一种用于硬脆透明材料的激光辅助微细钻削装置与方法
1.本发明涉及激光辅助微细钻削加工技术领域,具体涉及一种用于硬脆透明材料的激光辅助微细钻削装置与方法。
背景技术:
2.钇铝石榴石(yag)陶瓷、石英、玻璃等硬脆透明材料在光学领域具有广泛用途。这些硬脆透明材料的微孔加工具有极大的难度,微细钻削具有加工精度和加工效率高、加工成本低等优势,是原理上最适合微孔加工的方法。但是,由于这些材料的硬脆特性,切削性能极差,使得微细钻削过程中存在切削力大、刀具寿命短等问题,而且很容易产生孔壁碎裂、孔口崩边等缺陷,给硬脆透明材料高品质微孔的微细钻削加工带来很大的挑战。
3.激光辅助加工是将激光束聚焦在工件表面的待加工区域,使工件材料局部微小区域发生热软化等效应,实现切削性能改善,是解决工程陶瓷等硬脆材料加工难题的有效方案。但是与车削、铣削等加工方式不同,钻削加工中待加工区域位于钻头下方的材料内部,传统的激光辅助加工将激光束聚焦到材料表面,无法对工件内部进行加热和软化,导致难以在钻削过程中实现激光辅助加工。为了实现激光辅助钻削加工,专利(201310674359.2)利用激光束对工件入口表面进行预热,再利用钻头进行钻孔;专利(201910066021.6)利用激光加热和钻头钻削交替的方法,进行高硬质合金孔加工;专利(202010438732.4)和(202111234755.4)将激光束从钻头内部的冷却孔传输到工件材料中待加工孔的表面进行预加热和烧蚀,然后利用钻头加工出最终的孔。直径0.5mm及以下的大长径比微钻强度很弱,难以加工激光传输用的冷却孔,现有技术难以实现硬脆透明材料直径0.5mm及以下的大深径比微孔高效精密加工。
技术实现要素:
4.为解决上述问题,实现硬脆透明材料的大深径比微孔加工,本发明提供了一种适用于硬脆透明材料的激光辅助微细钻削方法与装置,具体技术方案如下:基于硬脆透明材料的良好透光性,将激光束从工件侧面传输到硬脆透明材料的内部,聚焦到钻头的下方,对材料内部的待加工区域进行改性,然后利用微钻进行微细钻削加工,解决硬脆透明材料的大深径比微孔加工难题。
5.为了实现以上目的,本发明的技术方案为:
6.一种用于硬脆透明材料的激光辅助微细钻削装置,包括机床主轴、夹持装置、皮秒激光器、工作台和聚晶金刚石微钻;工作台用于承载硬脆透明工件,机床主轴设于工作台上方,聚晶金刚石微钻设于机床主轴靠近工作台的末端并对应于硬脆透明工件的上方;夹持装置固定于机床主轴上,皮秒激光器通过夹持装置夹持且出光口对应于硬脆透明工件的侧方;激光束从硬脆透明工件的侧面聚焦至聚晶金刚石微钻的下方,对硬脆透明工件内部的待加工区域进行改性作用。
7.可选的,所述夹持装置包括主体;主体的一端设有固定环,固定环套接于机床主轴
上并通过紧固件固定;主体的另一端向下弯折并设有用于夹持所述皮秒激光器的夹持环,夹持环可相对主体转动。
8.可选的,所述主体还包括滑板,所述滑板通过相对主体移动调节弯折端的长度,所述夹持环装设于所述滑板上。
9.可选的,所述聚晶金刚石微钻的直径≤0.5mm。
10.可选的,所述聚晶金刚石微钻的钻尖为聚晶金刚石,焊接在硬质合金钻身上,钻尖结构上具有多个顶角。
11.一种上述用于硬脆透明材料的激光辅助微细钻削装置的加工方法,包括:
12.1)将硬脆透明工件放置于工作台上固定,调节聚晶金刚石微钻位于硬脆透明工件上方;
13.2)通过夹持装置调节皮秒激光器的位置,校准激光的照射路径和焦距,使激光束聚焦点为聚晶金刚石微钻下方的待加工区域;
14.3)启动皮秒激光器和机床主轴,使皮秒激光器和聚晶金刚石微钻同步进行轴向进给,利用激光束对钻头下方的待加工区域进行加热,实现激光辅助微细钻削加工。
15.可选的,所述步骤2)中,调节所述激光束的聚焦点位于所述聚晶金刚石微钻的钻头下方1-5mm的位置。
16.可选的,所述聚晶金刚石微钻的运动方向与所述激光束的入射方向垂直。
17.可选的,所述硬脆透明工件是yag陶瓷,所述皮秒激光器的脉冲宽度小于10ps,单脉冲能量100~200μj,重复频率100~300khz,所述聚晶金刚石微钻的旋转速度15000~30000r/min。
18.本发明的有益效果为:
19.本发明提出的加工方法不用在直径很小的微钻上进行激光传输孔的加工,激光传输路径不会被加工过程中产生的切屑阻挡,直接利用超快激光束对钻头下方的硬脆透明材料内部进行激光加热,产生软化、微爆等材料改性作用,改善材料的切削加工性,然后通过机床使用聚晶金刚石微钻对硬脆透明材料进行微细钻削加工。本发明的加工方法可以改善硬脆透明材料的可加工性能,从而减小切削力和刀具磨损,提高材料去除率,减少孔表面缺陷产生,最终解决硬脆透明材料的大深径微孔加工难题。
附图说明
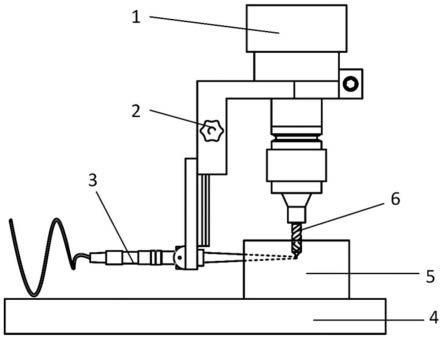
20.图1为实施例的激光辅助钻削加工装置示意图;
21.图2为图1中的皮秒激光器夹持装置示意图;
22.图3为激光束从工件不同方向聚焦硬脆透明工件内部原理示意图,其中(a)为从工件上方聚焦到工件内部,(b)为从工件侧面聚焦到工件内部;
23.图4为硬脆透明材料激光辅助微细钻削加工步骤示意图;
24.图5为激光辅助微细钻削加工的硬脆透明yag陶瓷微孔;
25.附图标记说明:机床主轴1,激光器夹持装置2,皮秒激光器3,工作台4,硬脆透明工件5,聚晶金刚石微钻6;夹持环2.1,滑板2.2,旋钮2.3,固定环2.4,螺栓2.5,主体2.6。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中技术方案进行清楚、完整地描述;所描述的实施例仅仅是本发明一部分实施例,而不是全部实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/侧/底面”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
28.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
29.请参考图1至图4,实施例的适用于硬脆透明材料的激光辅助微细钻削加工装置包括机床主轴1、激光器夹持装置2、皮秒激光器3、工作台4和聚晶金刚石微钻6。硬脆透明工件5通过夹具固定在机床工作台4,聚晶金刚石微钻6装设于机床主轴1的末端并位于硬脆透明工件5上方,皮秒激光器3通过夹持装置2固定在机床主轴1上,通过调节夹持装置2调整激光从硬脆透明工件5侧面聚焦到聚晶金刚石微钻6的钻头的下方,对工件内部的待加工区域局部材料进行激光改性作用;机床主轴1、聚晶金刚石微钻6和工作台4构成微钻削系统;皮秒激光器3及夹持装置2构成激光辅助加工系统。
30.请参阅图1,本实施例聚晶金刚石微钻6直径为0.5mm,钻尖为聚晶金刚石,焊接在硬质合金钻身上,钻尖结构上具有多个顶角。普通硬质合金微钻的硬度不够高,难以胜任yag陶瓷等硬脆透明材料的加工,只有聚晶金刚石等超硬微钻才能适应高硬度材料的加工。
31.请参阅图1,本实施例所述激光辅助加工系统为皮秒超快激光,可以调整激光束光斑大小和焦距,可以调整激光能量控制激光的作用温度。激光束透过硬脆透明工件,聚焦到钻头下方的1-5mm位置,结合温度场仿真,选择合适的激光参数,控制激光加热温度处于适当的区间范围内,进而实现硬脆透明材料内部微区域的中心处发生微爆,周围区域发生热软化,材料硬度和强度下降到适宜切削范围,切削加工性能得到最佳改善效果。本实施例不用在直径很小的微钻上进行激光传输孔的加工,激光的传输路径不会被加工过程中产生的切屑阻挡。
32.请参阅图2,夹持装置2包括主体2.6,主体2.6的一端设有固定环2.4,固定环2.4套接于机床主轴1上并通过紧固件(本实施例为螺栓2.5)固定;主体2.6的另一端向下弯折并设有用于夹持皮秒激光器3的夹持环2.1,夹持环2.1可相对弯折主体转动。主体2.6还设有滑板2.2,滑板2.2通过例如导块和导槽等配合方式可相对主体2.6移动以调节弯折端的长度,并通过旋钮2.3进行移动和位置固定,夹持环2.1装设于滑板2.2上。本实施例中,主体2.6的弯折角度为90
°
,机床主轴1竖直设置,皮秒激光器3通过夹持环2.1进行夹持,可实现一定角度的旋转。夹持环2.1装配于滑板2.2上,旋钮2.3进行滑板2.2的上下移动与固定来
调节皮秒激光器3的高度。通过固定环2.4和机床主轴1进行位置固定,再通过螺栓2.5进行固定环2.4的锁紧。
33.请参阅图1,本实施例中所述夹持装置可以实现激光辅助系统任意角度对工件内部任意加工点的进行聚焦。
34.请参阅图3,对比从工件上方、侧面和下方三个不同方向,将激光束聚焦到硬脆透明工件内部的待加工区域。从工件上方将激光束斜向下聚焦到钻头的下方,激光束会在材料的表面发生折射现象,当激光束随着钻头同步做轴向进给运动,激光束的入射点和传输路径都会发生变化,导致聚焦点随之发生偏移,难以将焦点始终保持在钻头下方。若从工件下方向上将激光束聚焦到钻头下方,工件的安装高度必须大于激光焦距,会受到工装空间狭小的限制,增加工装的难度。因此,在本实施例中,是从工件的侧面将激光束从水平方向垂直聚焦到钻头下方的1-5mm位置,激光束的入射点随着钻头同步轴向运动时,传输路线不变,可以将聚焦点始终保持在钻头下方的待加工区域上。
35.请参阅图4,所述一种用于硬脆透明材料的激光辅助微细钻削方法步骤为:
36.步骤一,装夹聚晶金刚石微钻,将硬脆透明工件放置于工作台上固定。
37.步骤二,装配皮秒激光器于夹持装置上,夹持装置固定于机床主轴,校准激光照射路径和射点,确保激光束落点为工件内部钻头下方的待加工区域。
38.步骤三,开启激光和机床主轴,激光器和钻头同步进行轴向进给,按照规划路径进行工件加工,利用激光束对钻头下方的待加工区域进行加热,实现激光辅助微细钻削加工。
39.通过本实施例提出的激光辅助微细钻削加工方法,使用0.5mm聚晶金刚石微钻加工的硬脆透明yag陶瓷微孔,所述皮秒激光器的脉冲宽度小于10ps,单脉冲能量100~200μj,重复频率100~300khz,所述聚晶金刚石微钻的旋转速度15000~30000r/min,请参阅图5,得到的孔口质量良好。
40.上述实施例仅用来进一步说明本发明的一种用于硬脆透明材料的激光辅助微细钻削装置与方法,但本发明并不局限于实施例,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均落入本发明技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1