折边复合大板、加工方法及含有其的吊顶与流程
1.本发明涉及装饰吊顶技术领域,尤其涉及一种安装时无需借助围框的折边复合大板及其加工方法。
背景技术:
2.装饰吊顶是现代装修中必不可少的一个组成部分,尤其在厨房和卫生间,存在诸多吊顶电器以及众多的布管和走线的安装场景。
3.目前,在装饰吊顶领域使用较多的有:整体石膏板吊顶、矿棉板吊顶、条扣吊顶(木质、pvc、铝质)、铝扣板吊顶等。其中,以铝扣板吊顶应用尤为广泛。传统的单层铝扣板产品如图1所示,其尺寸多以300为模数,一般最大尺寸可以做到600*1200,但是尺寸越大,所需的板材越厚,而且其平整度也越难保证。
4.随着消费者对吊顶的要求越来越高,用户普遍希望吊顶有更强的整体感,不希望出现过多的分割。于是铝基复合大板开始在吊顶中应运而生。铝基复合大板以铝蜂窝复合板为代表,具有比强度高、平整性好、保温隔音等优点,故而其安装和使用效果迅速获得了广大用户的认可。
5.如图2所示,铝蜂窝复合板一般由面板101、背板102和蜂窝芯103组成,蜂窝芯103设于面板101和背板102之间,且蜂窝芯103一侧通过第一粘接层104与面板101连接,蜂窝芯103另一侧通过第二粘接层105与背板102连接。其中,面板101、背板102和蜂窝芯103的材质均为铝。
6.铝基复合大板解决了用户端的美观度与整体性的问题,但是铝基复合大板的安装问题却一直缺乏一个有效的解决方案。在演变发展过程中,以下两种方案在实际应用中被较多采用:
7.(1)铝基复合大板围框方案
8.铝基复合大板围框方案,顾名思义,就是使用铝型材将铝基复合大板四面围框的方法。结合图3和图4,该方法的具体操作流程是:根据铝基复合大板201的尺寸,将四根特定截面的铝型材202两端均做45
°
切角,然后分别在铝基复合大板201的四条对应边围合,使用角码和螺钉将四角紧固,并沿四边以一定的间距将铝型材202与铝基复合大板201通过螺钉203再进行锁固,以得到(长宽尺寸)“放大版的单层铝扣板”的效果,然后沿用单层铝扣板的安装方式安装吊顶。
9.该方案的优点是可以最大程度沿用原来单层铝扣板的安装习惯,并基本通用单层铝扣板的安装辅材。但是其缺点也很明显:
10.a、四边需要围框,切围框需要预加工孔,并在现场做45
°
切角,对加工精度要求较高;
11.b、围框及角码需要锁定大量螺钉(按螺钉间距300计算,1200*2400的板材需要的螺钉量大约在40颗左右),安装效率低下;
12.c、安装后还是存在围框材料外露的情况,影响吊顶的整体美观。
13.(2)预折边铝基复合大板方案
14.为克服铝基复合大板围框方案安装效率低下的弊端,后来又出现了模仿单层铝扣板工艺的预折边铝基复合大板方案。该方法的具体操作流程是:先将面板模仿单层铝扣板的工艺成型(四周预折边),然后将面板背面布胶,并将按规定尺寸裁切的背板布胶,最后将面板和背板的布胶面分别与按规定尺寸裁切的蜂窝芯两侧粘合。
15.该方案的优点是省去了围框步骤,可以直接将加工后的铝基复合大板当成“放大版的单层铝扣板”使用。但是其生产时需要面板独立成型后布胶,背板按需剪裁后布胶,蜂窝芯也需单张拉伸后修整,总体来说,工艺较为复杂,成型效率低下,无法实现连续生产。所以,从根本上来说,预折边铝基复合大板方案只是将低下的效率从安装环节前移到了生产环节,还是限制了其大面积推广。
技术实现要素:
16.本技术实施例通过提供一种折边复合大板及其加工方法,解决了现有技术中复合大板生产或安装效率低下的技术问题,采用后折边微拉深工艺,可支持连续生产,生产和安装效率均较高,且安装拼接后无材料外露、也无孔洞,吊顶整体平整、美观。
17.本技术实施例提供了一种折边复合大板,包括面板、背板及设于所述面板与背板之间的芯层,其特征在于,所述面板包括
18.与所述背板相对设置的面板主体部分,及
19.设于所述面板主体部分外沿、与所述面板主体部分连接为一体的面板外圈部分;
20.所述面板外圈部分向所述背板方向折弯,形成折弯板;所述折弯板与所述背板角部配合处不高于所述背板;
21.所述面板主体部分角部平整无缺口。
22.优选地,所述背板角部、所述芯层角部及所述折弯板上各拐角处均倒圆角;所述折弯板的角部与所述芯层角部贴合,且不凸出于所述芯层的圆角外。
23.优选地,所述折边复合大板的至少一组对边的折弯板主体部分高于所述背板;
24.至少一组对边的折弯板高于所述背板的部分上设有用于定位卡合的防脱结构;
25.优选地,所述折弯板与所述面板主体部分成设定角度,通常为90
°
,也可以为45
°
、60
°
等,可以根据具体的需求进行设计。
26.优选地,所述折弯板与所述芯层断面的间距小于1.5mm。
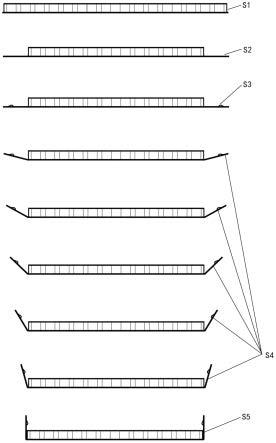
27.本技术实施例还提供了一种折边复合大板的加工方法,步骤为:
28.步骤s1:准备复合大板;
29.所述复合大板包括面板、背板和芯层,所述芯层设于所述面板、背板之间,且所述芯层一侧通过第一粘接层与所述面板连接,所述芯层另一侧通过第二粘接层与所述背板连接;
30.步骤s2:对复合大板边沿进行预加工处理;
31.将复合大板外圈边沿的背板、第一粘接层及芯层均去除,面板保留,用于折边;将所述复合大板外圈边沿保留的用于折边的面板定义为折弯板;
32.去除所述折弯板角部的在折边时会干涉的材料;
33.使保留的相邻两侧边折弯板的折弯线部分交叉,以在折弯时达到微拉深的效果,
使折弯后相邻侧边折弯板围合处的面板主体部分角部完整无缺口;
34.步骤s3:在所述折弯板上成型用于定位卡合的防脱结构;
35.步骤s4:将所述折弯板向复合大板的背板一侧折弯,折弯过程分解为若干步完成,折弯角度由小至大逐步成型;
36.步骤s5:复合大板各边沿的面板均折弯成型后,即得到折边复合大板,由于逐步成型过程的微拉深作用,所得的折边复合大板的面板主体部分角部平整无缺口。
37.优选地,所述步骤s1中,所述复合大板通过连续成型工艺生产而得。
38.优选地,所述步骤s2中,预加工处理时,
39.使所述折弯板角部位置的宽度不大于“芯层及背板的厚度之和”,从而使所述折弯板折弯后,角部位置不高于所述背板;
40.使复合大板至少一组对边的折弯板主体部分的宽度大于“芯层及背板的厚度之和”,从而使所述折弯板折弯后,至少一组对边的折弯板主体部分高于所述背板;
41.将背板拐角处和芯层拐角处加工出圆角,并在将折弯板去除干涉材料的地方各拐角处均加工出圆角;
42.所述折弯线与芯层断面的距离小于1.5mm。
43.优选地,所述步骤s3中,所述防脱结构设于所述折弯板折弯后高出所述背板的部分上。
44.本技术实施例还提供了一种吊顶,包括三角龙骨和上述的折边复合大板,相邻两块所述折边复合大板的折弯板贴合并插设于所述三角龙骨内,所述折弯板上的防脱结构卡止于所述三角龙骨内。
45.本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
46.1、本技术提供的折边复合大板加工方法,通过全新的工艺设计,可支持连续生产,提高了生产效率。
47.2、本技术提供的折边复合大板加工方法,通过折弯线部分交叉设计,结合每次仅弯折一个较小的角度的分步折弯成型工艺,使折弯成型时相互垂直的相邻两边的折弯线有一定的干涉量,这样在折弯时,利用铝材较好的延展性在角部形成一个微拉深的效果,使折弯后面板角部无缺口,提高了大板的平整度和美观性。
48.3、本技术提供的折边复合大板,安装方便,无需拼框,适合快速安装,提高了安装效率。
49.4、本技术提供的折边复合大板可用于装饰吊顶,还可在墙面等领域应用,应用范围广泛。
附图说明
50.图1为单层铝扣板产品结构示意图;
51.图2为铝蜂窝复合板产品结构示意图;
52.图3为单块围框后的铝基复合大板的结构示意图;
53.图4为图3中的局部放大图;
54.图5为本技术实施例中提供的折边复合大板加工方法的流程图;
55.图6为本技术实施例中铝基复合大板连续成型设备布置图;
56.图7为本技术实施例中铝基复合大板连续成型工艺流程图;
57.图8为本技术实施例中铝基复合大板预加工后的状态示意图;
58.图9为本技术实施例中铝基复合大板角部预处理后的局部放大轴视图;
59.图10为本技术实施例中铝基复合大板角部预处理后的局部放大俯视图;
60.图11为本技术实施例中折边复合大板成型后的整体结构示意图;
61.图12为本技术实施例中折边复合大板成型后的局部结构示意图;
62.图13为本技术实施例中折边复合大板成型后的局部放大图;
63.图14为常规折弯工艺折弯后的角部放大图;
64.图15为常规方法与本技术方法制备的折边复合大板拼接后角部缺口对比示意图;(a)常规方法,(b)本技术方法;
65.图16为本技术实施例制备的折边复合大板在吊顶上的应用示意图;
66.图17为折边复合大板的凸起卡止于三角龙骨内示意图。
具体实施方式
67.本技术实施例通过提供一种折边复合大板及其加工方法,解决了现有技术中复合大板生产或安装效率低下的技术问题。
68.本技术实施例中的技术方案为解决上述技术问题,总体思路如下:
69.采用后折边工艺,所谓后折边,是相对上述预折边铝基复合大板方案而言的,预折边方案是先将面板折边,然后再与蜂窝芯及背板复合;而后折边工艺是在已完成复合的铝基复合大板的基础上进行后期加工与折边的工艺。
70.如此,在安装环节,可沿用单层铝扣板相同安装习惯;而在生产环节,直接使用成型好的铝基复合大板进行加工,可支持连续生产,提高了生产和安装的效率。
71.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
72.图5为本技术实施例中提供的折边复合大板加工方法的流程图,所述的复合大板加工方法包括如下步骤:
73.步骤s1:准备铝基复合大板,通常为矩形;
74.铝基复合大板通过连续成型工艺生产而得,图6为铝基复合大板连续成型设备布置图,图7为铝基复合大板连续成型工艺流程图。面板、背板、蜂窝芯、第一粘接层、第二粘接层分别卷设在对应的卷轴上,面板、背板为铝材,第一粘接层、第二粘接层为高分子热熔胶膜(流延膜)。面铝卷301、背铝卷302、蜂窝芯卷303、第一流延膜卷304、第二流延膜卷305分别以设定的速度转动放料,使面铝与第一流延膜预复合、背铝与第二流延膜预复合、蜂窝芯拉伸;然后使面铝、蜂窝芯、背铝热复合,流延膜熔融,使面铝、蜂窝芯、背铝连接为一体,经定型、冷却后,在面铝表面覆保护膜,最后经纵切、牵引、横切后收料。图6中,a~h分别表示:预复合段、复合段、冷却段、覆膜段、纵切段、牵引段、横切段、收料段。
75.步骤s2:对铝基复合大板进行预加工处理,具体操作如下:
76.通过机械加工的方法,将铝基复合大板外圈边沿的背板、第一粘接层及蜂窝芯均去除,面板保留,用于折边,边沿所保留的面板以下定义为折弯板501,如图8所示。与折弯板501粘接的流延膜也可保留。此处,附着于面板表面的保护膜应予保留,以起到面板表面防
护的作用。
77.结合图8,在与上述加工同一次装夹过程中,调整刀具,将折弯板501的四个角部去除一部分在折边及安装时可能会干涉的材料,如图8中p处所示。
78.在某一优选的实施方式中,在铝基复合大板的四个角部,将背板和蜂窝芯加工出圆角;并在将折弯板501去除干涉材料的地方同样加工出圆角,如图9中α处所示。这些圆角在不影响铝基复合大板强度和装饰面效果的前提下,可以防止刮手,能够有效减少安装时工作人员受伤的风险。
79.在某一优选的实施方式中,预加工处理时,使保留的相邻两侧边折弯板501的折弯线部分交叉,如图10中m处所示,以在折弯时达到微拉深的效果,使折弯后相邻侧边围合处的面板主体角部完整无缺口。
80.所述折弯线为面板上用于标记折弯位置的一条线。理论力学计算时,所述折弯线为位于折弯起始线与折弯终止线之间的中心面所在的轴线(材料在此面上不发生变形)。一般各向同性材料的中性面可近似取在厚度方向的中间,实际工况中,受各方面因素的影响,折弯线的位置一般需对理论值进行修正。
81.本实施例中,针对板厚在0.3~0.6cm之间的铝基复合大板,面板表面还有一层保护胶膜的情况下,取折弯线与蜂窝芯断面的距离小于1.5mm。
82.在某一优选的实施方式中,在将折弯板501的四个角部去除干涉材料时,使保留的相邻两侧边折弯板的宽度方向边沿401、402与各自的折弯线成锐角,且相邻两侧边折弯板的边沿导圆角衔接。以避免蜂窝芯预加工圆角后,折弯板的边沿露出尖角(容易对安装人员造成伤害)。
83.在某一优选的实施方式中,在将折弯板501的四个角部去除干涉材料时,使折弯板角部位置的宽度略低于铝基复合大板的厚度,从而使折弯板501折弯后,其长度方向边沿403不高于背板,以避免在安装时与龙骨产生干涉。
84.所述“边沿不高于背板”这一段折弯板的长度通常为15~50mm。
85.步骤s3:在预处理后的铝基复合大板边沿的面板(折弯板501)上加工防脱结构,用于面板与三角龙骨安装后起防脱作用。
86.在某一优选的实施方式中,所述防脱结构为凸起,通过在面板上直接压制成型。
87.在某一可选的实施方式中,在铝基复合大板四边边沿的面板上均成型防脱凸起。
88.在多数情况下,折边复合大板会有一组边的折弯边宽度要求不超过复合大板的厚度(尤其是长度与宽度的比值较大的复合大板的短边),该情况下的折边原理同上,其区别在于短边无需成型防脱凸起结构。
89.步骤s4:将预处理后的铝基复合大板边沿的面板(折弯板)向背板一侧折弯,如图5所示,折弯过程可分解为若干步完成,每次弯折一个较小的角度,折弯角度逐步成型,最终经整形得到所需的折弯角度,最常见的折弯角度为90
°
,即折弯后的边沿面板与主体面板呈90
°
垂直设置。
90.在某一优选的实施方式中,每一步弯折的角度不超过15
°
。
91.步骤s5:铝基复合大板四周边沿的面板均折弯成型后,即得到折边铝基复合大板成品,如图11所示。
92.结合图12,所述折边铝基复合大板包括面板101、背板102和蜂窝芯103,蜂窝芯103
设于面板101和背板102之间,且蜂窝芯103一侧通过第一粘接层与面板101连接,蜂窝芯103另一侧通过第二粘接层与背板102连接。其中,面板101、背板102和蜂窝芯103的材质均为铝。第一粘接层和第二粘接层的材质为高分子热熔胶膜。
93.面板101四周向背板方向折弯,形成折弯板501。折弯板501应尽可能贴近蜂窝芯断面,即折弯板501与蜂窝芯103断面的间距d应尽可能小,最好贴合。在某一优选的实施方式中,d<1.5mm。
94.折弯板501上设有若干用于与三角龙骨安装后起防脱作用的凸起502。
95.在某一可选的实施方式中,折弯板501与面板101主体垂直或接近垂直设置。
96.在某一优选的实施方式中,凸起502在折弯板501上等间距设置。
97.在某一优选的实施方式中,所述折边复合大板为矩形结构;在另一优选的实施方式中,所述折边复合大板为其它形状,包括但不限于三角形、五边形、六边形等。
98.在某一可选的实施方式中,所述折边复合大板仅部分折弯板上成型防脱凸起结构,剩余折弯板上无需成型防脱凸起结构(尤其是长度与宽度的比值较大的复合大板的短边无需成型防脱凸起结构)。
99.结合图13,所述折边复合大板的折弯板的角部与蜂窝芯贴合,且不凸出于蜂窝芯预加工的圆角外。角部位置的折弯板的上部边沿403略低于铝基复合大板的背板。
100.角部相邻两折弯板的边沿401、402形成v型结构,且v型结构的底部为弧形。所述折边复合大板的面板主体角部为完整的,无缺口,如图13中t处所示。
101.现有技术中,常规折弯工艺相邻两边的两条折弯线是不允许相交的,这样在折弯两条直角边的时候,其角部必定会出现一个边长不小于板材壁厚加折弯半径的矩形缺口,如图14中q处所示。这个缺口在四块板材拼接后,会在吊顶装饰面上留下面积为单个缺口4倍的一个孔洞600,如图15(a)所示。
102.而本实施例中,通过折弯线部分交叉设计,结合每次仅弯折一个较小的角度的分步折弯成型工艺,使折弯成型时相互垂直的相邻两边的折弯线有一定的干涉量,这样在折弯时,利用铝材较好的延展性在角部形成一个微拉深的效果,消除了此缺口,使折弯后面板主体角部为完整的。四块本实施例方法制成的折边复合大板700拼接后,中心m处无缺口,平整美观,如图15(b)所示。
103.本实施例制备的折边复合大板可用于吊顶。如图16和图17所示,所述吊顶包括三角龙骨801,相邻两块本实施例制备的折边复合大板的折弯板501贴合后插入三角龙骨801内,两折弯板501上凸起502卡止于三角龙骨801内。三角龙骨801通过吊件802与主龙骨803连接,主龙骨803吊装在天花板下。
104.四块本实施例方法制成的折边复合大板700拼接后,中心无缺口,平整美观。
105.本实施例制备的折边复合大板,除了可在装饰吊顶中应用,还可在墙面等领域应用,应用范围广泛。
106.应当理解的是,虽然在这里可能使用量术语“第一”、“第二”等等来描述各个单元,但是这些单元不应当受这些术语限制。使用这些术语仅仅是为了将一个单元与另一个单元进行区分。举例来说,在不背离示例性实施例的范围的情况下,第一单元可以被称为第二单元,并且类似地第二单元可以被称为第一单元。
107.在本说明书中提到或者可能提到的上、下、左、右、前、后、正面、背面、顶部、底部等
方位用语是相对于各附图中所示的构造进行定义的,它们是相对的概念,因此有可能会根据其所处不同位置、不同使用状态而进行相应地变化。所以,也不应当将这些或者其他的方位用语解释为限制性用语。
108.以上所述,仅为本技术的较佳实施例,并非对本技术任何形式上和实质上的限制,应当指出,对于本技术领域的普通技术人员,在不脱离本技术方法的前提下,还将可以做出若干改进和补充,这些改进和补充也应视为本技术的保护范围。凡熟悉本专业的技术人员,在不脱离本技术的精神和范围的情况下,当可利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本技术的等效实施例;同时,凡依据本技术的实质技术对上述实施例所作的任何等同变化的更动、修饰与演变,均仍属于本技术的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1