建筑外墙保温板连续生产制造设备的制作方法
1.本发明涉及建筑机械技术领域,具体为建筑外墙保温板连续生产制造设备。
背景技术:
2.建筑行业逐渐兴起,传统的建筑墙体已经不满足于现代人对建筑行业的需求,尤其是在保温方面上,随着人口老龄化的增加,墙体的保暖效果好坏将直接影响到老年人的身心健康,后来人们采取了在建筑外墙的表面添加保温板,该保温板是由聚合物砂浆、玻璃纤维网格布、阻燃型模塑聚苯乙烯泡沫板或挤塑板等材料复合而成,外墙保温板集功能于一体该保温板具有极强的保温效果,十分满足现代人们对建筑墙体保温效果的需求。
3.一些保温板制造厂家采用传统式的保温板制造设备,一次成型,效率飞快,但是上产出来的保温板质量得不到严格的保障,且在制造过程中,经常会出现坑洼等情况,这样的保温板是无法采用的,传统式的保温板还经常会出现保温板内部出现由于无法及时凝固而导致内部出现大量空腔,使得保温板的韧性以及保温程度都会受到很大影响,且传统设备制造的保温板规格无法进行自由调节,造成了保温板的成型过于单一,而调节过程也会浪费大量时间以及人力。
技术实现要素:
4.本发明的目的在于提供一种具有水质监测功能的智能供水泵房,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:
6.该制造设备包括制作箱体,制作箱体上设置有灌浆筒,制作箱体内设置有制作轨道,制作轨道一侧设置有网格供应箱,制作轨道两侧设置有封边盒,制作轨道与灌浆筒连通,封边盒与灌浆筒连通,制作箱体靠近制作轨道出口一侧设置有剪切组件,剪切组件的工作表面与制作轨道的最低端保持平齐,剪切组件与制作箱体通过调节轨道连接,制作轨道内设置有运输轨道,运输轨道与网格供应箱连通,向灌浆筒内填入砂浆等混合材料内部的搅拌装置将会对其进行搅拌,随后进入到制作轨道内,制作轨道旁的运输轨道将会带出网格供应箱内的玻璃纤维网格,并将其平铺至制作轨道上,制作轨道内将在灌浆筒的作用下注入混合材料,随后成型的保温板将会在剪切组件的操作下进行切割,并根据具体的要求调节调整轨道,控制剪切组件与制作箱体之间的距离,使得不同厚度的保温板具有更好的着落点,避免因为太远造成的薄保温板疲软无法落着在剪切组件上,也避免了太近造成的厚保温板在剪切时造成的支撑点不足容易碎裂的问题。
7.制作轨道包括第一阶梯模具、第二阶梯模具与第三阶梯模具,第一阶梯模具与网格供应箱连通,第一阶梯模具、第二阶梯模具与第三阶梯模具内分别设置有上调节板与下调节板,相邻上调节板与下调节板之间通过限制槽滑动连接,下调节板与上调节板上分别设置有升降齿条,下调节板下端设置有升降液压杆,升降液压杆两端分别抵在制作箱体与下调节板,上调节板上的升降齿条、下调节板上的升降齿条分别与升降齿轮两侧啮合,升降
齿轮与制作箱体旋转连接,上调节板与下调节板之间设置有阻隔板,阻隔板上下两端分别与上调节板与下调节板滑动接触,阻隔板与剪切组件通过连杆滑动连接,第一阶梯模具、第二阶梯模具与第三阶梯模具两侧设置有运输轨道,调节好调节升降液压杆,升降液压杆移动的同时,带动下调节板进行移动,移动的同时带动升降齿条进行移动,下调节板上的升降齿条通过升降齿轮带动上调节板上的升降齿条进行移动,使得上调节板从与下调节板之间可以相互靠近,从而决定保温板的厚度,灌浆筒将内部的砂浆等物质送进第一阶梯模具内,阻隔板将会向剪切组件方向进行移动,移动过程中将会阻挡砂浆等物质随着制作轨道进行随意流动,阻隔板具有伸缩功能,保证了阻隔板时刻与上调节板、下调节板接触,在进行填充过程中,第一阶梯模具的厚度小于第二阶梯模具的厚度,第二阶梯模具的厚度小于第三阶梯模具的厚度,这样的填充方式可以避免由于填充过快而导致的保温板内部无法充分凝固的问题,同时还可以避免由于填充不完全导致的凹陷问题。
8.运输轨道包括运送电机与运送链条,运送电机输出端设置有运送轴,制作箱体远离运送轴一端设置有运送副轴,运送副轴、运送轴与制作箱体旋转连接,运送副轴与运送轴之间通过运送链条连接,运送链条上设置有网格支撑块,运送轴位于第一阶梯模具与网格供应箱之间,运送轴与运送副轴上分别设置有运送齿牙,运送齿牙分别与运送轴、运送副轴滑动连接,运送电机带动运送轴进行旋转,在运送副轴的支撑下,使得运送链条运转起来,运送链条上的网格支撑块将会带动玻璃纤维网格进行移动,运送轴上的运送齿牙将会勾住玻璃纤维网格,使得玻璃纤维网格可以更加稳定的运行,避免出现玻璃纤维网格滑落的问题,也可以使得砂浆的落着点更加稳固,不会出现错位等情况,也可避免出现由于错位带来的空洞问题。
9.网格供应箱包括供应箱体,供应箱体设置在第一阶梯模具远离第二阶梯模具一侧,供应箱体内设置有网格转轴,网格转轴与供应箱体旋转连接,供应箱体出口处设置有监测滚轮,监测滚轮与供应箱体通过弹簧轴旋转连接,监测滚轮内设置有导电支柱,相邻监测滚轮内的导电支柱滑动接触,供应箱体内设置有若干个调整滚轮组,调整滚轮组上的调整滚轮与供应箱体通过支架旋转连接,调整滚轮的形状为楔状滚轮,将玻璃纤维网格安装在网格转轴上,网格转轴进行旋转,在旋转过程中,供应箱体将为制作轨道提供玻璃纤维网格,在玻璃纤维网格在进行的过程中,监测滚轮将会对玻璃纤维网格进行检测,当玻璃纤维网格出现断裂或缺失时,会导致监测滚轮组出现错离的状态,触发支柱将无法形成通路的状态,此时会亮起指示灯或者通过报警装置进行提醒,由操作人员进行修复或者更换。
10.网格转轴内设置有送网电机,送网电机输出端与网格转轴固定连接,送网电机机体部分与供应箱体固定连接,相邻调整滚轮组之间通过齿轮啮合,靠近网格转轴的调整滚轮组通过传动齿轮啮合连接,传动齿轮与供应箱体旋转连接,传动齿轮与供应箱体旋转连接,送网电机的速率可调,根据运输轨道的运转速度,进行调节,使得送网电机的运转速度与运输轨道的运转速度一致,同时在送网电机的旋转下,调整滚轮组也会随之同步旋转,使得玻璃纤维网格可以平稳的运输到制作轨道内。
11.上调节板与下调节板上分别设置有调和组件,调和组件包括调合板,调合板与分别与上调节板与下调节板滑动连接,调合板上设置有超声波发射器,调合板上设置有振动槽,振动槽与震动锤滑动接触,震动锤设置在震动电机输出端上,震动电机设置在上调节板、下调节板内,通过上调节板与下调节板之间的互相运动,为保温板进行定型,经过第一
阶梯模具、第二阶梯模具、第三阶梯模具时,震动电机工作,带动震动锤进行旋转,震动锤将会持续进入到调合板上的震动槽内,产生高频震动,同时一些为未粘连好的砂浆将会进入到调合板与调节板之间形成的空间中,在振动电机的作用下,这些未粘连完全的砂浆会被再次送入到保温板上,同时超声波将会对在保温板上产生轻微高频震动,使得内部的结构之间的间隙缩小,保温板将会更加牢固,并配合阻隔板的作用下,消除掉其中的气泡。
12.封边盒设置在第三阶梯模具两侧,封边盒与灌浆筒连通,封边盒内设置有加热板,加热板分别设置在第三阶梯模具上的上调节板与下调节板上,封边盒上设置有通风孔,通风孔上设置有通风电机,通风电机上设置有通风扇叶,当砂浆流经第三阶梯模具后,将会再次流经封边盒并被排除设备外,此时,加热板将会进行工作,烘干残留的水分,同时通风电机进行工作带走被烘干的水分,只有经过封边盒的的保温板才会被送出设备外,这样的保温板才会更容易剪切。
13.剪切组件包括剪切箱体,剪切箱体设置在调节轨道上,剪切箱体内设置有剪切液压杆,剪切液压杆输出端上设置有剪切刀具,剪切刀具与剪切箱体滑动连接,剪切箱体上设置有运输滚轮,运输滚轮与剪切箱体旋转连接,运输滚轮与控制轴通过多级齿轮组啮合连接,运输滚轮上表面与第三阶梯模具下工作面保持平齐,多级齿轮组与剪切箱体旋转连接,控制轴上设置有触发支柱,触发支柱与控制板滑动接触,控制板与剪切液压杆通过导线连接,当制作箱体中的保温板成型后要对它们进行剪切,保温板首先会进入到剪切箱体上,剪切箱体上设置有挡盖,挡盖的位置可以进行调节,经过剪切箱体的保温板将与运输滚轮接触,并带动运输滚轮进行旋转,且运输滚轮的位置可以进行调节,并配合多级齿轮组与控制轴进行啮合,控制轴在进行旋转时会带动触发支柱进行旋转,触发支柱将会触发控制板,控制板将使得剪切液压杆进行工作,带动剪切刀具进行移动,剪切刀具将会对保温板进行剪切,一个流程对应一个规格的保温板,这样制成的保温板规格将会高度统一。
14.灌浆筒包括混合桶体,混合桶体与第一阶梯模具连通,混合桶体内设置有搅拌电机,搅拌电机上设置有搅拌支架,搅拌支架上设置有膨胀弹簧,混合桶体上方设置有防溅盖,防溅盖与混合桶体通过轴旋转连接,当混合材料进入到混合桶体后,内部的搅拌电机将会进行运转,带非搅拌支架进行旋转,搅拌支架在进行旋转时,会带动膨胀弹簧进行旋转,膨胀弹簧在进行旋转时由于离心力将会产生扩张,而混合筒体内的混合情况将会决定着膨胀弹簧的膨胀程度,同时膨胀弹簧也将促进对混合桶体内的砂浆等物品的混合速率。
15.与现有技术相比,本发明所达到的有益效果是:1.本发明采用了阶梯式的注塑方式来进行制作保温板,使得保温板内部可以更加稳定牢固,且在制作过程中可以随意控制保温板的薄厚问题,在生产过程中,同时在生产过程中可以大幅度减少保温板内气泡的产生,大大的提高了保温板的应力强度。
16.2.本发明采用了共振式的方式对正在加工的保温板进行处理,在增加保温板的平稳性的同时也可以使得砂浆在玻璃纤维网格上得到充分的落着点,使得砂浆与玻璃纤维网格之间具有更加紧密的连接性,同时高频的震动可以去除掉保温板内部的较大间隙,并使得砂浆可以得到更加充分的混合。
17.3.本发明采用了随走式的剪切方式,剪切规格可以更加轻易的控制,且在生产过程中直接剪切,可充分利用保温板的韧性,使得剪切时不会出现断裂的问题或者碎屑乱溅的问题,同时采用随走式的剪切方式可以充分避免在运输过程中的损伤问题,同时这样加
工出来的保温板更加容易运输。
附图说明
18.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
19.图1是本发明的三维结构示意图;
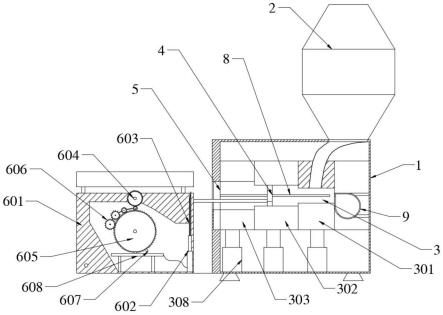
20.图2是本发明的内部结构示意图;
21.图3是本发明的运输轨道结构示意图;
22.图4是本发明的封边盒内部结构示意图;
23.图5是本发明的网格供应箱结构示意图;
24.图6是本发明的调和组件结构示意图;
25.图7是本发明的灌浆筒结构示意图;
26.图8是本发明的上调节板与下调节板配合关系结构示意图;
27.图9是本发明的运送轴结构示意图;
28.图10是本发明的当监测滚轮检测到缺口时监测滚轮的主视与侧视结构示意图;
29.图中:1、制作箱体;2、灌浆筒;201、混合桶体;202、搅拌电机;203、搅拌支架;204、膨胀弹簧;205、防溅盖;3、制作轨道;301、第一阶梯模具;302、第二阶梯模具;303、第三阶梯模具;304、上调节板;305、下调节板;306、升降齿条;307、升降齿轮;308、升降液压杆;4、阻隔板;5、封边盒;501、加热板;502、通风孔;503、通风电机;6、剪切组件;601、剪切箱体;602、剪切液压杆;603、剪切刀具;604、运输滚轮;605、控制轴;606、多级齿轮组;607、触发支柱;608、控制板;7、调节轨道;8、运输轨道;801、运送电机;802、运送链条;803、运送轴;804、运送副轴;805、网格支撑块;9、网格供应箱;901、供应箱体;902、网格转轴;903、监测滚轮;904、导电支柱;905、调整滚轮组;906、调整滚轮;907、送网电机;908、传动齿轮;1001、调合板;1002、超声波发射器;1003、振动槽;1004、震动锤;1005、震动电机。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.请参阅图1-图10,本发明提供技术方案:
32.该制造设备包括制作箱体1,制作箱体1上设置有灌浆筒2,制作箱体1内设置有制作轨道3,制作轨道3一侧设置有网格供应箱9,制作轨道3两侧设置有封边盒5,制作轨道3与灌浆筒2连通,封边盒5与灌浆筒2连通,制作箱体1靠近制作轨道3出口一侧设置有剪切组件6,剪切组件6的工作表面与制作轨道3的最低端保持平齐,剪切组件6与制作箱体1通过调节轨道7连接,制作轨道3内设置有运输轨道8,运输轨道8与网格供应箱9连通,向灌浆筒内填入砂浆等混合材料内部的搅拌装置将会对其进行搅拌,随后进入到制作轨道内,制作轨道旁的运输轨道将会带出网格供应箱内的玻璃纤维网格,并将其平铺至制作轨道上,制作轨道内将在灌浆筒的作用下注入混合材料,随后成型的保温板将会在剪切组件的操作下进行
切割,并根据具体的要求调节调整轨道,控制剪切组件与制作箱体之间的距离,使得不同厚度的保温板具有更好的着落点,避免因为太远造成的薄保温板疲软无法落着在剪切组件上,也避免了太近造成的厚保温板在剪切时造成的支撑点不足容易碎裂的问题。
33.制作轨道3包括第一阶梯模具301、第二阶梯模具302与第三阶梯模具303,第一阶梯模具301与网格供应箱9连通,第一阶梯模具301、第二阶梯模具302与第三阶梯模具303内分别设置有上调节板304与下调节板305,相邻上调节板304与下调节板305之间通过限制槽滑动连接,下调节板304与上调节板305上分别设置有升降齿条306,下调节板305下端设置有升降液压杆308,升降液压杆308两端分别抵在制作箱体1与下调节板305,上调节板304上的升降齿条306、下调节板305上的升降齿条306分别与升降齿轮307两侧啮合,升降齿轮307与制作箱体1旋转连接,上调节板304与下调节板305之间设置有阻隔板4,阻隔板4上下两端分别与上调节板304与下调节板305滑动接触,阻隔板4与剪切组件6通过连杆滑动连接,第一阶梯模具301、第二阶梯模具302与第三阶梯模具303两侧设置有运输轨道8,调节好调节升降液压杆,升降液压杆移动的同时,带动下调节板进行移动,移动的同时带动升降齿条进行移动,下调节板上的升降齿条通过升降齿轮带动上调节板上的升降齿条进行移动,使得上调节板从与下调节板之间可以相互靠近,从而决定保温板的厚度,灌浆筒将内部的砂浆等物质送进第一阶梯模具内,阻隔板将会向剪切组件方向进行移动,移动过程中将会阻挡砂浆等物质随着制作轨道进行随意流动,阻隔板具有伸缩功能,保证了阻隔板时刻与上调节板、下调节板接触,在进行填充过程中,第一阶梯模具的厚度小于第二阶梯模具的厚度,第二阶梯模具的厚度小于第三阶梯模具的厚度,这样的填充方式可以避免由于填充过快而导致的保温板内部无法充分凝固的问题,同时还可以避免由于填充不完全导致的凹陷问题。
34.运输轨道8包括运送电机801与运送链条802,运送电机801输出端设置有运送轴803,制作箱体1远离运送轴803一端设置有运送副轴804,运送副轴804、运送轴803与制作箱体1旋转连接,运送副轴804与运送轴803之间通过运送链条802连接,运送链条802上设置有网格支撑块805,运送轴803位于第一阶梯模具301与网格供应箱9之间,运送轴803与运送副轴804上分别设置有运送齿牙806,运送齿牙806分别与运送轴803、运送副轴804滑动连接,运送电机带动运送轴进行旋转,在运送副轴的支撑下,使得运送链条运转起来,运送链条上的网格支撑块将会带动玻璃纤维网格进行移动,运送轴上的运送齿牙将会勾住玻璃纤维网格,使得玻璃纤维网格可以更加稳定的运行,避免出现玻璃纤维网格滑落的问题,也可以使得砂浆的落着点更加稳固,不会出现错位等情况,也可避免出现由于错位带来的空洞问题。
35.网格供应箱9包括供应箱体901,供应箱体901设置在第一阶梯模具301远离第二阶梯模具302一侧,供应箱体901内设置有网格转轴902,网格转轴902与供应箱体901旋转连接,供应箱体901出口处设置有监测滚轮903,监测滚轮903与供应箱体901通过弹簧轴旋转连接,监测滚轮903内设置有导电支柱904,相邻监测滚轮903内的导电支柱904滑动接触,供应箱体901内设置有若干个调整滚轮组905,调整滚轮组905上的调整滚轮906与供应箱体901通过支架旋转连接,调整滚轮906的形状为楔状滚轮,将玻璃纤维网格安装在网格转轴上,网格转轴进行旋转,在旋转过程中,供应箱体将为制作轨道提供玻璃纤维网格,在玻璃纤维网格在进行的过程中,监测滚轮将会对玻璃纤维网格进行检测,当玻璃纤维网格出现断裂或缺失时,会导致监测滚轮组出现错离的状态,触发支柱将无法形成通路的状态,此时
会亮起指示灯或者通过报警装置进行提醒,由操作人员进行修复或者更换。
36.网格转轴902内设置有送网电机907,送网电机907输出端与网格转轴902固定连接,送网电机907机体部分与供应箱体901固定连接,相邻调整滚轮组905之间通过齿轮啮合,靠近网格转轴902的调整滚轮组905通过传动齿轮908啮合连接,传动齿轮908与供应箱体901旋转连接,传动齿轮908与供应箱体901旋转连接,送网电机的速率可调,根据运输轨道的运转速度,进行调节,使得送网电机的运转速度与运输轨道的运转速度一致,同时在送网电机的旋转下,调整滚轮组也会随之同步旋转,使得玻璃纤维网格可以平稳的运输到制作轨道内。
37.上调节板304与下调节板305上分别设置有调和组件,调和组件包括调合板1001,调合板1001与分别与上调节板304与下调节板305滑动连接,调合板1001上设置有超声波发射器1002,调合板1001上设置有振动槽1003,振动槽1003与震动锤1004滑动接触,震动锤1004设置在震动电机1005输出端上,震动电机1005设置在上调节板304、下调节板305内,通过上调节板与下调节板之间的互相运动,为保温板进行定型,经过第一阶梯模具、第二阶梯模具、第三阶梯模具时,震动电机工作,带动震动锤进行旋转,震动锤将会持续进入到调合板上的震动槽内,产生高频震动,同时一些为未粘连好的砂浆将会进入到调合板与调节板之间形成的空间中,在振动电机的作用下,这些未粘连完全的砂浆会被再次送入到保温板上,同时超声波将会对在保温板上产生轻微高频震动,使得内部的结构之间的间隙缩小,保温板将会更加牢固,并配合阻隔板的作用下,消除掉其中的气泡。
38.封边盒5设置在第三阶梯模具303两侧,封边盒5与灌浆筒2连通,封边盒5内设置有加热板501,加热板501分别设置在第三阶梯模具303上的上调节板304与下调节板305上,封边盒5上设置有通风孔502,通风孔502上设置有通风电机503,通风电机503上设置有通风扇叶,当砂浆流经第三阶梯模具后,将会再次流经封边盒并被排除设备外,此时,加热板将会进行工作,烘干残留的水分,同时通风电机进行工作带走被烘干的水分,只有经过封边盒的的保温板才会被送出设备外,这样的保温板才会更容易剪切。
39.剪切组件6包括剪切箱体601,剪切箱体601设置在调节轨道7上,剪切箱体601内设置有剪切液压杆602,剪切液压杆602输出端上设置有剪切刀具603,剪切刀具603与剪切箱体601滑动连接,剪切箱体601上设置有运输滚轮604,运输滚轮604与剪切箱体601旋转连接,运输滚轮604与控制轴605通过多级齿轮组606啮合连接,运输滚轮604上表面与第三阶梯模具303下工作面保持平齐,多级齿轮组606与剪切箱体601旋转连接,控制轴605上设置有触发支柱607,触发支柱607与控制板608滑动接触,控制板608与剪切液压杆602通过导线连接,当制作箱体中的保温板成型后要对它们进行剪切,保温板首先会进入到剪切箱体上,剪切箱体上设置有挡盖,挡盖的位置可以进行调节,经过剪切箱体的保温板将与运输滚轮接触,并带动运输滚轮进行旋转,且运输滚轮的位置可以进行调节,并配合多级齿轮组与控制轴进行啮合,控制轴在进行旋转时会带动触发支柱进行旋转,触发支柱将会触发控制板,控制板将使得剪切液压杆进行工作,带动剪切刀具进行移动,剪切刀具将会对保温板进行剪切,一个流程对应一个规格的保温板,这样制成的保温板规格将会高度统一。
40.灌浆筒2包括混合桶体201,混合桶体201与第一阶梯模具301连通,混合桶体201内设置有搅拌电机202,搅拌电机202上设置有搅拌支架203,搅拌支架203上设置有膨胀弹簧204,混合桶体201上方设置有防溅盖205,防溅盖205与混合桶体201通过轴旋转连接,当混
合材料进入到混合桶体后,内部的搅拌电机将会进行运转,带非搅拌支架进行旋转,搅拌支架在进行旋转时,会带动膨胀弹簧进行旋转,膨胀弹簧在进行旋转时由于离心力将会产生扩张,而混合筒体内的混合情况将会决定着膨胀弹簧的膨胀程度,同时膨胀弹簧也将促进对混合桶体内的砂浆等物品的混合速率。
41.本发明的工作原理:灌浆筒2内填入砂浆等混合材料内部的搅拌装置将会对其进行搅拌,随后进入到制作轨道3内,制作轨道3旁的运输轨道8将会带出网格供应箱9内的玻璃纤维网格,调节好调节升降液压杆308,升降液压杆308移动的同时,带动下调节板305进行移动,移动的同时带动升降齿条306进行移动,下调节板305上的升降齿条306通过升降齿轮307带动上调节板304上的升降齿条306进行移动,使得上调节板304从与下调节板305之间可以相互靠近,从而决定保温板的厚度,灌浆筒2将内部的砂浆等物质送进第一阶梯模具301内,阻隔板4将会向剪切组件6方向进行移动,移动过程中将会阻挡砂浆等物质随着制作轨道3进行随意流动,阻隔板4具有伸缩功能,保证了阻隔板4时刻与上调节板304、下调节板305接触,在进行填充过程中,第一阶梯模具301的厚度小于第二阶梯模具302的厚度,第二阶梯模具302的厚度小于第三阶梯模具303的厚度,保温板首先会进入到剪切箱体601上,剪切箱体601上设置有挡盖,挡盖的位置可以进行调节,经过剪切箱体601的保温板将与运输滚轮604接触,并带动运输滚轮604进行旋转,且运输滚轮604的位置可以进行调节,并配合多级齿轮组606与控制轴605进行啮合,控制轴605在进行旋转时会带动触发支柱607进行旋转,触发支柱607将会触发控制板608,控制板将608使得剪切液压杆602进行工作,带动剪切刀具603进行移动,剪切刀具603将会对保温板进行剪切,一个流程对应一个规格的保温板。
42.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
43.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1