外表面上可拆卸式安装有双层密封器53,双层密封器53包括顶板538,顶板538的外表面上可拆卸式连接有密封卡接块539,双层密封器53的两端上可拆卸式连接有延伸辅助臂531,双层密封器53的一端内侧外表面上可拆卸式安装有转动器532,右侧转动器532的外表面上可拆卸式连接有连接杆,转动器532和连接杆的一端上可拆卸式连接有卡接密封套壳534,卡接密封套壳534的右侧外表面上可拆卸式安装有转动机533,转动器532的输出端延伸至卡接密封套壳534的右侧内表面上,转动机533的输出端上可拆卸式连接有螺纹杆535,螺纹杆535的左侧一端活动搭接在卡接密封套壳534的左侧内表面上,螺纹杆535的外表面上螺纹滑动连接有滑动块536,滑动块536的上下外表面上设置有卡接臂537,卡接臂537的一端设置在顶板538的一侧外表面上,密封顶盖5的内侧设置有空腔,空腔的内表面上可拆卸式安装有密封伸缩器51,密封伸缩器51的输出端上可拆卸式连接有延伸卡接杆52,延伸卡接杆52的一端延伸至密封顶盖5的两侧外表面上。
40.在本实施例中,通过转动机533对螺纹杆535进行转动,配合滑动块536在螺纹杆535的外表面上向一侧进行移动,配合卡接臂537对顶板538进行推动,利用顶板538在卡接密封套壳534内部的长度,可以有效的减少位置偏移,再通过密封卡接块539的一端对硅酸铝高温加热熔化器1的内表面进行挤压变形,填充贴合之间的缝隙,通过转动机533一端上
的转动器532对卡接密封套壳534进行转动,可以对密封卡接块539进行更换,增加使用寿命,达到了对高温加热熔化器的顶部增加密封性的效果。
41.实施例3
42.如图1-8所示,在实施例1的基础上,本发明提供一种技术方案:优选的,硅酸铝高温加热熔化器1包括耐高温保温壳11,耐高温保温壳11的底部内表面上可拆卸式安装有基座12,基座12的顶部可拆卸式连接有成型磨具13,成型磨具13的顶部可拆卸式连接有导液容器14,导液容器14的底部内表面上设置有三角分化块141,导液容器14的左右两侧外表面上可拆卸式连接有导热块142,导热块142的一端延伸至导液容器14的两侧内表面上,导热块142的呈现70
°
斜角,导液容器14的底部设置有滴液孔143,滴液孔143的一端延伸至搭接在成型磨具13的接口内表面上,耐高温保温壳11的内表面上设置有超高温加热器15,耐高温保温壳11的两侧外表面上可拆卸式安装有小型抽风机16,小型抽风机16的中间位置上设置有导风管17,小型抽风机16的输出端与抽风孔115相连接。
43.在本实施例中,将滴液孔143与成型磨具13的顶部进行卡接,将硅酸铝原料导入导液容器14的内部,配合三角分化块141对原料进行分割开,再通过超高温加热器15对内部进行加热,来对导液容器14的内部的硅酸铝进行熔化,配合导热块142对外界的热量进行吸收,导向硅酸铝的内部,从而进行内外同时加热,熔化后的溶液配合滴液孔143滴入到模具的内部去,以达到在熔化硅酸铝的时候可以直接将液体导入模具中的效果。
44.实施例4
45.如图1-8所示,在实施例1的基础上,本发明提供一种技术方案:优选的,耐高温保温壳11包括耐高温内置壳111,耐高温内置壳111的底部内表面上设置有导热空槽112,导热空槽112的内部可拆卸式安装有聚热筒113,聚热筒113的外表面上设置有吸热铁片114,聚热筒113的内部设置有抽风孔115,导热空槽112的底部设置有耐高温砖116,耐高温砖116的底部外表面上设置有耐热胶层117,耐热胶层117的底部外表面上设置有隔热实心水泥砖118,聚热筒113的两侧外表面上设置有通风管道。
46.在本实施例中,配合超高温加热器15对耐高温保温壳11的内部进行加热,配合耐高温内置壳111对温度进行隔热,一些逸散的温度在导热空槽112的内部进行聚集,配合聚热筒113和吸热铁片114对热量进行吸收,配合小型抽风机16对抽风孔115的内部进行吸气,将热量通过导风管17导向耐高温保温壳11的内部进行加热,降低热量的逸散,配合耐高温砖116、耐热胶层117和隔热实心水泥砖118对内部的温度进行多重隔温,达到了对向外扩散的热量进行吸收,再导向机器的内部,降低外层保温压力的效果。
47.实施例5
48.如图1-8所示,在实施例1的基础上,本发明提供一种技术方案:优选的,密封卡接块539的顶部外表面上设置有半圆变形软胶a1,半圆变形软胶a1的外表面上设置有缝隙填充软环a2,密封卡接块539的底部内表面上可拆卸式连接有弧形内陷垫块a3,弧形内陷垫块a3的顶端上活动搭接有弹力圆环a4,弹力圆环a4上下内表面上设置有弧块a5,弧块a5的外表面上可拆卸式连接有弹力丝a6,弹力圆环a4的顶部外表面上设置有耐磨层二a7。
49.在本实施例中,通过半圆变形软胶a1表面上的缝隙填充软环a2贴合到耐高温保温壳11的内侧表面上时进行挤压,对半圆变形软胶a1进行变形,配合耐磨层二a7增加半圆变形软胶a1的底表面摩擦力,配合弹力圆环a4内部的弹力丝a6对半圆变形软胶a1进行反向推
动,增加与耐高温保温壳11之间的摩擦力,达到了对高温加热熔化器的顶部增加密封性的效果。
50.实施例6
51.如图1-8所示,在实施例1的基础上,本发明提供一种技术方案:优选的,缝隙填充软环a2包括贴合软胶a21,贴合软胶a21的外表面上设置有耐磨层一a22,耐磨层一a22的外表面上设置有梯形软层a23,梯形软层a23的外表面上设置有圆心孔a24。
52.在本实施例中,通过梯形软层a23挤压到耐高温保温壳11的表面,配合梯形软层a23和贴合软胶a21进行变形,配合圆心孔a24增加梯形软层a23挤压的面积,对贴合处的缝隙进行填充,达到了对贴合处的缝隙进行填充的效果。
53.下面具体说一下该硅酸铝异形制品成型机的工作原理。
54.如图1-8所示,将滴液孔143与成型磨具13的顶部进行卡接,员工站在耐高温垫脚板2的外表面上将需要加工的原料导入硅酸铝高温加热熔化器1的内部,配合三角分化块141对原料进行分割开,配合升降器3对卡接板4进行升降,将密封顶盖5卡接到硅酸铝高温加热熔化器1的顶部内表面上,通过转动机533对螺纹杆535进行转动,配合滑动块536在螺纹杆535的外表面上向一侧进行移动,配合卡接臂537对顶板538进行推动,利用顶板538在卡接密封套壳534内部的长度,可以有效的减少位置偏移,通过半圆变形软胶a1表面上的缝隙填充软环a2贴合到耐高温保温壳11的内侧表面上时进行挤压,对半圆变形软胶a1进行变形,配合耐磨层二a7增加半圆变形软胶a1的底表面摩擦力,配合弹力圆环a4内部的弹力丝a6对半圆变形软胶a1进行反向推动,增加与耐高温保温壳11之间的摩擦力,通过梯形软层a23挤压到耐高温保温壳11的表面,配合梯形软层a23和贴合软胶a21进行变形,配合圆心孔a24增加梯形软层a23挤压的面积,对贴合处的缝隙进行填充,通过转动机533一端上的转动器532对卡接密封套壳534进行转动,可以对密封卡接块539进行更换,增加使用寿命,配合超高温加热器15对耐高温保温壳11的内部进行加热,来对导液容器14的内部的硅酸铝进行熔化,配合导热块142对外界的热量进行吸收,导向硅酸铝的内部,从而进行内外同时加热,熔化后的溶液配合滴液孔143滴入到模具的内部去,配合耐高温内置壳111对温度进行隔热,一些逸散的温度在导热空槽112的内部进行聚集,配合聚热筒113和吸热铁片114对热量进行吸收,配合小型抽风机16对抽风孔115的内部进行吸气,将热量通过导风管17导向耐高温保温壳11的内部进行加热,降低热量的逸散,配合耐高温砖116、耐热胶层117和隔热实心水泥砖118对内部的温度进行多重隔温。
55.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1