一种铸造用整体陶瓷浇注过滤系统及制备方法与应用
1.本发明属于铸造技术领域,更具体地,涉及一种铸造用整体陶瓷浇注过滤系统及制备方法与应用。
背景技术:
2.随着军工、航空航天、汽车、医疗等领域对高端精密铸件制品纯度、性能要求的不断提高,在精密铸造中减少氧化夹渣等缺陷的形成显得极为重要。采用泡沫陶瓷过滤器可大幅降低金属浇注过程中的氧化物等夹杂,提高铸件性能。
3.专利文献cn105837241a公开了一种铸钢及高温合金用泡沫陶瓷过滤器及其制备方法,将陶瓷材料、助烧剂、粘结剂混合后,经泡沫裁切、挂浆、干燥、烧成,即得到泡沫陶瓷过滤器。制备工艺过程复杂、耗时长,在烧结过程中,大量有机物烧失对环境也会产生一定的污染。
4.专利文献cn109400202 a公开了一种泡沫陶瓷过滤器及其制备方法,以三氧化二铝、草木灰等为原料制备陶瓷浆料;聚苯乙烯、3-甲基苯乙炔为原料制备共轭微孔聚合物,再与聚丙烯等原料进行挤压发泡得到泡沫载体;对泡沫载体进行预处理后加入陶瓷浆料,经超声、挤压、制坯、干燥、烧结、冷却后得到泡沫陶瓷过滤器。制备工艺复杂,需要额外引入泡沫载体,浪费材料、污染环境。
5.上述方法虽然能制备出满足使用要求的陶瓷泡沫过滤器,但基于有机泡沫浸渍法制备的过滤器孔径及分布难以精确控制,且工艺复杂、耗时长、对环境有一定污染。另外,目前主要通过控制浇道尺寸或在浇道两侧设计台阶、卡槽以固定过滤器,这种固定方式一方面增加了浇注系统的设计难度,延长其制作周期;另一方面,若配合固定不牢,存在漏气风险,从而导致铸件性能下降。因此,需要找到一种生产效率高、制备工艺简单的铸造用整体陶瓷浇注过滤系统的制备方法。
技术实现要素:
6.针对现有技术的以上缺陷或改进需求,本发明提供了一种铸造用整体陶瓷浇注过滤系统的制备方法,基于增材制造成形方法制备含过滤器的浇道坯体,坯体经干燥、脱脂、烧结及后处理,实现整体陶瓷浇注过滤系统零件的制备,改变现有浇道和陶瓷过滤器分开制备的生产模式,并且获得的整体陶瓷浇注过滤系统零件可以满足不同种类金属(镁合金、铝合金、铸铁、铸钢)的浇注需要。
7.根据本发明第一方面,提供了一种铸造用整体陶瓷浇注过滤系统的制备方法,包括以下步骤:
8.s1:设计整体陶瓷浇注过滤系统的结构,该整体陶瓷浇注过滤系统包括浇口杯、直浇道、直浇道过滤器、横浇道、横浇道过滤器和内浇道;
9.所述浇口杯位于整体陶瓷浇注过滤系统上部,所述直浇道与浇口杯连接;所述直浇道过滤器位于直浇道内部,所述直浇道过滤器用于初次过滤金属液;所述横浇道与直浇
道连接,所述横浇道过滤器位于横浇道内部,所述横浇道过滤器用于再次过滤金属液;所述内浇道与横浇道连接,所述内浇道用于与待浇注的型腔连接;
10.s2:确定多头分层挤出成形工艺的各个挤出头直径、层高、填充率、填充角度和填充模式,获得整体陶瓷浇注过滤系统的浇口杯、直浇道、横浇道、内浇道、过滤器和支撑结构的加工指令,所述支撑结构用于保护整体浇注过滤系统在打印过程中不发生坍塌变形;制备所述整体陶瓷浇注过滤系统的浇口杯、直浇道、横浇道、内浇道、过滤器和支撑结构的浆料;
11.s3:由不同挤出头分别挤出成形整体陶瓷浇注过滤系统的浇口杯、直浇道、横浇道、内浇道、过滤器和支撑结构的坯体,对该坯体进行干燥、脱脂、烧结以及支撑结构清除,即得到铸造用整体陶瓷浇注过滤系统。
12.优选地,步骤s2中,浇口杯、直浇道、横浇道和内浇道部分的成形参数包括:针头直径为0.2~1mm,打印层高为对应针头直径的60~80%,填充模式为矩形,填充率为60%~90%,填充角度-90
°
~90
°
;直浇道过滤器及横浇道过滤器的成形参数包括:针头直径为0.2~1mm,打印层高为对应针头直径的60~80%,填充模式为矩形、蜂窝、圆形、三角形或波浪形,填充率为15~40%,填充角度为-180
°
~180
°
;支撑结构的成形参数包括:针头直径为0.2~1mm,打印层高为对应针头直径的60~80%,填充模式为矩形,填充率为20%~50%,填充角度为-180
°
~180
°
。
13.优选地,步骤s2中,浇口杯、直浇道、横浇道和内浇道部分的浆料中的基体材料为:氧化铝、氧化钇稳定氧化锆、氧化钇、氧化锆或碳化硅;过滤器的浆料中的基体材料为:氧化铝、氧化钇稳定氧化锆、氧化钇、氧化锆或碳化硅;支撑结构的浆料中的基体材料为:淀粉、石墨、碳酸钙、硫酸镁、硫酸钠或氯化钠。
14.优选地,所述浇口杯为圆台结构。
15.根据本发明另一方面,提供了任一所述方法制备得到的铸造用整体陶瓷浇注过滤系统。
16.根据本发明另一方面,提供了所述的铸造用整体陶瓷浇注过滤系统用于金属液的浇注。
17.优选地,所述金属液为铝合金、镁合金、铸钢或铸铁。
18.总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
19.(1)本发明通过增材制造成形方法,突破现有浇道的设计极限,可以成形任意复杂并带有过滤功能的浇注系统,充分发挥了增材制造的优势,工艺过程简单,便于自动化管理、可操作性强。
20.(2)本发明的铸造用整体陶瓷浇注过滤系统的制备方法,可以直接制备包含过滤器的浇注系统,有效减少铸造过程产生的气孔、夹杂、氧化物等缺陷。
21.(3)本发明的铸造用整体陶瓷浇注过滤系统可根据浇注需要,制备不同材料、孔隙度、形状的过滤器,以满足不同金属液的浇注。
附图说明
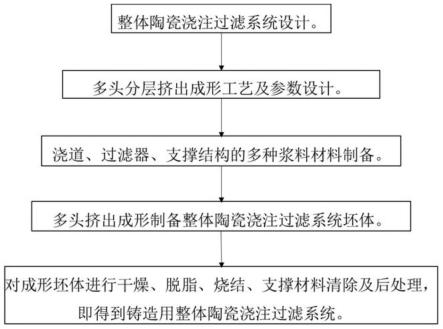
22.图1为本发明实施例涉及的一种铸造用整体陶瓷浇注过滤系统的制备方法的流程
图。
23.图2、图3分别为本发明实施例涉及的铸造用整体陶瓷浇注过滤系统零件的两种设计示意图,其中图2为单侧横浇道设计示意图,图3为两侧横浇道设计示意图。
24.在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:1-浇口杯、2-直浇道过滤器、3-直浇道、4-横浇道、5-横浇道过滤器和6-内浇道。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
26.本发明一种铸造用整体陶瓷浇注过滤系统的制备方法,该方法包括下列步骤:
27.(1)整体陶瓷浇注过滤系统设计,包括浇道(浇口杯、直浇道、横浇道和内浇道)、过滤器、支撑结构的设计;
28.(2)多头分层挤出成形工艺及参数设计,包括挤出头直径、层高、填充率、填充角度、填充模式,获得浇道、过滤器、支撑结构的加工指令;
29.(3)制备整体陶瓷浇注过滤系统中浇道、过滤器、支撑结构所需均匀分散的浆料,浆料各组分的体积分数如下:骨料45~60vol.%,粘结剂39~49vol.%,分散剂0.3~0.5vol.%,消泡剂0~0.2vol.%,保湿剂0.1~1.0vol.%;
30.(4)多头挤出成形制备铸造金属用整体陶瓷浇注过滤系统坯体;
31.(5)对成形坯体进行干燥、脱脂、烧结及支撑材料清除,即得到铸造用整体陶瓷浇注过滤系统。
32.一些实施例中,所述的整体陶瓷浇注过滤系统坯体成形过程中,由三个不同挤出头协同挤出成形浇道、过滤器、支撑坯体结构。可利用公开号为cn 111940683 a的专利中多头挤出成型的装置进行多头挤出成型。
33.一些实施例中,所述的步骤(2)中,所述浇道的成形参数包括针头直径为0.2~1mm,打印层高为对应针头直径的60~80%,填充模式可为矩形,填充率为60%~90%,填充角度-90
°
~90
°
;过滤器的成形参数包括针头直径为0.2~1mm,打印层高为对应针头直径的60~80%,填充模式可为矩形、蜂窝、圆形、三角形、波浪形,填充率为15~40%,填充角度为-180
°
~180
°
;支撑的成形参数包括针头直径为0.2~1mm,打印层高为对应针头直径的60~80%,填充模式可为矩形,填充率为20%~50%,填充角度为-180
°
~180
°
。
34.一些实施例中,所述的步骤(3)中,所述浇道部分的浆料中的基体材料为:45~60vol.%的氧化铝、氧化钇稳定氧化锆、氧化钇、氧化锆或碳化硅;过滤器的浆料中的基体材料为:48~62vol.%的氧化铝、氧化钇稳定氧化锆、氧化钇、氧化锆或碳化硅;支撑结构的浆料中的基体材料为:40~55vol.%淀粉、石墨、碳酸钙、硫酸镁、硫酸钠或氯化钠。
35.一些实施例中,所述的步骤(3)中,所述浇道部分的粘结剂为聚乙烯吡咯烷酮的水溶液或聚乙烯醇水溶液,分散剂为冰醋酸或聚丙烯酸胺,消泡剂为1-辛醇,保湿润滑剂为丙三醇;所述过滤器部分的粘结剂为甲基纤维素水溶液或聚乙烯醇水溶液,分散剂为聚丙烯酸胺或冰醋酸,消泡剂为1-辛醇,保湿润滑剂为聚乙二醇或丙三醇;所述支撑部分的粘结剂
为聚乙烯吡咯烷酮的乙醇溶液或甲基纤维素水溶液,分散剂为聚丙烯酸胺或氨水,消泡剂为有机硅消泡剂,保湿润滑剂为聚乙二醇或丙三醇。
36.本发明实施例提供的图2、图3分别为铸造用整体陶瓷浇注过滤系统零件示意图,其中图2为单侧横浇道设计,图3为两侧横浇道设计。如图2所示,作为本发明的一个优选设计,铸造用整体陶瓷浇注过滤系统由浇口杯1、直浇道过滤器2、直浇道3、横浇道4、横浇道过滤器5(共2个过滤器)组成;如图3所示,作为本发明的一个优选设计,整体陶瓷浇注过滤系统由浇口杯1、直浇道过滤器2、直浇道3、横浇道4、横浇道过滤器5、内浇道6(共3个过滤器,一个直浇道过滤器2和两个横浇道过滤器5)组成。
37.作为进一步优选的,所述的整体陶瓷浇注过滤系统分为三部分浇道(浇口杯、直浇道、横浇道和内浇道)、过滤器、支撑结构,分别由三个不同的挤出头成形。
38.实施例1
39.(1)整体陶瓷浇注过滤系统设计,过滤器数量为2个,放置于直浇道内及横浇道处;
40.(2)对整体陶瓷浇注过滤系统模型进行分层切片,成形浇道时,针头直径为1mm,打印层高0.8mm,填充模式为矩形,填充率为90%,填充角度为-90
°
~90
°
;成形过滤器时,针头直径为1mm,打印层高为0.8mm,填充模式为矩形,填充率为20%,填充角度为-180
°
/-90
°
;成形支撑结构时,针头直径为1mm,打印层高为0.8mm,填充模式为矩形,填充率为20%,填充角度为-180
°
/-90
°
;
41.(3)制备整体陶瓷浇注过滤系统中浇道、过滤器、支撑所需均匀分散的浆料,其中浇道的浆料组成为氧化铝粉末60vol.%,聚乙烯醇的水溶液39vol.%,冰醋酸0.5vol.%,1-辛醇0.2vol.%,丙三醇0.3vol.%;过滤器的浆料组成为氧化铝粉末60vol.%,聚乙烯醇的水溶液39vol.%,冰醋酸0.5vol.%,1-辛醇0.2vol.%,丙三醇0.3vol.%;支撑的浆料组成为淀粉骨料55vol.%,pvp的乙醇溶液44vol.%,分散剂0.3vol.%,1-辛醇0.1vol.%,聚乙二醇0.6vol.%;
42.(4)按照设定路径,采用多头挤出成形装置制备铸造金属用整体陶瓷浇注过滤系统坯体;
43.(5)对成形的坯体进行干燥、脱脂、烧结,支撑结构在陶瓷烧结过程中去除,即得到可用于金属浇注的整体陶瓷浇注过滤系统。
44.实施例2
45.(1)整体陶瓷浇注过滤系统设计,过滤器数量为3个,分别放置于直浇道内、横浇道两侧;
46.(2)对整体陶瓷浇注过滤系统模型进行分层切片,成形浇道时,针头直径为0.2mm,打印层高为0.12mm,填充模式为矩形,填充率为90%,填充角度为-90
°
/0
°
;成形过滤器时,针头直径为0.2mm,打印层高为0.12mm,填充模式为圆形,填充率为15%,填充角度为180
°
/90
°
;成形支撑时,针头直径为0.2mm,打印层高为0.12mm,填充模式为矩形,填充率为50%,填充角度为180
°
/90
°
;
47.(3)制备整体陶瓷浇注过滤系统中浇道、过滤器、支撑所需均匀分散的浆料,其中浇道的浆料组成为氧化钇稳定氧化锆粉末55vol.%,甲基纤维素水溶液44vol.%,冰醋酸0.5vol.%,1-辛醇0.2vol.%,聚乙二醇0.3vol.%;过滤器的浆料组成为氧化铝粉末60vol.%,聚乙烯醇的水溶液39vol.%,冰醋酸0.5vol.%,1-辛醇0.2vol.%,丙三醇
0.3vol.%;支撑的浆料组成为石墨55vol.%,pvp的乙醇溶液44vol.%,1-辛醇0.2vol.%,聚乙二醇0.8vol.%;
48.(4)按照设定路径,采用多头挤出成形装置制备铸造金属用整体陶瓷浇注过滤系统坯体;
49.(5)对成形的坯体进行干燥、脱脂、烧结,支撑结构在陶瓷烧结过程中去除,即得到可用于金属浇注的整体陶瓷浇注过滤系统。
50.实施例3
51.(1)整体陶瓷浇注过滤系统设计,过滤器数量为3,分别放置于直浇道内、横浇道两侧;
52.(2)对整体陶瓷浇注过滤系统模型进行分层切片,成形浇道时,针头直径为0.4mm,打印层高为0.28mm,填充模式为矩形,填充率为90%,填充角度为-45
°
/45
°
;成形过滤器时,针头直径为0.4mm,打印层高为0.28mm,填充模式为蜂窝形,填充率为20%,填充角度为0
°
/60
°
;成形支撑时,针头直径为0.4mm,打印层高为0.28mm,填充模式为矩形,填充率为20%,填充角度为0
°
/90
°
;
53.(3)制备整体陶瓷浇注过滤系统中浇道、过滤器、支撑所需均匀分散的浆料,其中浇道的浆料组成为氧化钇粉末45vol.%,甲基纤维素水溶液54vol.%,氨水0.7vol.%,1-辛醇0.1vol.%,聚乙二醇0.2vol.%;过滤器的浆料组成为氧化铝粉末45vol.%,聚乙烯吡咯烷酮的水溶液39vol.%,氨水0.7vol.%,1-辛醇0.1vol.%,丙三醇0.2vol.%;支撑的浆料组成为碳酸钙骨料57vol.%,pvp的乙醇溶液42vol.%,有机硅消泡剂0.4vol.%,1-辛醇0.1vol.%,聚乙二醇0.5vol.%;
54.(4)按照设定路径,采用多头挤出成形装置制备铸造金属用整体陶瓷浇注过滤系统坯体;
55.(5)对成形的坯体进行干燥、脱脂、烧结,支撑结构在热水中浸泡去除,即得到可用于金属浇注的整体陶瓷浇注过滤系统。
56.实施例4
57.(1)整体陶瓷浇注过滤系统设计,过滤器数量为2,放置于直浇道内及横浇道处;
58.(2)对整体陶瓷浇注过滤系统模型进行分层切片,成形浇道时,针头直径为0.5mm,打印层高为0.35mm,填充模式为矩形,填充率为80%,填充角度为-45
°
/45
°
;成形过滤器时,针头直径为0.5mm,打印层高为0.35mm,填充模式为三角形,填充率为25%,填充角度为-45
°
/45
°
;成形支撑时,针头直径为0.5mm,打印层高为0.35mm,填充模式为矩形,填充率为25%,填充角度为-45
°
/45
°
;
59.(3)制备整体陶瓷浇注过滤系统中浇道、过滤器、支撑所需均匀分散的浆料,其中浇道的浆料组成为氧化锆粉末58vol.%,甲基纤维素水溶液41vol.%,聚丙烯酸铵0.8vol.%,聚乙二醇0.2vol.%;过滤器的浆料组成为氧化铝粉末45vol.%,聚乙烯吡咯烷酮的水溶液39vol.%,氨水0.7vol.%,1-辛醇0.1vol.%,丙三醇0.2vol.%;支撑的浆料组成为硫酸钠与氯化钠复盐50vol.%,pvp的乙醇溶液49vol.%,1-辛醇0.2vol.%,聚乙二醇0.8vol.%;
60.(4)按照设定路径,采用多头挤出成形装置制备铸造金属用整体陶瓷浇注过滤系统坯体;
61.(5)对成形的坯体进行干燥、脱脂、烧结,支撑结构在水中浸泡去除,即得到可用于金属浇注的整体陶瓷浇注过滤系统。
62.实施例5
63.(1)整体陶瓷浇注过滤系统设计,过滤器数量为3,分别放置于直浇道内、横浇道两侧;
64.(2)对整体陶瓷浇注过滤系统模型进行分层切片,成形浇道时,针头直径为0.6mm,打印层高为0.48mm,填充模式为矩形,填充率为85%,填充角度为0
°
/90
°
;成形过滤器时,针头直径为0.6mm,打印层高为0.48mm,填充模式为锯齿形,填充率为30%,填充角度为0
°
/90
°
;成形支撑时,针头直径为0.6mm,打印层高为0.48mm,填充模式为矩形,填充率为30%,填充角度为0
°
/90
°
;
65.(3)制备整体陶瓷浇注过滤系统中浇道、过滤器、支撑所需均匀分散的浆料,其中浇道的浆料组成为碳化硅粉末58vol.%,聚乙烯吡咯烷酮的水溶液41vol.%,,1-辛醇0.2vol.%,聚丙烯酸铵0.5vol.%,聚乙二醇0.3vol.%;过滤器的浆料组成为碳化硅粉末58vol.%,聚乙烯吡咯烷酮的水溶液41vol.%,,1-辛醇0.2vol.%,聚丙烯酸铵0.5vol.%,聚乙二醇0.3vol.%;支撑的浆料组成为硫酸镁骨料52vol.%,pvp的乙醇溶液47vol.%,1-辛醇0.3vol.%,聚乙二醇0.7vol.%;
66.(4)按照设定路径,采用多头挤出成形装置制备铸造金属用整体陶瓷浇注过滤系统坯体;
67.(5)对成形的坯体进行干燥、脱脂、烧结,支撑结构在弱酸中浸泡去除,即得到可用于金属浇注的整体陶瓷浇注过滤系统。
68.实施例6
69.(1)整体陶瓷浇注过滤系统设计,过滤器数量为2,放置于直浇道内及横浇道处;
70.(2)对整体陶瓷浇注过滤系统模型进行分层切片,成形浇道时,针头直径为0.4mm,打印层高为0.3mm,填充模式可为矩形,填充率为90%,填充角度为-45
°
/45
°
;成形过滤器时,针头直径为0.4mm,打印层高为0.3mm,填充模式为矩形,填充率为30%,填充角度为0
°
/90
°
;成形支撑时,针头直径为0.4mm,打印层高为0.28mm,填充模式为矩形,填充率为40%,填充角度为0
°
/90
°
;
71.(3)制备整体陶瓷浇注过滤系统中浇道、过滤器、支撑所需均匀分散的浆料,其中浇道的浆料组成为氧化铝粉末59vol.%,聚乙烯吡咯烷酮的水溶液40vol.%,1-辛醇0.2vol.%,冰醋酸0.6vol.%,聚乙二醇0.2vol.%;过滤器的浆料组成为氧化铝粉末59vol.%,聚乙烯吡咯烷酮的水溶液40vol.%,1-辛醇0.2vol.%,冰醋酸0.6vol.%,聚乙二醇0.2vol.%;支撑的浆料组成为碳酸钙52vol.%,pvp的乙醇溶液47vol.%,1-辛醇0.3vol.%,聚乙二醇0.7vol.%;
72.(4)按照设定路径,采用多头挤出成形装置制备铸造金属用整体陶瓷浇注过滤系统坯体;
73.(5)对成形的坯体进行干燥、脱脂、烧结,支撑结构在热水中浸泡去除,即得到可用于金属浇注的整体陶瓷浇注过滤系统。
74.实施例7
75.(1)整体陶瓷浇注过滤系统设计,过滤器数量为三个,分别放置于直浇道内、横浇
道两侧;
76.(2)对整体陶瓷浇注过滤系统模型进行分层切片,成形浇道时,针头直径为0.34mm,打印层高为0.25mm,填充模式为矩形,填充率为85%,填充角度为-45
°
/45
°
;成形过滤器时,针头直径为0.4mm,打印层高为0.28mm,填充模式为蜂窝形,填充率为20%,填充角度为0
°
/120
°
;成形支撑时,针头直径为0.5mm,打印层高为0.35mm,填充模式为矩形,填充率为25%,填充角度为-45
°
/45
°
;
77.(3)制备整体陶瓷浇注过滤系统中浇道、过滤器、支撑所需均匀分散的浆料,其中浇道的浆料组成为氧化铝粉末59vol.%,聚乙烯吡咯烷酮的水溶液40vol.%,1-辛醇0.2vol.%,冰醋酸0.6vol.%,聚乙二醇0.2vol.%;过滤器的浆料组成为氧化铝粉末59vol.%,聚乙烯吡咯烷酮的水溶液40vol.%,1-辛醇0.2vol.%,冰醋酸0.6vol.%,聚乙二醇0.2vol.%;支撑结构的浆料组成为硫酸钠与氯化钠复盐50vol.%,pvp的乙醇溶液49vol.%,1-辛醇0.2vol.%,聚乙二醇0.8vol.%;
78.(4)按照设定路径,采用多头挤出成形装置制备铸造金属用整体陶瓷浇注过滤系统坯体;
79.(5)对成形的坯体进行干燥、脱脂、烧结,支撑结构在水中浸泡去除,即得到可用于金属浇注的整体陶瓷浇注过滤系统。
80.(6)将制备的整体浇注系统进行铝合金浇注试验,获得质量较好的铝合金铸件。
81.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1