盾构管片的制造方法及盾构管道的制造方法与流程
1.本技术涉及隧道工程的领域,尤其是涉及一种盾构管片的制造方法及一种盾构管道的制造方法。
背景技术:
2.盾构管片是盾构施工的主要装配构件,是隧道的最内层屏障,承担着抵抗土层压力、地下水压力以及一些特殊荷载的作用。盾构管片是盾构法隧道的永久衬砌结构,盾构管片质量直接关系到隧道的整体质量和安全,影响隧道的防水性能及耐久性能。
3.随着盾构法的大规模应用,盾构隧道已由浅埋工况向深埋工况发展,传统的盾构管片体量大、承载能力低、耗材量高、安装及运输过程中易损坏,不能很好地适应隧道快速增长及埋深增大的趋势,与目前实施的绿色施工理念不符。亟需一种材料利用率高、承载力性能好的新型管片结构来替代传统管片结构。
4.申请内容
5.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术的一个目的在于提供一种盾构管片的制造方法,采用本技术的盾构管片的制造方法,盾构管片的承载力不仅得到了提高,同时盾构管片的厚度也减小,从而提高了材料利用率,降低了生产成本,减少施工过程中隧道的开挖量。
6.本技术的另一个目的在于提供一种盾构管道的制造方法。
7.根据本技术实施例的一种盾构管片的制造方法,至少包括如下步骤:
8.s1:预制弧形的管片外壳体、螺旋筋条和环形筋条;
9.s2:将螺旋筋条和环形筋条放置在所述管片外壳体的内部,且所述螺旋筋条和环形筋条沿所述管片外壳体的周向延伸;
10.s3:向所述管片外壳体内浇注混凝土以将所述螺旋筋条和环形筋条的至少部分包覆。
11.根据本技术的盾构管片的制造方法,通过将螺旋筋条埋设于管片外壳体内的混凝土中,螺旋筋条约束管片外壳体内的混凝土,使得盾构管片的内部强度在多个方向上都得到了提升,进而提高了盾构管片的承载力,也因此在设计盾构管片时,满足承载力要求的前提下,可相应减小管片的厚度,达到减少材料用量,提高材料利用率,降低生产成本的效果;另外通过减小盾构管片厚度,还能够减少施工过程中隧道的开挖量,提高了施工效率。
12.根据本技术一个实施例的盾构管片的制造方法,所述管片外壳体包括:外壳体本体以及设置在所述外壳体本体内的隔板,所述隔板适于将所述外壳体本体内的空间分隔为多个子腔室。
13.在管片外壳体内设置隔板,隔板对整个管片外壳体起到支撑作用,增强管片外壳体的刚度,降低管片外壳体在混凝土碎掉之前发生屈曲的可能性。
14.进一步地,根据本技术进一步的示例,所述步骤s2包括:将所述螺旋筋条放置在多个所述子腔室中的至少部分内。
15.通过上述技术方案,管片外壳体和螺旋筋条为核心混凝土提供复合约束,提高盾构管片的承载力,设计盾构管片时根据设计承载力的需求,至少部分子腔室内部有螺旋筋条,降低了盾构管片的生产成本。
16.进一步地,根据本技术进一步的示例,所述子腔室的横截面构造为矩形。
17.通过上述技术方案,进一步提高了管片外壳体对夹层混凝土的约束效果。
18.进一步地,根据本技术进一步的示例,流入所述螺旋筋条内部的混凝土构造为核心混凝土,流入到所述螺旋筋条与所述管片外壳体之间的混凝土构造为夹层混凝土。
19.螺旋筋条为核心混凝土提供较强的约束作用;管片外壳体和螺旋筋条为内部核心混凝土提供复合约束,同时管片外壳体也为夹层混凝土提供约束,从而提高了盾构管片的承载力。
20.进一步地,根据本技术进一步的示例,盾构管片的制造方法,还包括:步骤s4:养护所述核心混凝土和所述夹层混凝土,且在所述核心混凝土和所述夹层混凝土达到所需强度后,管片预制组件。
21.进一步地,根据本技术进一步的示例,对所述核心混凝土和所述夹层混凝土在所述管片外壳体周向上的两端进行凿毛处理。
22.通过对核心混凝土和夹层混凝土在管片外壳体周向上的两端进行凿毛处理,便于后续拼装盾构管片时,周向上相邻的盾构管片的混凝土通过混凝土后浇带连接。
23.根据本技术一个实施例的盾构管片的制造方法,其特征在于,将环形筋条放置在所述管片外壳体的内部,所述环形筋条沿所述管片外壳体的周向延伸且邻近所述螺旋筋条。
24.通过上述技术方案,环形筋条埋设于混凝土内为盾构管片提供环向承载力,提高了盾构管片的承载力。
25.进一步地,所述环形筋条为多个且多个所述环形筋条设置在所述螺旋筋条的内侧或外侧。
26.进一步地,所述螺旋筋条包括:多个依次相邻的螺旋部;在所述螺旋筋条放置在所述管片外壳体的内部之前,将环形筋条与所述螺旋筋条固定连接以调整多个所述螺旋部在所述螺旋筋条延伸方向上的长度。
27.通过上述技术方案,将环形筋条与螺旋筋条固定连接一方面可以控制各螺旋部的延伸长度,另一方面便于工作人员通过环形筋条在浇筑混凝土之前定位螺旋筋条。
28.进一步地,多个所述螺旋部在所述螺旋筋条延伸方向上的长度相同。
29.通过上述技术方案,各螺旋部在所述螺旋筋条延伸方向上的长度相同,从而使螺旋筋条可以均匀约束核心混凝土,提高盾构管片的承载力。
30.本技术实施例还提供了一种盾构管道的制造方法,包括:将管片预制组件运至施工现场,由盾构机对管片预制组件进行拼装,所述管片预制组件为本技术提供的盾构管片制作方法所制造的盾构管片。
31.根据本技术一个实施例的盾构管道的制造方法,其特征在于,所述管片外壳体包括:外壳体本体以及设置在所述外壳体本体内的隔板,所述隔板适于将所述外壳体本体内的空间分隔为多个子腔室;
32.将所述子腔室在所述管片外壳体的周向上的两端预留出未浇筑混凝土的空缺部,
将周向上相邻的两个所述管片外壳体通过紧固件固定,并在相邻的两个所述空缺部内再次浇注混凝土。
33.通过上述技术方案,将周向上相邻的盾构管片的混凝土通过后浇注的混凝土连接,提高了周向上相邻的盾构管片的连接强度,从而提高了盾构管道的承载力。
34.进一步地,将轴向上相邻的两个所述管片外壳体通过紧固件固定。
35.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
36.本技术的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
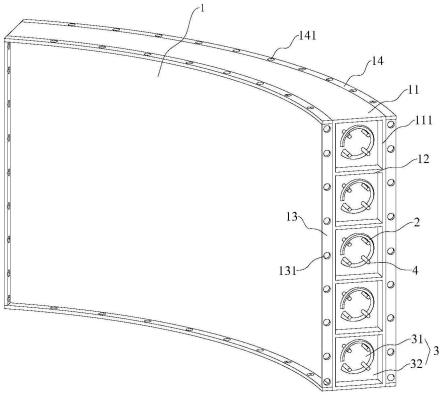
37.图1是本技术实施例提供的一种盾构管片的结构示意图。
38.图2是本技术实施例提供的管片外壳体的结构示意图。
39.图3是本技术实施例提供的一种螺旋筋条和环形筋条的结构示意图。
40.图4是本技术实施例的盾构管片的剖视图。
41.图5是本技术实施例提供的一种盾构管道的结构示意图。
42.图6是本技术实施例提供的一种盾构管片制造方法的流程示意图。
43.图7是本技术实施例提供的一种盾构管道制造方法的流程示意图。
44.附图标记说明:1、管片外壳体;11、外壳体本体;111、空缺部;12、隔板;13、第一端片;131、第一通孔;14、第二端片;141、第二通孔;2、螺旋筋条;21、螺旋部;3、混凝土;31、核心混凝土;32、夹层混凝土;4、环形筋条。
具体实施方式
45.下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
46.本技术实施例提供了一种盾构管片,盾构管片用于在隧道中拼装盾构管道以成为隧道的最内层屏障,起到抵抗土层压力、地下水压力以及一些特殊荷载的作用。
47.参照图1、图2和图3,本技术的盾构管片包含管片外壳体1、螺旋筋条2以及混凝土3。其中管片外壳体1作为盾构管片最外侧的保护层,同时还作为容纳螺旋筋条2和混凝土3的容器;混凝土3浇筑于管片外壳体1的内部作为盾构管片的主体构造,一般在将螺旋筋条2置于管片外壳体1内部后进行浇注混凝土3,从而在浇注完毕后使得混凝土3和螺旋筋条2固结在一起;管片外壳体1构造为弧形,螺旋筋条2为设置于管片外壳体1的内部且沿管片外壳体1的周向延伸的螺旋状结构。
48.螺旋筋条2至少部分埋设于混凝土3内,例如,螺旋筋条2在管片外壳体1的周向上的两端可以伸出混凝土3。螺旋筋条2作为盾构管片的加强筋为混凝土3提供约束,使得盾构管片的内部强度在多个方向上都得到了提升,进而提高了盾构管片的承载力。
49.根据本技术实施例的盾构管片,通过在管片外壳体1内部设置有螺旋筋条2,使得本技术的管片外壳体1内部的加强筋条区别于现有的加强筋条(例如,直线型或者横纵交错
型),承载能力更强,因此可以使用较少的螺旋筋条2即可以达到同等的承载力,提高了材料利用率,大大降低了加强筋条的使用成本;另外由于采用了螺旋筋条2,盾构管片的承载性能更佳,减小了盾构管片的厚度,减少了隧道开挖量,降低了生产成本。
50.首先需要说明的是,本技术实施例中的管片外壳体1的周向和轴向指的是“弧形的管片外壳体1所在的圆柱形的周向和轴向”。
51.参照图2,根据本技术实施例的管片外壳体1,包括外壳体本体11,外壳体本体11可以构造为钢制件,外壳体本体11为管口呈矩形、管身呈圆弧状的、具有一定厚度的弧形板结构。多个外壳体本体11可在管片外壳体1的周向上首尾拼接以形成一个圆环,需要说明的是此处的“多个”可以为五个、六个、七个等个数,根据实际工况进行设计。
52.也就是说,外壳体本体11为管片外壳体1的外轮廓件,外壳体本体11的周向和管片外壳体1的周向相同,外壳体本体11的轴向和管片外壳体1的轴向相同。
53.外壳体本体11内可以设置有若干个隔板12,该隔板12的个数可以根据需要进行设置,如设置三个、四个、五个等个数。每个隔板12的板面均可以垂直于外壳体本体11的轴线方向,若干个隔板12沿外壳体本体11的轴向间隔开,从而将管片外壳体1的内部空间分隔成多个子腔室,且每个子腔室均沿外壳体本体11的周向延伸。通过在外壳体本体11内设置隔板12,一方面通过隔板12支撑外壳体本体11,增强管片外壳体1的刚度,降低外壳体本体11在混凝土3碎掉之前发生屈曲的可能性;另一方面通过隔板12将管片外壳体1的内部空间分隔成多个子腔室便于放置螺旋筋条2。
54.可以理解的是,本技术中的隔板12也可以构造为钢制件,多个隔板12可以与外壳体本体11一体成型,当然多个隔板12也可以通过焊接固定的方式安装在外壳体本体11内。
55.具体的,多个所述子腔室中的至少部分内设置有所述螺旋筋条2。在本实施例中,每个子腔室内均设置有一个螺旋筋条2,在其它实施例中可以是每间隔一个子腔室设置一个螺旋筋条2,在具体设置螺旋筋条2个数时,可以根据所需设计盾构管片的承载力来进行设计,所需设计的盾构管片承载力要求越高,螺旋筋条2的个数可以越多。
56.需要说明的是,混凝土3包括:流入到螺旋筋条2限定出的空间内的核心混凝土31以及流入到螺旋筋条2与管片外壳体1之间的夹层混凝土32。螺旋筋条2为核心混凝土31提供约束作用;管片外壳体1和螺旋筋条2为核心混凝土31提供复合约束,同时管片外壳体1也为夹层混凝土32提供约束,提高了混凝土3的强度,从而提高了盾构管片的承载力。
57.作为一个可选的方案,为了提高螺旋筋条2和管片外壳体1对混凝土3的约束效果,较佳的,子腔室的横截面构造设计为矩形,进一步的可以设计为正方形。通过正方形的设计,将螺旋筋条2埋设于子腔室的正中部位置,使螺旋筋条2与管片外壳体1之间的夹层混凝土32厚度相对更加均匀,从而提高了管片外壳体1对夹层混凝土32的约束效果。
58.进一步地,在本发明的一个可选的实施例中,盾构管片还包括:环形筋条4,环形筋条4设置在管片外壳体1的内部空间内,环形筋条4沿管片外壳体1的周向延伸且邻近螺旋筋条2。环形筋条4埋设于混凝土3内为盾构管片提供环向承载力,进一步提高了盾构管片的承载力。
59.具体的,环形筋条4设置在螺旋筋条2限定的空间内部或者设置在螺旋筋条2限定的空间外部,在本实施例中环形筋条4设置于螺旋筋条2限定的空间内部。且环形筋条4与螺旋筋条2固定连接。
60.通过将螺旋筋条2固定在环形筋条4上,使得螺旋筋条2和环形筋条4形成一个加强结构总成,从而可以进一步提高盾构管片的承载力。另外,环形筋条4也可以对螺旋筋条2起到定位作用。
61.螺旋筋条2包括多个螺旋部21,每个螺旋部21均与环形筋条4固接,固接方式可以为绑扎连接也可以为焊接,在本实施例中为绑扎连接。通过将每个螺旋部21均与环形筋条4连接从而控制每个螺旋部21的延伸长度。优选的,每个螺旋部21的延伸长度相等,从而使得螺旋筋条2可以均匀约束核心混凝土31,提高了螺旋筋条2对核心混凝土31的约束效果。
62.优选的,环形筋条4构造设计为多个且多个所述环形筋条4沿螺旋筋条2的周向间隔开。本实施例中环形筋条4的个数为四个,其它实施例中环形筋条4的个数还可为其它个数。多个环形筋条4进一步为盾构管片提供环向承载力,且多个所述环形筋条4沿螺旋筋条2的周向间隔开,每个螺旋部21均与多个环形筋条4固接,进一步提高螺旋部21的均匀性,提高螺旋筋条2对核心混凝土31的约束效果。较佳的,环形筋条4的个数为偶数个(例如两个、六个),且偶数个环形筋条4在盾构管片的轴线方向和径向方向上均为对称设置,便于环形筋条4受力均匀。
63.为了便于盾构管片的拼装,本技术实施例中,外壳体本体11包括:位于外壳体本体11的周向上的两端的两个第一端片13,每个第一端片13上设置有在外壳体本体11的轴向上均匀排布有多个供螺栓穿设的第一通孔131,当一个外壳体本体11的管口与另一个外壳体本体11的管口对应拼接时,两个外壳体本体11管口处的第一端片13也对应贴合,且相互贴合的第一端片13上的第一通孔131也一一对应。周向上相邻两个盾构管片相互连接时,先使用螺栓通过第一通孔131穿过相互贴合的两个第一端片13并使用螺母紧固。
64.外壳体本体11轴线方向的两端分别设置有两个第二端片14,第二端片14所在平面均垂直于外壳体本体11的轴线。每个第二端片14上在外壳体本体11的周向均匀排布且间隔开的多个供螺栓穿设的第二通孔141。当轴向上相邻两个管片外壳体1拼接时,两个管片外壳体1上的第二端片14相互贴合,且两个管片外壳体1上的第二通孔141相互对应。轴向上相邻两个盾构管片相互连接时,使用螺栓通过第二通孔141穿过两个相互贴合的第二端片14并使用螺母紧固。
65.参照图1和图4,为了提高周向上相邻两个盾构管片的连接强度,较佳的,子腔室在管片外壳体1的周向上的两端设置有未浇筑混凝土3的空缺部111,所述螺旋筋条2在所述管片外壳体1的周向上的两端伸入到对应的所述空缺部111内。当周向上相邻两个盾构管片通过螺栓连接后可通过现场打孔或预留孔向两个盾构管片内部的空缺部111内再次浇注混凝土3,后浇注的混凝土3将两个盾构管片内原先浇注的混凝土3连接起来,从而提高周向上相邻两个盾构管片的连接强度。
66.进一步地,作为一个可选的方案,管片外壳体1至少在远离自身轴线的一侧面涂抹有防腐涂料,降低了管片结构在地下受到地下水及有害液体、气体的侵蚀的可能性。
67.下面参考图6描述本技术实施例提供的一种盾构管片的制造方法。
68.根据本技术的盾构管片的制造方法包括至少如下步骤:
69.s1:预制弧形的管片外壳体1、螺旋筋条2和环形筋条4;
70.s2:将螺旋筋条2和环形筋条4放置在所述管片外壳体1的内部,且所述螺旋筋条2和环形筋条4沿所述管片外壳体1的周向延伸;
71.s3:向所述管片外壳体1内浇注混凝土3以将所述螺旋筋条2和环形筋条4的至少部分包覆。
72.采用根据本发明实施例的制造方法制造盾构管片,通过将螺旋筋条2埋设于管片的混凝土3中,通过螺旋筋条2约束管片外壳体1内的核心混凝土31,进一步提高了盾构管片的承载力,因此在设计盾构管片时,满足承载力要求的前提下,可相应减小管片的厚度,达到减少材料用量,提高材料利用率,降低生产成本的效果,另外通过减小盾构管片厚度,还能够减少施工过程中隧道的开挖量,提高了施工效率。
73.进一步地,管片外壳体1还包括外壳体本体11以及设置在外壳体本体11内的隔板12,隔板12适于将所述外壳体本体11内的空间分隔为多个子腔室。隔板12的板面垂直于外壳体本体11的轴线方向。隔板12用于对整个管片外壳体1起到支撑作用,增强管片外壳体1的刚度,降低管片外壳体1提前发生屈曲的可能性。
74.进一步地,在本发明的一个可选的实施例中,步骤s2还包括:将所述螺旋筋条2放置在多个所述子腔室中的至少部分内。通过管片外壳体1和螺旋筋条2为核心混凝土31提供复合约束,提高盾构管片的承载力;在设计盾构管片时根据设计承载力的需求设计,至少部分子腔室内部有螺旋筋条2,降低了盾构管片的生产成本。
75.需要说明的是,流入所述螺旋筋条2内部的混凝土3构造为核心混凝土31,流入到所述螺旋筋条2与所述管片外壳体1之间的混凝土3构造为夹层混凝土32。螺旋筋条2为核心混凝土31提供较强的约束作用;管片外壳体1和螺旋筋条2为内部核心混凝土3提供复合约束,同时管片外壳体1也为夹层混凝土32提供约束,从而提高了盾构管片的承载力。
76.进一步地,在本发明的另一个可选的实施例中,子腔室的横截面构造为正方形。通过将螺旋筋条2放置于子腔室的正中部位置,使螺旋筋条2与管片外壳体1之间的夹层混凝土32厚度相对更加均匀,从而提高了管片外壳体1对夹层混凝土32的约束效果。
77.盾构管片的制造方法还包括:步骤s4:养护所述核心混凝土31和所述夹层混凝土32,且在所述核心混凝土31和所述夹层混凝土32达到所需强度后,对盾构管片两端的混凝土3进行凿毛处理,得到管片预制组件。
78.进一步地,对核心混凝土31和夹层混凝土32在所述管片外壳体1周向上的两端进行凿毛处理。通过对核心混凝土31和夹层混凝土32在管片外壳体1周向上的两端进行凿毛处理,便于后续拼装盾构管片时,周向上相邻的盾构管片的混凝土3通过后浇注的混凝土3连接。
79.进一步地,在本发明的另一个可选的实施例中,在步骤s2中,还将环形筋条4放置在所述管片外壳体1的内部,所述环形筋条4沿所述管片外壳体1的周向延伸且邻近所述螺旋筋条2。环形筋条4埋设于混凝土3内为盾构管片提供环向承载力,提高了盾构管片的承载力。
80.在本实施例中环形筋条4为钢筋弯曲而成,在其它实施例中环形筋条4还可为弧形钢管。由此,可以进一步降低盾构管片的重量,降低了盾构管片的整体成本。
81.进一步地,环形筋条4为多个且多个环形筋条4设置在螺旋筋条2的内侧或外侧。在本实施例中多个环形筋条4均设置于螺旋筋条2内侧。多个环形筋条4可以与螺旋筋条2固定连接,由此不仅可以形成一个整体加强结构,同时多个环形筋条4还可以对螺旋筋条2进行定位,同时可以对螺旋筋条2上的间隙的大小进行调整。
82.进一步地,所述螺旋筋条2包括:多个依次相邻的螺旋部21;在所述螺旋筋条2放置在所述管片外壳体1的内部之前,将环形筋条4与所述螺旋筋条2固定连接以调整多个所述螺旋部21在所述螺旋筋条2延伸方向上的长度。
83.具体地,每个螺旋部21均与环形筋条4固接,在本实施例中螺旋部21与环形筋条4采用绑扎连接,在其它实施例中还可为焊接。
84.通过上述技术方案,将环形筋条4与螺旋筋条2固定连接一方面可以控制各螺旋部21的延伸长度,另一方面便于工作人员通过环形筋条4在浇筑混凝土3之前定位螺旋筋条2。工作人员在浇筑混凝土3之前,通过定位件定位环形筋条4的两端,从而固定与环形筋条4固接的螺旋筋条2,使螺旋筋条2在管片外壳体1内悬空,从而使螺旋筋条2能够约束核心混凝土31。
85.进一步地,多个所述螺旋部21在所述螺旋筋条2延伸方向上的长度相同。从而使螺旋筋条2可以均匀约束核心混凝土31,提高盾构管片的承载力。
86.参照图5和图7,本技术实施例还提供了一种盾构管道的制造方法,将管片预制组件运至施工现场,由盾构机对管片预制组件进行拼装,其中管片预制组件为本技术提供的盾构管片制作方法所制造的盾构管片。
87.根据本技术一个实施例的盾构管道的制造方法,所述管片外壳体1包括:外壳体本体11以及设置在所述外壳体本体11内的隔板12,所述隔板12适于将所述外壳体本体11内的空间分隔为多个子腔室;
88.将所述子腔室在所述管片外壳体1的周向上的两端预留出未浇筑混凝土3的空缺部111,将周向上相邻的两个所述管片外壳体1通过紧固件固定,并在相邻的两个所述空缺部111内再次浇注混凝土3。
89.进一步地,将轴向上相邻的两个所述管片外壳体1通过紧固件固定。
90.具体地,外壳体本体11包括:位于外壳体本体11的周向上的两端的两个第一端片13,每个第一端片13上设置有在外壳体本体11的轴向上均匀排布有多个供螺栓穿设的第一通孔131,当一个外壳体本体11的管口与另一个外壳体本体11的管口对应拼接时,两个外壳体本体11管口处的第一端片13也对应贴合,且相互贴合的第一端片13上的第一通孔131也一一对应。周向上相邻两个盾构管片相互连接时,先使用螺栓通过第一通孔131穿过相互贴合的两个第一端片13并使用螺母紧固。
91.外壳体本体11轴线方向的两端分别设置有两个第二端片14,第二端片14所在平面均垂直于外壳体本体11的轴线。每个第二端片14上在外壳体本体11的周向均匀排布且间隔开的多个供螺栓穿设的第二通孔141。当轴向上相邻两个管片外壳体1拼接时,两个管片外壳体1上的第二端片14相互贴合,且两个管片外壳体1上的第二通孔141相互对应。轴向上相邻两个盾构管片相互连接时,使用螺栓通过第二通孔141穿过两个相互贴合的第二端片14并使用螺母紧固。
92.进一步地,作为一个可选的方案,两个周向上相邻的外壳体本体11上的两个相邻的第一端片13相互贴合之前,在两个相邻的第一端片13彼此正对的侧面上涂抹一圈密封胶,再使用螺栓将两个盾构管片周向拼接;两个轴向上相邻的外壳体本体11上的两个相邻的第二端片14相互贴合之前,在两个第二端片14彼此正对的侧面上涂抹密封胶,再使用螺栓将两个盾构管片轴向拼接;通过在盾构管片的接缝处涂抹密封胶,降低盾构管道发生渗
透的可能性。
93.需要说明的是,本实施例中盾构管道由盾构管片通缝拼装而成,在其它实施例中盾构管道还可由盾构管片错缝拼装而成。
94.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
95.在本技术的描述中,“第一特征”、“第二特征”可以包括一个或者更多个该特征。
96.在本技术的描述中,“多个”的含义是两个或两个以上。
97.在本技术的描述中,第一特征在第二特征“之上”或“之下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。
98.在本技术的描述中,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。
99.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
100.尽管已经示出和描述了本技术的实施例,本领域的普通技术人员可以理解:在不脱离本技术的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本技术的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1