一种限位检测供料系统的制作方法
1.本发明涉及3d打印设备技术领域,尤其涉及一种限位检测供料系统。
背景技术:
2.光固化陶瓷3d打印机所使用的打印材料是经过事先调制的且具有一定的黏度的膏状物,在3d打印机工作时,每曝光一层就需要铺垫一层浆料,浆料预制在特定容器内,根据打印需求及时定量供料。
3.为实现自动供料,本领域技术人员提出一种利用驱动系统带动压板移动的方式进行供料,压板移动时直接与浆料接触以推动出料,上述方式存在的技术问题是清洗清理不方便,且驱动系统结构较为复杂。
4.为解决上述技术问题,本领域技术人员又提出一种气动挤压式供料方式,料筒上方进口与气动控制系统相连,料筒下方出口通过导管与料盒的进口相连,即加料系统利用气压输送浆料。上述方式由于使用时需要有气源,所以需要配备专门的供气系统,增加设备使用条件和成本,而且目前的供料系统的供料精度均较低。
技术实现要素:
5.为解决上述技术问题,本发明提供一种限位检测供料系统。为了对披露的实施例的一些方面有一个基本的理解,下面给出了简单的概括。该概括部分不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围。其唯一目的是用简单的形式呈现一些概念,以此作为后面的详细说明的序言。
6.本发明采用如下技术方案:
7.本发明提供一种限位检测供料系统,包括:贯穿式丝杆电机、控制模块以及检测器件组,所述检测器件组包括:机械限位开关、光电限位开关以及拉线位移传感器;
8.所述贯穿式丝杆电机的丝杆顶端与料桶内部活塞接触,且丝杆底端设置限位基准件,所述机械限位开关与所述光电限位开关设置于所述限位基准件的上下运动极限位置处,所述拉线位移传感器的拉绳与所述限位基准件连接;
9.所述控制模块接收所述检测器件组的信号并输出控制信号至所述贯穿式丝杆电机,以控制所述贯穿式丝杆电机的动作。
10.进一步的,所述的一种限位检测供料系统,还包括:圆柱形基座;所述贯穿式丝杆电机安装在所述圆柱形基座的底部,所述料桶安装在所述圆柱形基座的顶部,所述贯穿式丝杆电机的丝杆顶端穿过所述圆柱形基座后与所述料桶内部的活塞接触。
11.进一步的,所述贯穿式丝杆电机的丝杆顶端设置顶盖。
12.进一步的,所述的一种限位检测供料系统,还包括:转矩约束装置;所述转矩约束装置包括:限位支架及限位片,所述限位支架安装在所述圆柱形基座的底部,所述限位片设置在所述限位基准件的两侧,所述限位支架上开设长形镂空槽,所述限位片伸入所述长形镂空槽内。
13.进一步的,所述的一种限位检测供料系统,还包括:u型支架;所述u型支架设置在所述限位支架的底部,所述拉线位移传感器设置在所述u型支架上。
14.进一步的,所述u型支架与所述限位支架相接的一侧开设通孔,所述拉线位移传感器的拉绳穿过所述通孔后与所述限位基准件连接。
15.进一步的,所述料桶顶部设置盖板。
16.进一步的,所述圆柱形基座包括:安装顶板以及主体,所述主体上开设用于容纳所述料桶的空腔,所述安装顶板设置在所述主体的顶部。
17.本发明所带来的有益效果:本发明通过贯穿式丝杆电机、控制模块以及检测器件组配合使用,不仅实现自动、定量、连续的线性运动供料方式,而且还可对供料过程进行监控,一是可避免损坏设备,二是便于人员及时了解供料情况;实现定量供料,且保证供料精度;结构稳定,可靠性好。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
19.图1是3d打印机的结构示意图;
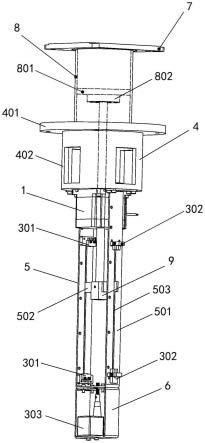
20.图2是本发明限位检测供料系统的外部结构示意图;
21.图3是本发明限位检测供料系统的内部结构示意图;
22.图4是本发明的控制原理图。
具体实施方式
23.下面结合附图对本发明实施例进行详细描述。应当明确,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
24.如图1所示,3d打印机工作时,供料装置101进行浆料供给,浆料被推送至打印平台102上,再通过刮料装置103的平移将浆料刮平,最后由光机系统104进行照射固化。
25.如图2-4所示,本发明提供一种限位检测供料系统,用于为3d打印机的打印平台进行供料,具体包括:贯穿式丝杆电机1、控制模块2、检测器件组3、圆柱形基座4、转矩约束装置5、u型支架6、盖板7、料桶8。
26.检测器件组3包括:机械限位开关301、光电限位开关302以及拉线位移传感器303。
27.圆柱形基座4用于承载供料系统中的其他结构,其与3d打印设备特定的台面固定,具体可以安装在打印平台的下方。贯穿式丝杆电机1安装在圆柱形基座4的底部,料桶8安装在圆柱形基座4的顶部,贯穿式丝杆电机1的丝杆顶端与料桶8内部的活塞801接触。
28.贯穿式丝杆电机1的特点是一根丝杆贯穿电机,电机为步进电机,可以按特定指令进行角度控制,也可以进行速度控制。丝杆带有t型螺纹,且具有一定的传动精度,电机工作时根据接收到的特定指令在电机内部把旋转运动转化为丝杆线性运动,精确实现丝杆的进/退。因此,当贯穿式丝杆电机1工作过程中,丝杆向上移动时将活塞801向上顶升,从而将
料桶8内的浆料挤出,实现供料。
29.贯穿式丝杆电机1的丝杆底端设置限位基准件9,限位基准件9一是用于轴向约束,二是作为一个参考物体以表征丝杆运动的方向、速度以及所达到的位置,进而可反映出活塞801运动的方向、速度以及所达到的位置。机械限位开关301与光电限位开关302设置于限位基准件9的上下运动极限位置处,即上下运动极限位置处均设置有一个机械限位开关301以及一个光电限位开关302,以对丝杆移动行程进行限位。
30.当料桶8内的浆料排空时,活塞801到达最顶端的位置处,此时限位基准件9到达最上端的运动极限位置处。当料桶8内的浆料装满时,活塞801到达最底端的位置处,此时限位基准件9到达最下端的运动极限位置处。当限位基准件9运行到上下运动极限位置处时,端部插入光电限位开关302,光电限位开关302发送信号至控制模块2,控制模块2输出控制信号至贯穿式丝杆电机1令其电机停止运动。机械限位开关301用于在光电限位开关302失效的情况下强行断电,即当光电限位开关302失效时,限位基准件9触碰机械限位开关301也可令电机停止运动,这样在工作过程中可有效保护机构,避免超出行程时造成设备损坏。
31.拉线位移传感器303,又称拉绳式位移传感器,拉线位移传感器的功能是把机械运动转换成可以计量、记录或传送的电信号。本实施例中,拉线位移传感器303的拉绳与限位基准件9连接,当丝杆上下移动时,拉线位移传感器303跟随生成特定的位移量,并将检测信号实时上传至控制模块2,从而可以实现实时测算丝杆的位置。拉线位移传感器303的设计可进一步增加电机丝杆的运动的精度,实时监控丝杆的位置。
32.在一些实施例中,可以设置显示装置,其与控制模块2的数据输出端连接,利用拉线位移传感器303在任意位置设定信号,从而显示料桶内的浆料余量。
33.控制模块2可以选用单独的控制器,也可由3d打印机的plc作为控制模块2实现数据的分析和控制信号的下发,控制模块2用于接收检测器件组3的信号并输出控制信号至贯穿式丝杆电机1,以控制贯穿式丝杆电机1的动作,同时控制显示装置显示相应的数据,即利用拉线位移传感器303的检测信号控制显示装置显示浆料余量。
34.圆柱形基座4包括:安装顶板401以及主体402。主体402上开设用于容纳料桶8的空腔,具体是料桶8的下半部分嵌置于主体402的内部,安装顶板401设置在主体402的顶部,贯穿式丝杆电机1的丝杆顶端穿过圆柱形基座4后与料桶内部的活塞801接触。安装顶板401其与3d打印设备特定的台面固定。上述结构设计使得整体供料系统可以稳定供料,且布置合理,体积小,不占用空间。
35.贯穿式丝杆电机1的丝杆顶端设置顶盖802。顶盖802与活塞801接触,从而保证可稳定的推动活塞801。料桶8顶部设置盖板7,料桶8底部放在圆柱形基座4上,顶部由盖板7压住,并且料桶孔口有弹性密封圈,防止浆料外溢。
36.贯穿式丝杆电机1做线性运动时,需要增加轴向约束,否则会发生扭转,因此本发明设计转矩约束装置5。转矩约束装置5包括:限位支架501及限位片502。
37.限位支架501通过螺栓安装在圆柱形基座4的底部,限位片502设置在限位基准件9的两侧,限位支架501上开设长形镂空槽503,限位片502伸入长形镂空槽503内。长形镂空槽503的槽宽与限位片502的厚度有公差配合要求,在丝杆上下运动时用于控制丝杆发生扭转,使其上下平稳运行。加装限位片502与限位支架501,两者形成一个反作力,从而达到力矩平衡,让丝杆只发生轴向位移而不发生旋转现像。
38.u型支架6设置在限位支架501的底部,拉线位移传感器303设置在u型支架6上。u型支架6与限位支架501相接的一侧开设通孔,拉线位移传感器303的拉绳穿过通孔后与限位基准件9连接。上述结构设计便于拉线位移传感器303进行检测。
39.工作时,贯穿式丝杆电机1上的顶盖802顶着内部活塞801运行特定位移,打印用的原材料随之挤出,交由其它功能部件带走,完成一次供料。当需下一次供料时,重复以上动作,直至打印工作结束。当丝杆运行至上极限位置处时,光电限位开关302发送信号至控制模块,料桶内材料用完,报警加料。
40.通过本发明的结构设计,在3d打印机给定的指令下,实现自动、定量、连续的线性运动,并加入检测器件组,有效防止运动破坏的同时实现对供料状态的实时监控,根据实际情况进行实时控制,实现实时可调的精确供料。机构整体结构简单可靠,易清洗,且实现小型化、精细化、模组化,满足全自动3d打印机的供料需求。
41.本发明实现连续供料,根据工件切片数量,实现连续多层供料;实现定量供料,不同工艺参数的层切厚度不同,单次供料量需求不一样,需要随层切厚度精确调整进给量。
42.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1