一种木堆式PZT支架结构复合材料驱动器3D打印制备方法
一种木堆式pzt支架结构复合材料驱动器3d打印制备方法
技术领域
1.本发明涉及柔性压电复合材料制备技术领域,具体涉及一种木堆式pzt支架结构复合材料驱动器3d打印制备方法。
背景技术:
2.压电陶瓷作为最常见的智能材料,可作为驱动器或传感器,在超声换能器、医学成像、光学器件等领域已广泛应用。然而,传统的块状压电陶瓷以及压电聚合物复合材料加工工艺较为复杂,结构设计与调控均有较大难度且难以符合复杂智能结构的要求。将3d打印工艺引入陶瓷构件的制造,为解决上述问题和挑战提供了全新的可能性,并且在压电超声换能器、传感、能量采集等领域得到了广泛应用。但在压电驱动领域以及驱动传感一体化器件等方面则尚未有报道。
3.柔性压电纤维复合材料则是一种典型的压电器件具有驱动传感一体化的优势,由压电陶瓷与环氧树脂等高分子聚合物复合而成,此类材料克服了传统压电陶瓷材料脆性高、韧性差的问题,具有良好的柔性与刚度,被广泛应用于传感、驱动和健康监测领域。
4.传统压电复合材料的制备需要经历陶瓷片生坯制备、烧结、切割、填充树脂、减薄;叉指电极需要定制并经历激光加工,然后再将叉指电极与压电复合物进行封装,方可制备完成。工艺流程长,且收到叉指电极需要定制,切割法只能切割平面材料,导致形状、尺寸受限。
5.目前现有技术中,柔性压电纤维复合材料的封装方法,一般是首先要使用制备并极化完全的陶瓷片进行切割,然后填填充环氧树脂,减薄,封装叉指电极,具体是先将烧结制备的压电陶瓷片进行切割为纤维阵列,再与树脂进行复合后,再定制叉指电极,将叠层结构按照上电极、中间压电纤维复合层、下电极顺序排列后,通过封装热压得到柔性压电纤维复合材料。主要适合平面型柔性压电复合物制备。但该方法在面对非规则形状,非标样品制备时需要针对陶瓷片、电极单独制备,工艺长耗时久。且当所需样品非平面结构时,该方法完全无法制备。从原料到器件工艺流程长、耗时长,且受限于切割法,复合物形状受限,只能是平面型。因此,亟需一种将3d打印引入柔性压电复合物器件制备,可以有效解决这些困难。
技术实现要素:
6.为解决现有技术中存在的问题,本发明提供了一种木堆式pzt支架结构复合材料驱动器3d打印制备方法,可实现柔性压电复合材料的一体化成形制备,方法简单短时高效,制备柔性压电复合材料的工艺具有形状、尺寸灵活可调,同时可针对柔性压电复合材料使用需求,选择不同尺寸大小的叉指电极或平面电极进行一体化封装,解决了上述背景技术中提到的问题。
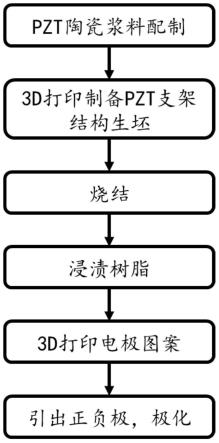
7.为实现上述目的,本发明提供如下技术方案:一种木堆式pzt支架结构复合材料驱动器3d打印制备方法,所述制备方法包括如下步骤:
8.s1、pzt陶瓷浆料配制;
9.s2、3d打印制备pzt支架结构生坯;
10.s3、烧结;
11.s4、浸渍树脂;
12.s5、3d打印电极图案;
13.s6、极化。
14.优选的,所述的pzt陶瓷浆料包括pzt压电陶瓷粉体、溶剂、分散剂,粘接剂和增塑剂;所述溶剂为pzt陶瓷浆料总质量的30wt%~70wt%;所述粘结剂为pzt压电陶瓷粉体质量的1~10wt%;所述分散剂为pzt压电陶瓷粉体质量的1~5wt%;所述增塑剂为pzt压电陶瓷粉体质量的1~5wt%。
15.优选的,所述溶剂为乙醇、二甲苯、正己烷中的一种或几种混合;所述粘结剂为聚乙烯醇缩丁醛;所述分散剂为磷酸三乙酯;所述增塑剂为聚乙二醇、邻苯二甲酸二丁酯中的一种或几种混合。
16.优选的,所述步骤s2中的支架结构为木堆式支架结构。
17.优选的,所述步骤s3中的烧结,是将pzt支架结构生坯在1200~1300℃下烧结制成pzt陶瓷支架。
18.优选的,所述步骤s4的浸渍树脂具体是,将烧结后的pzt陶瓷支架浸渍到树脂中,常温固化24h,固化后打磨至两面均露出陶瓷纤维。
19.优选的,在所述步骤s5的3d打印电极图案中,使用导电浆料,用3d打印机在支架表面打印电极图案。
20.优选的,所述的导电浆料是导电银浆或导电铜浆;所述打印电极图案是任意形状的平面电极或叉指电极。
21.优选的,所述的极化具体是:将电极引出导线,在1.5~3kv/mm的电场下进行极化,完成制备。
22.本发明的有益效果是:
23.1)本发明方法可实现不同电极类型、任意尺寸、任意形状压电复合材料快速制备,3d打印工艺相比原始切割填充法制备方法,省去了切割步骤以及叉指电极制备步骤,大大节约了时间,提高了制备效率。
24.2)可以根据应用场景灵活设计制造不同结构形状的压电复合物,可应用于传感、驱动和能量收集领域,尺寸可任意调节以适应实际情况,大至航空航天结构的主动抑制,小至人体微小机械能的收集。
25.3)本发明制备方法可以实现针对不同形状、尺寸乃至非平面结构的快速制备。电极也不再需要额外定制叉指电极,大大提高了生产效率。
附图说明
26.图1为本发明方法制备步骤流程图;
27.图2为实施例2中叉指电极型双层支架压电复合物示意图;
28.图3为实施例2中混合溶剂pzt浆料打印叉指电极型压电复合物的自由应变曲线;
29.图4为实施例3中叉指电极型弯曲形状压电复合物示意图;
30.图5为实施例3中乙醇溶剂pzt浆料打印叉指电极型弯曲形状压电复合物的阻抗相位角频谱图;
31.图中,1-叉指电极;2-树脂;3-压电支架。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.实施例1
34.一种木堆式pzt支架结构复合材料驱动器3d打印制备方法,如图1所示,具体步骤如下:
35.1.将pzt压电陶瓷粉体与溶剂、分散剂、粘结剂、增塑剂等混合制备成3d打印压电陶瓷浆料。
36.2.再3d打印机上将陶瓷浆料打印为一定形状、尺寸的支架结构生坯,并干燥。这里支架结构为木堆式支架结构。该结构可以保证树脂与pzt压电陶瓷之间形成三维连通的3-3型压电复合物,提高树脂与pzt压电陶瓷之间的界面结合效果,从而提高复合物的整体性能。
37.3.将支架生坯在1200~1300℃下烧结制成pzt陶瓷支架。
38.4.将支架与树脂2进行复合,固化复合后,打磨表面,一侧或者两侧露出陶瓷相。
39.5.使用导电浆料,用3d打印机在支架表面打印电极。
40.6.在1.5~3kv/mm的电场下对样品进行极化,制备完成。
41.进一步的,溶剂为乙醇、二甲苯、正己烷中的一种或几种混合,含量为浆料总质量的30wt%~70wt%;粘结剂为聚乙烯醇缩丁醛,含量为pzt粉体质量的1~10wt%;分散剂为磷酸三乙酯,含量为pzt粉体质量的1~5wt%;增塑剂为聚乙二醇、邻苯二甲酸二丁酯中的一种或几种,含量为pzt粉体质量的1~5wt%。
42.进一步的,导电浆料可以是银浆或者铜浆等其他常温固化的任意导电浆料。
43.进一步的,打印电极图案可以是任意形状的平面电极、叉指电极或其他结构电极。
44.本发明方法可实现不同电极类型、任意尺寸、任意形状压电复合材料快速制备,3d打印工艺相比原始切割填充法制备方法,省去了切割步骤以及叉指电极制备步骤,大大节约了时间,提高了制备效率。
45.实施例2
46.使用混合溶剂pzt浆料打印叉指电极型压电复合物,步骤如下:
47.1、选用pzt-5a压电陶瓷粉体和乙醇、二甲苯混合溶剂为原料进行制备。首先量取8ml乙醇和8ml二甲苯入球磨罐中,称取30g pzt粉体放入球磨罐中,称取0.3g聚乙烯醇缩丁醛、0.3g聚乙二醇、0.3g邻苯二甲酸二丁酯、0.3g磷酸三乙酯入球磨罐,球磨24h后,倒出浆料。调节球磨好的浆料的固相含量至85wt%,得到混合溶剂基pzt压电陶瓷浆料。
48.2、前述浆料除泡后安装装入针筒,安装到3d打印平台上。分别调节针嘴直径为400μm,挤出压力0.5mpa,打印双层支架结构,室温下干燥生坯24h备用。
49.3、将生坯在1200℃下进行烧结。
50.4、烧结后的支架,浸渍到爱劳达2020环氧树脂中并在常温下固化24h。固化完成后打磨两面至陶瓷纤维露出。
51.5、使用低温导电银浆作为电极浆料装入针筒,安装到3d打印平台,在程序控制下打印叉指间距为2mm的叉指电极1。
52.6、将电极引出导线,在1.5kv/mm下进行极化,制备成样品如图2所示,压电支架3为双层结构。
53.驱动测试
54.将本实施例制备的压电复合物样品在-400~1200v下测试其自由应变,如图3所示,可以看出本实施例的压电复合物样品的纵向应变为600ppm,横向应变为400ppm。制备的复合物具有柔性以及大应变特征,在实际使用中可以作为驱动器有效驱动悬臂梁等结构产生明显形变,或者抑制结构的振动。
55.实施例3
56.使用乙醇溶剂pzt浆料打印叉指电极型弯曲形状压电复合物,步骤如下:
57.1、选用pzt-5a压电陶瓷粉体和乙醇溶剂为原料进行制备。首先量取15ml乙醇球磨罐中,称取30g pzt粉体放入球磨罐中,称取0.5g聚乙烯醇缩丁醛、0.5g聚乙二醇、0.5g邻苯二甲酸二丁酯入球磨罐,球磨12h后,倒出浆料。调节球磨好的浆料的固相含量至80wt%.
58.2、前述浆料除泡后安装装入针筒,安装到3d打印平台上。分别调节针嘴直径为600μm,挤出压力0.6mpa,打印弯曲形状双层支架结构,室温下干燥生坯12h备用。
59.3、将生坯在1300℃下进行烧结。
60.4、烧结后的支架,浸渍到爱劳达2020环氧树脂中并在常温下固化24h。固化完成后打磨两面至陶瓷纤维露出。
61.5、使用低温导电银浆作为电极浆料装入针筒,安装到3d打印平台,在程序控制下打印叉指间距为1.5mm的叉指电极。
62.6、将电极引出导线,在2.0kv/mm下进行极化,制备成样品如图4所示。
63.阻抗频谱测试
64.将本实施例的复合物样品在agilent 4990仪器上对复合物样品进行阻抗频谱测试。如图5所示,可以看到复合物相位角差值可以达到150
°
左右,表明其极化良好,压电性良好。弯曲结构的压电复合物可以更好地适应特殊形状的驱动需求,具有优异的形状适应特性。
65.本发明中的pzt是锆钛酸铅压电陶瓷的缩写,专利中的复合材料具体指的是压电复合材料。
66.本发明可以根据应用场景灵活设计制造不同结构形状的压电复合物,可应用于传感、驱动和能量收集领域,尺寸可任意调节以适应实际情况,大至航空航天结构的主动抑制,小至人体微小机械能的收集。本发明制备方法可以实现针对不同形状、尺寸乃至非平面结构的快速制备。电极也不再需要额外定制叉指电极,大大提高了生产效率。
67.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本
发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1