楼承板用材料及其制备方法与流程
1.本发明涉及楼承板领域,尤其涉及一种楼承板用材料制备方法。
背景技术:
2.楼承板用于支撑楼面,传统的楼承板采用钢结构,由于其质量重等特点造成施工困难,因此采用水泥纤维板作为楼承板,其质量轻、强度高,具有多重环保、保温隔热、隔音、呼吸调湿、防火、快速施工、降低墙体成本等优点,水泥纤维板是以硅质、钙质材料为主原料,配以天然增强纤维与辅助材料改性,经过制浆、抄取、加压、养护而成的一种新型建筑材料,水泥纤维板应用范围十分广泛,薄板可用于吊顶材料,可以穿孔作为吸音吊顶,作为楼承板的水泥纤维板的热传导率只有传统楼承板的三分之一,声波传导率为传统楼承板的四分之一,不仅具有更优异的属性,且更为节能环保,施工效率也更高。
3.中国专利cn105064603a公开了一种超轻质符合环保纤维板及其制备方法,具体的将上下两层阻燃木纤维层及设置于上下两层阻燃木纤维层之间的木纤维与膨胀珍珠岩混合层,有效减轻了高层建筑隔墙的承重量,增强了墙面的强度,抗冲击性、抗折性、握钉力等性能优良,并且具有隔热、防火、隔音、抗震、防止老化、便于二次墙面装饰装修饰面附着力强等一系列优点,但对如何调控原料的质量以保证楼承板的抗折强度暂未提及。
4.
技术实现要素:
5.为此,本发明提供一种楼承板用材料制备方法,可以解决无法根据楼承板抗折强度对制备过程中天然砂的空隙率、烘烤温度等调节以使楼承板的品质符合预设标准。
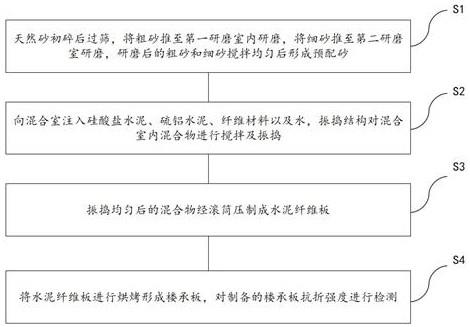
6.为实现上述目的,本发明提供一种楼承板用材料制备方法,包括:步骤s1,天然砂初碎后过筛,将粗砂推至第一研磨室内研磨,将细砂推至第二研磨室研磨,研磨后的粗砂及细砂搅拌均匀后形成预配砂,将空隙率符合预设标准的预配砂注入混合室,其中,中控单元对搅拌均匀的预配砂进行抽样检测,所述中控单元将空隙率不符合预设标准的预配砂中的粗砂和细砂的注入量进行调节;步骤s2,向混合室注入硅酸盐水泥、硫铝水泥、纤维材料以及水,振捣结构对混合室内混合物进行搅拌及振捣,在搅拌振捣过程中,所述中控单元通过调节混合室的温度以使混合室的含水量符合标准;步骤s3,振捣均匀后的混合物经滚筒压制成水泥纤维板;步骤s4,将水泥纤维板进行烘烤形成楼承板,对制备的楼承板抗折强度进行检测,若楼承板抗折强度不符合预设标准,所述中控单元对烘烤温度、预配砂的预设空隙率以及混合室内振捣频率进行调节,以使制备的楼承板抗折强度符合标准。
7.进一步地,在所述步骤s1中,所述中控单元预设空隙率k,中控单元将预配砂空隙率k与预设空隙率k相比较,对预配砂中的细砂注入量和粗砂注入量进行调节,其中,当k≤k1,所述中控单元判定当前预配砂空隙率不符合预设标准,中控单元提高粗
砂注入量,同时降低细砂注入量;当k1<k<k2,所述中控单元判定预配砂空隙率符合标准;当k≥k2,所述中控单元判定当前预配砂空隙率不符合预设标准,中控单元提高细砂注入量,同时降低粗砂注入量;其中,所述中控单元预设空隙率k,设定第一预设空隙率k1、第二预设空隙率k2。
8.进一步地,当所述中控单元对粗砂注入量进行调节时,中控单元将调节后粗砂注入量mc’与预设粗砂注入量标准值mc相比较,对所述第一研磨室的研磨效率进行调节,其中,当mc’≤mc1,所述中控单元判定降低所述第一研磨室的研磨效率;当mc1<mc’<mc2,所述中控单元判定不对第一研磨室的研磨效率进行调节;当mc’≥mc2,所述中控单元判定提高所述第一研磨室的研磨效率;其中,所述中控单元预设粗砂注入量标准值mc,设定第一预设粗砂注入量标准值mc1,第二预设粗砂注入量标准值mc2。
9.进一步地,所述第一研磨室包括控制所述第一研磨器转动速率的第一电机、以及控制第一研磨室转动速率的第二电机,其中,第一研磨器与第一研磨室相对转动,当中控单元判定对第一研磨室的研磨效率进行调节时,中控单元将调节后的研磨效率p1i与预设第一研磨室的研磨效率p10相比较,对第一研磨器的转动速率和第一研磨室的转动速率进行调节,其中,当p1i<p10,所述中控单元降低所述第一研磨器的转动速率,同时降低初碎压力;当p1i>p10,所述中控单元提高所述第一研磨器的转动速率,同时提高第一研磨室的转动速率;其中,i=1,2。
10.进一步地,当所述中控单元对细砂注入量进行调节时,中控单元根据细砂注入量对第二研磨室的研磨效率进行调节,其中,当mx’≤mx1,所述中控单元不对所述第二研磨室的研磨效率进行调节;当mx1<mx’<mx2,所述中控单元提高所述第二研磨室的研磨效率;当mx’≥mx2,所述中控单元提高第二研磨室的研磨效率,同时提高初碎压力;其中,所述中控单元预设细砂注入量mx,设定第一预设第二研磨室的研磨效率mx1,第二预设第二研磨室的研磨效率mx2。
11.进一步地,所述第二研磨室包括控制所述第二研磨器转动速率的第三电机、以及控制第二研磨室转动速率的第四电机,其中,第二研磨器与第二研磨室相对转动,所述中控单元预设第二研磨室研磨效率p2,中控单元获取调节后的第一研磨室研磨效率p2j与预设第二研磨室研磨效率相比较,对第二研磨器和第二研磨室的转动速率进行调节,其中,当p2j≤p21,所述中控单元判定降低第二研磨器的转动速率;当p21<p2j<p22,所述中控单元判定提高第二研磨器的转动速率;当p2j≥p22,所述中控单元判定提高第二研磨室的转动速率,同时提高初碎压力;其中,所述中控单元预设第二研磨室的研磨效率p2,设定第一预设第二研磨室的研磨效率p21,第二预设第二研磨室的研磨效率p22,j=1,2。
12.进一步地,在所述步骤s2中,所述中控单元根据混合室的含水量h对混合室的温度
以及混合室内的振捣机构振捣频率进行调节,其中,当h≤h1,所述中控单元判定混合室含水量符合标准,降低所述振捣机构的振捣频率,同时选取第一预设烘烤温度wh1作为步骤s4中烘烤温度;当h1<h<h2,所述中控单元判定混合室含水量符合标准,不对混合室内各参数进行调节,同时选取第二预设烘烤温度wh2作为步骤s4中烘烤温度;当h≥h2,所述中控单元提高混合室的温度,提高所述振捣机构的振捣频率,同时选取第二预设烘烤温度wh2作为步骤s4中烘烤温度;其中,所述中控单元预设含水量h,设定第一预设含水量h1,第二预设含水量h2,中控单元预设烘烤温度wh,设定第一预设烘烤温度wh1,第二预设烘烤温度wh2。
13.进一步地,在所述步骤s4中,所述中控单元获取楼承板抗折强度z与预设抗折强度z相比较,对烘烤温度进行调节,其中,当z≤z1,所述中控单元判定当前楼承板不符合预设标准,中控单元提高烘烤温度whq至whq1,设定whq1=whq
×
(1+1.5
×
(z1-z)/z1);当z1<z<z2,所述中控单元判定当前楼承板不符合预设标准,中控单元提高烘烤温度whq至whq1,设定whq2=whq
×
(1+(z-z1)
×
(z2-z)/(z1
×
z2));当z≥z2,所述中控单元判定当前楼承板符合预设标准,中控单元判定产出当前楼承板;其中,所述中控单元预设抗折强度z,设定第一预设抗折强度z1,第二预设抗折强度z2,q=1,2。
14.进一步地,所述中控单元获取楼承板抗折强度小于等于第一预设抗折强度,中控单元提高烘烤温度whq至whq1,设定whq1=whq
×
(1+1.5
×
(z1-z)/z1),所述中控单元获取楼承板抗折强度大于等于第二预设抗折强度,中控单元提高烘烤温度whq至whq1,设定whq2=whq
×
(1+(z-z1)
×
(z2-z)/(z1
×
z2))。
15.进一步地,所述中控单元预设烘烤温度标准值wh0,中控单元将调节后的烘烤温度与预设烘烤温度标准值相比较,对预配砂的预设空隙率以及混合室内振捣频率进行调节,其中,当whqe≤wh0,所述中控单元不对预配砂的预设空隙率以及混合室内振捣频率进行调节;当whqe>wh0,所述中控单元降低预配砂的预设空隙率kg至kg1,设定kg1=kg
×
(1-(whqe-wh0)/wh0),同时提高混合室内振捣频率。
16.其中,e=1,2。
17.与现有技术相比,本发明的有益效果在于,本发明采用预配后的天然砂、硅酸盐水泥、硫铝水泥、和纤维材料作为制备楼承板的主要原材料,并配以水制备水泥纤维板,其中,将天然砂替代传统的石英砂,采用钢纤维和聚丙烯纤维替代木浆制备用于楼承板的水泥纤维板更为环保,同时,本技术对天然砂中粗砂和细砂的比例进行调节以控制预配砂的空隙率、对预配砂、硅酸盐水泥、硫铝水泥及纤维材料振捣频率进行调节以控制混合物的均匀程度、和烘烤温度进行调节用以综合保证制备的楼承板抗折强度符合标准。
18.尤其,本发明将预设空隙率划分为明确的两个标准,中控单元将预配砂的空隙率与预设空隙率相比较,判定预配砂的空隙率是否符合标准,若预配砂的空隙率不符合标准,
中控单元通过调节预配砂中粗砂砂和细砂砂的注入量将空隙率调整至预设标准,其中,当中控单元获取预配砂小于等于第一预设空隙率,说明当前空隙率过低,为保持水泥纤维板各原料含量保持一定范围,避免稳定性和流动性不佳,影响产品质量,中控单元判定提高预配砂中粗砂注入量,同时降低预配砂中细砂注入量,当中控工单元获取预配砂的空隙率在第一预设空隙率和第二预设空隙率之间,说明当前预配砂的空隙率符合预设标准,当中控单元获取预配砂的空隙率大于等于第二预设空隙率,说明当前预配砂的空隙率过大,中控单元判定提高预配砂中细砂注入量,同时降低预配砂中粗砂注入量。
19.尤其,本发明设置有粗砂注入量标准值,中控单元将调节后的粗砂注入量与预设粗砂注入量标准值相比较,对制备粗砂的研磨效率进行调节,其中,当中控单元获取的粗砂注入量小于等于第一预设粗砂注入量标准值,中控单元判定降低第一研磨室的研磨效率,当中控单元获取的粗砂注入量大于等于第二预设粗砂注入量标准值,中控单元判定提高第一研磨室的研磨速率,以使粗砂供需保持一平衡。进而,本发明设置有特定的第一研磨室,通过对第一研磨室内研磨机构与研磨室的相对转动速率进行调节以控制第一研磨室的研磨效率,其中,当调节后的第一研磨室的研磨效率小于预设第一研磨室的研磨效率,中控单元判定降低第一研磨室内第一研磨器的转动速率以降低第一研磨室的研磨效率,同时降低初碎压力,避免初碎压力过大,导致天然砂初碎时尺寸过低,筛选时不均匀,当调节后的第一研磨室的研磨效率大于第一研磨室的研磨效率,中控单元同时提高第一研磨器和第一研磨室的转动速率以提高第一研磨室的研磨效率。
20.尤其,本发明对细砂注入量进行调节时,为将细砂注入与产出相匹配,中控单元将调节后的细砂注入量与预设细砂注入量标准值相比较,进而对第二研磨室的研磨效率进行调节,若细砂注入量小于等于第一预设细砂注入量,中控单元不对第二研磨室的研磨效率进行调节,若细砂注入量在第一预设细砂注入量和第二预设细砂注入量之间,为满足提高细砂注入量的产出效率,中控单元判定小幅度的提高第二研磨室的研磨效率,若细砂注入量大于等于第二预设细砂注入量,中控单元判定大幅度的提高第二研磨室的研磨效率以提高细砂产出效率,同时提高初碎压力,以使粉碎后天然砂的粒径更小,满足细砂的要求,更进一步,本发明设置有特定的第二研磨室以制备细砂,中控单元将调节后的第二研磨室的研磨效率与预设第二研磨室的研磨效率相比较,对第二研磨室和第二研磨器的转送速率进行调节,若调节后的第二研磨室研磨效率小于等于第一预设第二研磨室研磨效率,中控单元判定降低第二研磨器的转动速率,若调节后的第二研磨室的研磨效率在第一预设第二研磨室的研磨效率和第二预设第二研磨室的研磨效率之间,中控单元大幅度的提高第二研磨器的转动速率,若调节后的第二研磨室的研磨效率大于等于第二预设第二研磨室的研磨效率,中控单元判定当前已无法通过提高第二研磨器的转动速率以提高第二研磨室的研磨效率,因此中控单元提高第二研磨室的转动速率提高研磨效率,同时,提高初碎压力,以使粉碎的天然砂粒径趋小,提高细砂的产出效率,使之与注入量相匹配。
21.尤其,本发明根据步骤s2中混合室的含水量与预设含水量相比较,对混合室的温度和振捣频率进行调节,以将混合室的含水量调节至预设标准,同时根据含水量范围选取最佳的烘烤温度为步骤s4中的烘烤温度,其中,中控单元获取混合物的含水量小于等于第一预设含水量,说明当前混合物含水量较低,中控单元降低振捣频率避免含水量持续下降,同时选取较小的烘烤温度作为步骤s4的烘烤温度以避免制备的楼承板过脆,降低抗折强
度,混合物的含水量在第一预设含水量和第二预设含水量之间,当前混合物含水量符合标准,中控单元选取较高的烘烤温度作为步骤s4的烘烤温度,以保证楼承板的抗折强度,而当混合物含水量大于等于第二预设含水量,中控单元提高混合室的温度和振捣频率以将混合物的含水量调节至预设标准,同时选取第二预设烘烤温度作为步骤s4的烘烤温度。
22.尤其,本发明设置有抗折强度,并将制备的楼承板抗折强度与预设抗折强度相比较,对不符合预设标准的楼承板制备过程中的相关参数进行调节,以使下一楼承板制备符合标准,其中,当楼承板抗折强度小于等于第一预设抗折强度,中控单元判定大幅度的提高烘烤温度,当楼承板抗折强度在第一预设抗折强度和第二预设抗折强度之间,中控单元判定小幅度的提高烘烤温度,以使下一制备的楼承板的抗折强度大于等于第二预设抗折强度,达到抗折强度的标准,进行产出,其中,当调节后的烘烤温度大于等于预设烘烤温度标准值,为避免烘烤温度超标,导致楼承板烘烤过脆,影响抗折强度,中控单元判定降低预配砂的预设空隙率以提高水泥纤维板的密度,同时提高混合室内的振捣频率以提高混合室内混合物的均匀度综合性的提高楼承板的抗折强度。
23.附图说明
24.图1为发明实施例预配砂制备装置结构示意图;图2为发明实施例混合室结构示意图;图3为发明实施例楼承板用材料制备方法示意图。
25.具体实施方式
26.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
27.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
28.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
30.请参阅图1所示,其为本发明实施例预配砂制备装置结构示意图,包括,初碎机构1,用于对天然砂进行初碎粉碎成待研磨的粗砂和细砂,所述初碎机构包括用于控制初碎压力的驱动件11、用于砸碎天然砂的夯板12、设置于夯板下方的第一筛网17以及设置于第一筛网下方用于支撑夯板对天然砂进行粉碎的支撑板16,所述支撑板为可
伸缩材质,便于第一筛网上的细砂落至第二筛网处,所述第一筛网上方还设置有第一推动器14,所述第一推动器用于将第一筛网上方的粗砂推至第一研磨室,所述支撑板下方还设置有第二筛网11,所述第二筛网上还设置有第二推动器15,所述第二推动器用于将第二筛网上的细砂推至第二研磨室,所述初碎机构中第一推动器上方还设置有第一进料口13,第一进料口用于向初碎机构注入天然砂,其中,第一筛网的孔径大于第二筛网的孔径;研磨机构2,用于对粗砂和细砂进行研磨,所述研磨机构包括用于研磨粗砂的第一研磨室22和用于研磨细砂的第二研磨室28,所述第一研磨室包括用于控制第一研磨室内第一研磨器25转动速率的第一电机24、控制第一研磨室转动速率的第二电机21,所述第一研磨室内还设置有若干第一研磨球23,所述第二研磨室包括用于控制第二研磨室内第二研磨机构27转动速率的第三电机26、控制第二研磨室转动速率的第四电机29,所述第二研磨室内还设置有若干第二研磨球,其中,第二研磨球的直径大于第一研磨球的直径。
31.使用过程中,天然砂经第一进料口注入初碎机构,驱动件控制夯板对置于第一筛网上的天然砂进行粉碎,支撑板收缩,实现粗砂和细砂的分离,粗砂在第一推动器的推动下推至第一研磨室,第一研磨室和第一研磨器相对转动,对粗砂进行研磨,细砂在第二推动器的推动下推至第二研磨室,第二研磨室和第二研磨器相对转动,对细砂进行研磨,研磨后的细砂和粗砂注入搅拌室3进行混合搅拌,以使粗砂和细砂分布均匀。
32.请参阅图2所示,其为本发明实施例混合室结构示意图,包括,混合室4顶部设置有第二进料口41,用于注入制备楼承板原材料,所述混合室内部设置有滑轨42,所述滑轨上设置有套环44以及控制套环运动的第五电机43,所述套环与振捣机构46相连接,振捣机构上设置有控制振捣机构振捣频率的第六电机45。
33.使用时,将预配砂、硫酸盐水泥、硫铝水泥、纤维材料以及水注入混合室,启动第五电机和第六电机,其中,第五电机带动套环沿滑轨运动同时第六电机带动振捣机构对混合物进行振捣,实现振捣的同时对混合物进行搅拌。
34.请参阅图3所示,其为本发明实施例楼承板用材料制备方法示意图,包括,步骤s1,天然砂初碎后过筛,将粗砂推至第一研磨室内研磨,将细砂推至第二研磨室研磨,研磨后的粗砂及细砂搅拌均匀后形成预配砂,将空隙率符合预设标准的预配砂注入混合室,其中,中控单元对搅拌均匀的预配砂进行抽样检测,所述中控单元将空隙率不符合预设标准的预配砂中的粗砂和细砂的注入量进行调节;步骤s2,向混合室注入硅酸盐水泥、硫铝水泥以及纤维材料,振捣结构向对混合室内混合物进行搅拌及振捣,在搅拌振捣过程中,所述中控单元通过调节混合室的温度以使混合室的含水量符合标准;步骤s3,振捣均匀后的混合物经滚筒压制成水泥纤维板;步骤s4,将水泥纤维板进行烘烤形成楼承板,对制备的楼承板抗折强度进行检测,若楼承板抗折强度不符合预设标准,所述中控单元对烘烤温度、预配砂的预设空隙率以及混合室内振捣频率进行调节,以使制备的楼承板抗折强度符合标准。
35.具体而言,本发明采用预配后的天然砂、硅酸盐水泥、硫铝水泥、和纤维材料作为制备楼承板的主要原材料,并配以水制备水泥纤维板,其中,将天然砂替代传统的石英砂,采用钢纤维和聚丙烯纤维替代木浆制备用于楼承板的水泥纤维板更为环保,同时,本技术对天然砂中粗砂和细砂的比例进行调节以控制预配砂的空隙率、对预配砂、硅酸盐水泥、硫
铝水泥及纤维材料振捣频率进行调节以控制混合物的均匀程度、和烘烤温度进行调节用以综合保证制备的楼承板抗折强度符合标准。
36.具体而言,本发明实施例中预配砂10-15%、硫酸盐水泥15%-25%、硫铝水泥5%-10%、纤维材料15%-25%,水为25%-30%,其中,纤维材料可以是钢纤维或聚丙烯纤维中的一种或多种,同时,根据待制备的楼承板的使用要求向原材料中加入外加剂,所述外加剂可以是防开裂剂、早强剂、防水剂其中的一种或多种。
37.其中,在所述步骤s1中,所述中控单元预设空隙率k,中控单元将预配砂空隙率k与预设空隙率k相比较,对预配砂中的细砂注入量和粗砂注入量进行调节,其中,当k≤k1,所述中控单元判定当前预配砂空隙率不符合预设标准,中控单元提高粗砂注入量mc至mc1,设定mc1=mc
×
(1+0.7
×
(k1-k)/k1),同时降低细砂注入量mx至mx1,设定mx1=mx
×
(1-0.3
×
(k1-k)/k1);当k1<k<k2,所述中控单元判定预配砂空隙率符合标准;当k≥k2,所述中控单元判定当前预配砂空隙率不符合预设标准,中控单元提高细砂注入量mx至mx2,设定mx2=mx
×
(1+0.3
×
(k-k2)/k2),同时降低粗砂注入量mc至mc2,设定mc2=mc
×
(1-0.7
×
(k-k2)/k2);其中,所述中控单元预设空隙率k,设定第一预设空隙率k1、第二预设空隙率k2。
38.具体而言,本发明实施例对预配砂的空隙率获取方法不作限定,只要其能够获取细砂和粗砂搅拌匀均匀后的预配砂的空隙率即可,本发明实施例提供一种优选的实施例,将预配砂注满检测室内,向检测室注入水,直至注满检测室,预配砂的空隙率为水的体积与检测室体积的比值。
39.具体而言,本发明实施例对预设空隙率不作限定,只要其能够对天然砂细砂和粗砂的级配进行评价即可,本发明实施例提供一种优选的实施例,即空隙率为30-45%,第一预设空隙率30%-35%,第二预设空隙率40-45%。
40.其中,本发明将预设空隙率划分为明确的两个标准,中控单元将预配砂的空隙率与预设空隙率相比较,判定预配砂的空隙率是否符合标准,若预配砂的空隙率不符合标准,中控单元通过调节预配砂中粗砂砂和细砂砂的注入量将空隙率调整至预设标准,其中,当中控单元获取预配砂小于等于第一预设空隙率,说明当前空隙率过低,为保持水泥纤维板各原料含量保持一定范围,避免稳定性和流动性不佳,影响产品质量,中控单元判定提高预配砂中粗砂注入量,同时降低预配砂中细砂注入量,当中控工单元获取预配砂的空隙率在第一预设空隙率和第二预设空隙率之间,说明当前预配砂的空隙率符合预设标准,当中控单元获取预配砂的空隙率大于等于第二预设空隙率,说明当前预配砂的空隙率过大,中控单元判定提高预配砂中细砂注入量,同时降低预配砂中粗砂注入量。
41.具体而言,当所述中控单元对粗砂注入量进行调节时,中控单元将调节后粗砂注入量mc’与预设粗砂注入量标准值mc相比较,对所述第一研磨室的研磨效率进行调节,其中,当mc’≤mc1,所述中控单元判定降低所述第一研磨室的研磨效率p1至p11,设定p11=p1
×
(1-(mc1-mc’)/mc1);当mc1<mc’<mc2,所述中控单元判定不对第一研磨室的研磨效率进行调节;当mc’≥mc2,所述中控单元判定提高所述第一研磨室的研磨效率p1至p12,设定
p12=p1
×
(1+(mc
’‑
mc2)/mc2);其中,所述中控单元预设粗砂注入量标准值mc,设定第一预设粗砂注入量标准值mc1,第二预设粗砂注入量标准值mc2。
42.具体而言,所述第一研磨室包括控制所述第一研磨器转动速率的第一电机、以及控制第一研磨室转动速率的第二电机,其中,第一研磨器与第一研磨室相对转动,当中控单元判定对第一研磨室的研磨效率进行调节时,中控单元将调节后的研磨效率p1i与预设第一研磨室的研磨效率p10相比较,对第一研磨器的转动速率和第一研磨室的转动速率进行调节,其中,当p1i<p10,所述中控单元降低所述第一研磨器的转动速率vy1至vy11,设定vy11=vy1
×
(1-(p10-p1i)/p10),同时降低初碎压力fc至fc1,设定fc1=vy1
×
(1-1.2
×
(p10-p1i)/p10);当p1i>p10,所述中控单元提高所述第一研磨器的转动速率vy1至vy12,设定vy12=vy1
×
(1+(p1i-p10)/p10),同时提高第一研磨室的转动速率vs1至vs11,设定vs11=vs1
×
(1+(p1i-p10)/p10);其中,i=1,2。
43.具体而言,本发明设置有粗砂注入量标准值,中控单元将调节后的粗砂注入量与预设粗砂注入量标准值相比较,对制备粗砂的研磨效率进行调节,其中,当中控单元获取的粗砂注入量小于等于第一预设粗砂注入量标准值,中控单元判定降低第一研磨室的研磨效率,当中控单元获取的粗砂注入量大于等于第二预设粗砂注入量标准值,中控单元判定提高第一研磨室的研磨速率,以使粗砂供需保持一平衡。进而,本发明设置有特定的第一研磨室,通过对第一研磨室内研磨机构与研磨室的相对转动速率进行调节以控制第一研磨室的研磨效率,其中,当调节后的第一研磨室的研磨效率小于预设第一研磨室的研磨效率,中控单元判定降低第一研磨室内第一研磨器的转动速率以降低第一研磨室的研磨效率,同时降低初碎压力,避免初碎压力过大,导致天然砂初碎时尺寸过低,筛选时不均匀,当调节后的第一研磨室的研磨效率大于第一研磨室的研磨效率,中控单元同时提高第一研磨器和第一研磨室的转动速率以提高第一研磨室的研磨效率。
44.其中,当所述中控单元对细砂注入量进行调节时,中控单元根据细砂注入量对第二研磨室的研磨效率进行调节,其中,当mx’≤mx1,所述中控单元不对所述第二研磨室的研磨效率进行调节;当mx1<mx’<mx2,所述中控单元提高所述第二研磨室的研磨效率p2至p21,设定p21=p2
×
(1+0.85
×
(mx
’‑
mx1)
×
(mx2-mx’)/(mx1
×
mx2));当mx’≥mx2,所述中控单元提高第二研磨室的研磨效率p2至p22,设定p22=p2
×
(1+1.35
×
(mx
’‑
mx2)/mx2),同时提高初碎压力fc至fc2,设定fc2=fc
×
(1+(mx
’‑
mx2)/mx2);其中,所述中控单元预设细砂注入量mx,设定第一预设第二研磨室的研磨效率mx1,第二预设第二研磨室的研磨效率mx2。
45.具体而言,所述第二研磨室包括控制所述第二研磨器转动速率的第三电机、以及控制第二研磨室转动速率的第四电机,其中,第二研磨器与第二研磨室相对转动,所述中控单元预设第二研磨室研磨效率p2,中控单元获取调节后的第一研磨室研磨效率p2j与预设第二研磨室研磨效率相比较,对第二研磨器和第二研磨室的转动速率进行调节,其中,
当p2j≤p21,所述中控单元判定将第二研磨器的转动速率vy2降低至vy21,设定v21=vy2
×
(1-(p21-p2j)/p21);当p21<p2j<p22,所述中控单元判定将第二研磨器的转动速率vy2提高至vy22,设定vy22=vy2
×
(1+(p22-p2j)
×
(p2j-p21)/(p21
×
p22));当p2j≥p22,所述中控单元判定将第二研磨室的转动速率vs2提高至vs21,设定vs21=vs2
×
(1+(p2j-p22)/p22),同时提高初碎压力fc至fc3,设定fc3=fc2
×
(1+(p2j-p22)/p22);其中,所述中控单元预设第二研磨室的研磨效率p2,设定第一预设第二研磨室的研磨效率p21,第二预设第二研磨室的研磨效率p22,j=1,2。
46.具体而言,本发明对细砂注入量进行调节时,为将细砂注入与产出相匹配,中控单元将调节后的细砂注入量与预设细砂注入量标准值相比较,进而对第二研磨室的研磨效率进行调节,若细砂注入量小于等于第一预设细砂注入量,中控单元不对第二研磨室的研磨效率进行调节,若细砂注入量在第一预设细砂注入量和第二预设细砂注入量之间,为满足提高细砂注入量的产出效率,中控单元判定小幅度的提高第二研磨室的研磨效率,若细砂注入量大于等于第二预设细砂注入量,中控单元判定大幅度的提高第二研磨室的研磨效率以提高细砂产出效率,同时提高初碎压力,以使粉碎后天然砂的粒径更小,满足细砂的要求,更进一步,本发明设置有特定的第二研磨室以制备细砂,中控单元将调节后的第二研磨室的研磨效率与预设第二研磨室的研磨效率相比较,对第二研磨室和第二研磨器的转送速率进行调节,若调节后的第二研磨室研磨效率小于等于第一预设第二研磨室研磨效率,中控单元判定降低第二研磨器的转动速率,若调节后的第二研磨室的研磨效率在第一预设第二研磨室的研磨效率和第二预设第二研磨室的研磨效率之间,中控单元大幅度的提高第二研磨器的转动速率,若调节后的第二研磨室的研磨效率大于等于第二预设第二研磨室的研磨效率,中控单元判定当前已无法通过提高第二研磨器的转动速率以提高第二研磨室的研磨效率,因此中控单元提高第二研磨室的转动速率提高研磨效率,同时,提高初碎压力,以使粉碎的天然砂粒径趋小,提高细砂的产出效率,使之与注入量相匹配。
47.其中,在所述步骤s2中,所述中控单元根据混合室的含水量h对混合室的温度以及混合室内的振捣机构振捣频率进行调节,其中,当h≤h1,所述中控单元判定混合室含水量符合标准,降低所述振捣机构的振捣频率y至y1,设定y1=y
×
(1-(h1-h)/h1),同时选取第一预设烘烤温度wh1作为步骤s4中烘烤温度;当h1<h<h2,所述中控单元判定混合室含水量符合标准,不对混合室内各参数进行调节,同时选取第二预设烘烤温度wh2作为步骤s4中烘烤温度;当h≥h2,所述中控单元提高混合室的温度w至w1,设定w2=w
×
(1+(h-h2)/h2),提高所述振捣机构的振捣频率y至y2,设定y2=y
×
(1+(h-h2)/h2),同时选取第二预设烘烤温度wh2作为步骤s4中烘烤温度;其中,所述中控单元预设含水量h,设定第一预设含水量h1,第二预设含水量h2,中控单元预设烘烤温度wh,设定第一预设烘烤温度wh1,第二预设烘烤温度wh2。
48.具体而言,本发明根据步骤s2中混合室的含水量与预设含水量相比较,对混合室的温度和振捣频率进行调节,以将混合室的含水量调节至预设标准,同时根据含水量范围
选取最佳的烘烤温度为步骤s4中的烘烤温度,其中,中控单元获取混合物的含水量小于等于第一预设含水量,说明当前混合物含水量较低,中控单元降低振捣频率避免含水量持续下降,同时选取较小的烘烤温度作为步骤s4的烘烤温度以避免制备的楼承板过脆,降低抗折强度,混合物的含水量在第一预设含水量和第二预设含水量之间,当前混合物含水量符合标准,中控单元选取较高的烘烤温度作为步骤s4的烘烤温度,以保证楼承板的抗折强度,而当混合物含水量大于等于第二预设含水量,中控单元提高混合室的温度和振捣频率以将混合物的含水量调节至预设标准,同时选取第二预设烘烤温度作为步骤s4的烘烤温度。
49.其中,在所述步骤s4中,所述中控单元获取楼承板抗折强度z与预设抗折强度z相比较,对烘烤温度进行调节,其中,当z≤z1,所述中控单元判定当前楼承板不符合预设标准,中控单元提高烘烤温度whq至whq1,设定whq1=whq
×
(1+1.5
×
(z1-z)/z1);当z1<z<z2,所述中控单元判定当前楼承板不符合预设标准,中控单元提高烘烤温度whq至whq1,设定whq2=whq
×
(1+(z-z1)
×
(z2-z)/(z1
×
z2));当z≥z2,所述中控单元判定当前楼承板符合预设标准,中控单元判定产出当前楼承板;其中,所述中控单元预设抗折强度z,设定第一预设抗折强度z1,第二预设抗折强度z2,q=1,2。
50.具体而言,本发明实施例对楼承板的抗折强度不作限定,其需根据楼承板的使用用途进行具体设定,本发明实施例预设抗折强度80-120mpa,第一预设抗折强度80-100mpa,第二预设抗折强度100-120mpa。
51.所述中控单元预设烘烤温度标准值wh0,中控单元将调节后的烘烤温度与预设烘烤温度标准值相比较,对预配砂的预设空隙率以及混合室内振捣频率进行调节,其中,当whqe≤wh0,所述中控单元不对预配砂的预设空隙率以及混合室内振捣频率进行调节;当whqe>wh0,所述中控单元降低预配砂的预设空隙率kg至kg1,设定kg1=kg
×
(1-(whqe-wh0)/wh0),同时提高混合室内振捣频率yr至yr1,设定yr1=yr
×
(1+(whqe-wh0)/wh0)。
52.其中,e=1,2,r=1,2。
53.具体而言,本发明设置有抗折强度,并将制备的楼承板抗折强度与预设抗折强度相比较,对不符合预设标准的楼承板制备过程中的相关参数进行调节,以使下一楼承板制备符合标准,其中,当楼承板抗折强度小于等于第一预设抗折强度,中控单元判定大幅度的提高烘烤温度,当楼承板抗折强度在第一预设抗折强度和第二预设抗折强度之间,中控单元判定小幅度的提高烘烤温度,以使下一制备的楼承板的抗折强度大于等于第二预设抗折强度,达到抗折强度的标准,进行产出,其中,当调节后的烘烤温度大于等于预设烘烤温度标准值,为避免烘烤温度超标,导致楼承板烘烤过脆,影响抗折强度,中控单元判定降低预配砂的预设空隙率以提高水泥纤维板的密度,同时提高混合室内的振捣频率以提高混合室内混合物的均匀度综合性的提高楼承板的抗折强度。
54.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本
发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1