一种无缝铝单板安装工法的制作方法
1.本发明涉及铝单板安装技术领域,尤其涉及一种无缝铝单板安装工法。
背景技术:
2.在现有技术中,铝单板的安装方法主要存在如下三个方面的缺陷:一是漏水隐患,现有铝单板幕墙安装工艺流程为:测量放线
→
连接件安装校核
→
钢骨架安装
→
金属板块安装
→
打密封胶
→
表面清理。生产厂家按图纸要求折边滚压造型要求后,将铝板四边折边,并按图锁好安装角码、加强筋,后将铝单板面板按颜色要求喷漆。面板运至现场后,在指定位置采用螺钉将面板固定在钢龙骨上,因采用螺钉连接,为了便于安装工具操作,铝单板与铝单板之间需留不小于12mm宽的缝隙,常规现有铝单板幕墙做法胶缝为18mm。需要大量的硅酮耐候密封胶去填补缝隙,容易导致耐候密封胶易起鼓、开裂、老化,从而导致铝单板幕墙漏水隐患。
3.二是影响外观,因铝单板与铝单板之间采用硅酮耐候密封胶填补缝隙,外观存在打胶缝隙,不美观。并且生产厂家加工工艺受限及现场安装条件、结构造型受限,铝单板幕墙在一定位置需断开打胶,整个造型效果因存在胶缝,削弱整个外观效果。且受加工工艺限制,形状复杂的铝单板无法实现。
4.三是工期不定,铝单板面板由加工厂加工完成,现场直接安装,加工厂的生产周期直接影响到现场施工的工期,存在诸多不确定因素,影响工期。
技术实现要素:
5.解决的技术问题:针对现有技术存在的缺点,本发明提供一种无缝铝单板安装工法,该安装工法中采用原子灰进行密缝处理,原子灰具有能够在物质表面粘附并快速成型的性质,并且原子灰能起到引发聚合、增强性能的作用原理,采用调制好比例的原子灰将缝隙填满磨平,能够达到铝单板密拼无缝效果。
6.技术方案:一种无缝铝单板安装工法,该安装工法的步骤如下:a、在主体结构内埋设数个预埋件,每个预埋件下方对称焊接2个连接件且连接件位于主体结构外表面,在2个连接件之间用2个螺栓锁紧钢立柱,在钢立柱的两侧分别焊接两根钢龙骨,重复上述步骤在主体结构外表面完成钢骨架的安装;b、将数个铝单板均按图纸造型尺寸要求加工好并进行编号,铝单板四边均折有折边;c、进行第一块铝单板的一侧折边的固定,首先将数个铝合金角铝抵接在折边上,铝合金角铝的一侧面与折边通过铆钉锁定,铝合金角铝的另一侧面伸出折边且该侧面的外表面贴上防电化腐蚀单面贴,再将该侧面通过螺钉与钢立柱远离主体结构的侧面固定;d、通过与步骤b相同的方法完成第一块铝单板的另外三个折边与钢立柱或钢龙骨的固定;e、通过铝单板编号有序依次安装相邻铝单板,后安装的铝单板与相邻的前一块铝
单板采用插接的形式插入已经安装完毕的前一块铝单板与钢立柱或钢龙骨之间的间隙,后安装的铝单板的安装方式与前一块铝单板的安装方式相同;f、待所有铝单板安装完成后,在相邻两个铝单板的折边之间密缝处,在室温条件下采用铝焊专用焊机进行点焊固定,然后用双组份原子灰将相邻两个折边之间的缝隙塞满,用气动打磨机将塞满原子灰的缝隙压实刮平、打磨至平整,室温条件下静置30min以上,待原子灰完全固化硬结后,用空压机气枪进行表面清理,直至无灰尘、无杂质;g、检查所有平面和缝隙,保证整个面板平整、无起拱、无起翘、无缝隙、无凸鼓的条件下,在空压机动力带动喷枪下对整个面板进行底漆喷涂;h、在室温条件下静置60min以上,用手触摸方式检查面板底漆是否已凝结、干透、不粘结,接着采用空压喷枪对整个面板进行面漆喷涂;i、最后在室温条件下静置4h以上,待面漆完全固话凝结条件下,用空压水枪进行表面清洗,直至无灰尘、无杂质,即完成无缝铝单板的安装工法。
7.上述所述的螺栓为m12不锈钢螺栓。
8.上述所述的折边的宽度≥20mm。
9.上述所述的设置在铝单板同一侧折边上的数个铝合金角铝,其位于两端的铝合金角铝与该折边边缘的距离≤150mm,相邻两个铝合金角铝之间的距离≤300mm。
10.上述所述的铝合金角铝的尺寸为l20*20*3。
11.上述所述的防电化腐蚀单面贴的厚度为2mm。
12.有益效果:本发明提供的一种无缝铝单板安装工法,具有以下有益效果:1.该安装工法中采用双组份原子灰进行密缝处理,双组份原子灰具有能够在物质表面粘附并快速成型的性质,并且双组份原子灰能起到引发聚合、增强性能的作用原理,采用调制好比例的双组份原子灰将缝隙填满磨平,能够达到铝单板密拼无缝效果;2.该安装工法中铝单板与铝单板之间无硅酮耐候密封胶填缝,具有密拼无缝的效果,耐久性长,且不会因为胶的起鼓、开裂、老化存在漏水隐患;3.该安装工法中铝单板与铝单板之间的密拼无缝的效果,可提高整体外立面效果,使外立面效果更加美观;4.该安装工法中不需要加工厂喷漆处理,大大降低了加工厂的生产周期,现场施工工期的可控程度提升,可降低工期长的风险。
附图说明
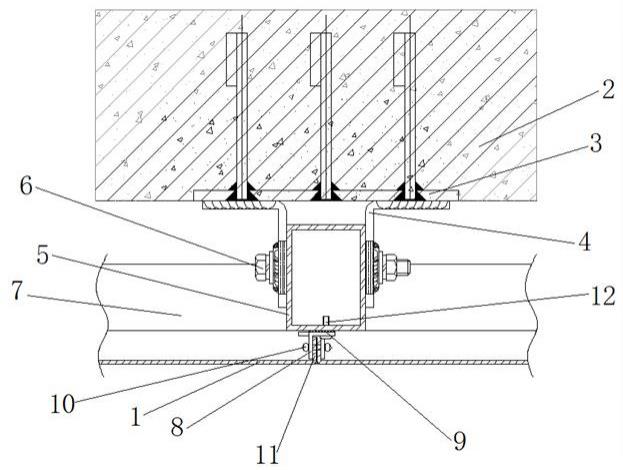
13.图1为本发明的无缝铝单板安装工法的俯视剖视图。
14.图2为相邻铝单板采用插接形式安装的位置示意图。
15.图中:1、铝单板;11、折边;2、主体结构;3、预埋件;4、连接件;5、钢立柱;6、螺栓;7、钢龙骨;8、铝合金角铝; 9、防电化腐蚀单面贴;10、铆钉;12、螺钉。
具体实施方式
16.以下通过特定的具体实例说明本发明的技术方案。应理解,本发明提到的一个或多个方法步骤并不排斥,在所述组合步骤前后还存在其他方法步骤,或在这些明确提到的步骤之间还可以插入其他方法步骤;还应理解,这些实施例仅用于说明本发明而不用于限
制本发明的范围。而且,除非另有说明,各方法步骤的编号仅为鉴别各方法步骤的便利工具,而非为限制各方法步骤的排列次序或限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容的情况下,当亦视为本发明可实施的范畴。
17.为了更好的理解上述技术方案,下面更详细地描述本发明的示例性实施例。虽然显示了本发明的示例性实施例,然而应当理解,以其他各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。
18.以下实施方式中使用的双组份原子灰购自河南正杰生物科技有限公司。
19.本实施方式提供一种无缝铝单板安装工法,步骤如下:1)在已完成的主体结构2上以施工蓝图为标准进行测量放线复核,分别对基准轴线、水平标高、预埋件3位置进行复核并记录,复核的测量放线记录、结构符合记录等应完整;2)将2个连接件4分别放置钢立柱5两侧,用2套m12不锈钢螺栓6将连接件4与钢立柱5锁紧,将带有连接件4的钢立柱5放置于预埋件3位置,2个连接件的底部贴紧预埋件3并有效焊接;3)连接件4与预埋件3有效连接后,因钢立柱5与连接件已通过2套m12不锈钢螺栓6锁紧,因此钢立柱5龙骨已完成安装,然后将钢龙骨7按蓝图铝单板分隔与钢立柱5有效连接,重复上述步骤完成钢骨架的安装;4)将数个铝单板1均按图纸造型尺寸要求加工好并进行编号,铝单板1四边均折有宽度≥20mm的折边11,折边11上锁l20*20*3铝合金角铝8,位于两端的铝合金角铝8与该折边11边缘的距离≤150mm,相邻两个铝合金角铝8之间的距离≤300mm;5)进行第一块铝单板1的一侧折边11的固定,首先将数个铝合金角铝8抵接在折边11上,铝合金角铝8的一侧面与折边11通过铆钉10锁定,铝合金角铝8的另一侧面伸出折边11且该侧面的外表面贴上厚度为2mm的防电化腐蚀单面贴9,再将该侧面通过螺钉12与钢立柱5远离主体结构2的侧面固定;6)通过与步骤5)相同的方法完成第一块铝单板1的另外三个折边11与钢立柱5或钢龙骨7的固定;7)通过铝单板1编号有序依次安装相邻铝单板1,后安装的铝单板1与相邻的前一块铝单板1采用插接的形式插入已经安装完毕的前一块铝单板1与钢立柱5或钢龙骨7之间的间隙,后安装的铝单板1的安装方式与前一块铝单板1的安装方式相同;8)待所有铝单板1安装完成后,在相邻两个铝单板1的折边11之间密缝处,在室温条件下采用铝焊专用焊机进行点焊固定,然后用双组份原子灰将相邻两个折边11之间的缝隙塞满,用气动打磨机将塞满原子灰的缝隙压实刮平、打磨至平整,室温条件下静置30min以上,待原子灰完全固化硬结后,用空压机气枪进行表面清理,直至无灰尘、无杂质;9)检查所有平面和缝隙,保证整个面板平整、无起拱、无起翘、无缝隙、无凸鼓的条件下,在空压机动力带动喷枪下对整个面板进行底漆喷涂;10)在室温条件下静置60min以上,用手触摸方式检查面板底漆是否已凝结、干透、不粘结,保证底漆干透、气候无潮湿的条件下,接着采用空压喷枪对整个面板进行面漆喷涂;
11)最后在室温条件下静置4h以上,待面漆完全固话凝结条件下,用空压水枪进行表面清洗,直至无灰尘、无杂质,即完成无缝铝单板的安装工法。
20.采用本发明的安装工法在厦门东湾中海进行实地安装,详细内容和方案如下。
21.厦门东湾中海j2020p02地块项目(二期)10#楼幕墙工程,建筑设计效果为,二层结构整圈梁位、屋顶(三层位置)整圈结构梁位,铝单板1从结构向外挑出2250mm,整圈铝单板1造型为不规则流水曲线型。本项目钢龙骨7采用200x100x6mm厚热镀锌钢管与结构上的预埋件3焊接,是支撑整个铝单板1向外悬挑的主要受力杆件。
22.按施工节点图要求,上口1500mm铝单板1位置、外沿口与铝合金线条连接位置、吊底板612mm位置、吊底板1067mm位置布置50*5*3钢龙骨7与钢立柱5连接。造型分格缝按施工蓝图平面分格尺寸(3550mm、2949mm、3100mm等分格尺寸)布置分格50*5*3钢龙骨7。各铝合金板块造型在铝单板厂家加工好后发至工地现场,按下单排版顺序安装第一块铝单板1,2mm防电化腐蚀单面贴9可靠粘贴在铝单板1连接铝合金角铝8固定面上,第一块铝单板1折边11上的铝合金角码8用不锈钢螺钉12将铝板通过铝合金角铝8定距固定在横竖的钢立柱5和钢龙骨7上,通过铝单板1编号图有序依次安装相邻铝单板1, 铝合金角铝8位置需采用铆钉10与铝单板1固定,后安装的铝单板1与相邻先安装的铝单板1采用插接的形式插入已经安装完毕的铝单板1与钢龙骨7之间的间隙,另外两边采用自攻自钻钉或者螺钉,将铝单板1通过铝合金角铝8定距固定在钢立柱5和钢龙骨7上。待铝单板1全部或者大部分安装完成后,在铝单板1与铝单板1折边11之间的密缝处,在室温条件下采用铝焊专用焊机进行点焊固定;采用双组份原子灰将相邻铝单板1的缝隙塞满,用气动打磨机将塞满原子灰的缝隙压实刮平、打磨至平整;在室温条件下静置不小于30min,待双组份原子灰完全固化硬结后,用空压机气枪进行表面清理,直至无灰尘、无杂质。检查所有面板、面板之间的缝隙处理,保证整个面板平整、无起拱、无起翘、无缝隙、无凸鼓的条件下,在空压机动力带动喷枪下对整个面板进行底漆喷涂。在室温条件下静置不小于60min后,用手触摸方式检查面板底漆是否已凝结、干透、不粘结,保证底漆干透、气候无潮湿的条件下,采用空压喷枪对整个面板进行面漆喷涂。在室温条件下静置不小于4h,待面漆完全固话凝结条件下,用空压水枪进行表面清洗,直至无灰尘、无杂质。
23.综上所诉,采用无缝铝单板安装工法,实现了本项目大悬挑铝单板行云流水式造型的呈现。
24.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1