一种箱型钢结构、电渣焊接头及箱型钢结构的制造方法与流程
1.本发明属于建筑箱型钢结构制造技术领域,具体涉及到一种箱型钢结构、电渣焊接头及箱型钢结构的制造方法。
背景技术:
2.电渣焊是从上个世纪60年代开始应用于工业生产的熔化焊接方法,其应用最为广泛的行业为建筑钢结构领域内箱型梁、柱、桁架等构件的内部隔板与主体面板之间的连接。
3.在箱型结构进行焊接时,内隔板上装配衬条板产生的缺陷和装配箱型时的误差,将会造成后续电渣焊时的漏渣,漏渣会导致电渣焊过程中断,焊缝质量难以保证,对此在内隔板上装配电渣焊衬条板时要求衬板面与隔板、衬板面与壁板接触间隙缝要求较高,以防止电渣焊过程中的漏渣现象。
4.目前行业内电渣焊焊接时为了防止电渣焊熔池泄漏问题,大部分采用将电渣焊焊接夹板条校平之后再采用铣床铣平后使用的方式,此种方式不仅费时费力,影响电渣焊的焊接效率,同时此种方式无法解决由于箱型面板变形造成电渣焊焊缝漏液的情况。
技术实现要素:
5.本发明的目的是针对现有技术存在的问题,提供一种箱型钢结构、电渣焊接头及箱型钢结构的制造方法,该方案有着电渣焊合格率高、制造效率高、加工精度要求低的优点。
6.为实现上述目的,本发明采用的技术方案是:一种箱型钢结构,包括下翼缘板,所述下翼缘板的顶面设置有两块端板、两块腹板和若干个相互平行设置的隔板组件,两块端板和两块腹板围成矩形,所述隔板组件的左右两侧分别与腹板相接,所述隔板组件包括隔板和设于隔板上下两侧的夹板条,所述夹板条与下翼缘板的连接面、夹板条与盖板的连接面处均设置有玻璃纤维夹层,所述隔板组件与下翼缘板的连接处、隔板组件与盖板的连接处均形成有用于电渣焊的焊道,所述端板、腹板和隔板组件的顶面连接有盖板。
7.上述方案中,下翼缘板、两块端板、两块腹板和盖板组成箱型钢结构的外轮廓,箱型钢结构的内部设置若干个平行的隔板组件来对箱型钢结构进行分隔和加强,隔板组件的左右侧与腹板焊接,隔板组件上下侧的夹板条上设置玻璃纤维夹层来解决电渣焊夹板条及箱型面板不平问题,降低部件的生产精度要求,玻璃纤维夹层是耐高温的柔性夹层结构,能够对部件不平处进行填充,在焊接时防止漏渣,隔板组件的夹板条、隔板与下翼缘板或盖板的表面贴合时形成焊道用于焊接,端板、腹板和隔板组件的顶面与盖板间分别焊接固定。
8.进一步的,所述夹板条包含设于隔板前后两侧面的金属条。
9.金属条与隔板长度尺寸相等,金属条安装时超出隔板的上下表面,在隔板上下侧形成凹槽,用来组成焊道。
10.进一步的,所述焊道的横截面为矩形,所述腹板上开设有与焊道对应的焊接槽口。
11.焊道设置为矩形方便制造,焊接槽口与焊道连通,形状和位置相对应,安装盖板或
者下翼缘板后,方便于熔嘴管进入焊道进行一体焊接。
12.进一步的,所述腹板的内侧面的上下边缘处设置有垫板,所述腹板的上下边缘处设置有坡口斜面。
13.设置坡口斜面和垫板在焊接时形成全焊透焊缝,用于提高腹板与盖板或者下翼缘板处连接的强度。
14.进一步的,当隔板的厚度不超过32mm时,所述焊道的坡口尺寸不小于20mm且小于25mm。
15.坡口间隙的缩小,有利于提高电渣焊的合格率。
16.一种电渣焊接头,包括隔板、夹板条和安装板,夹板条包含设于隔板前后两侧面的金属条,所述金属条与安装板的侧面一连接,所述金属条与安装板的侧面一间设置有玻璃纤维夹层,所述隔板、安装板和夹板条之间形成有用于电渣焊的焊道。
17.隔板和夹板条间为固定连接,金属条与安装板的侧面一临时固定或者贴合,金属条与安装板的侧面一之间设置玻璃纤维夹层,玻璃纤维夹层可通过胶接与金属条或者安装板连接,玻璃纤维夹层能够对部件不平处进行填充,在对焊道进行焊接时防止漏渣。
18.一种如上述箱型钢结构的制造方法,包括如下步骤:
19.s1:将隔板组件、下翼缘板、端板和腹板进行组立,安装隔板组件时,在隔板组件与下翼缘板间设置玻璃纤维夹层,对隔板组件与腹板之间的焊缝进行焊接;
20.s2:在夹板条与盖板的连接面加设玻璃纤维夹层;
21.s3:组立盖板,将箱型转入电渣焊工序进行电渣焊焊接。
22.上述方案中,s1对隔板组件、下翼缘板、端板和腹板进行组立,由底面的下翼缘板作为底面基准对上部结构进行定位安装,在隔板组件与下翼缘板间设置玻璃纤维夹层,玻璃纤维夹层是耐高温的柔性夹层结构,能够对部件不平处进行填充,在焊接时防止漏渣,降低对部件制造、装配的精度要求,将隔板组件俯腹板间焊接固定;s2中,通过胶接方式将玻璃纤维夹层设在夹板条的顶面;s3中,将盖板组装定位在箱型钢结构的顶面,对焊道进行电渣焊,使隔板组件与盖板连接固定。
23.进一步的,s1中,在腹板的内侧面的上下边缘处点焊垫板,在所述腹板的上下边缘处切割坡口斜面。
24.采用点焊和切割方式加工,制造简单,效率高,设置垫板和坡口斜面,在对盖板和腹板进行焊接时形成全焊透焊缝,用于提高腹板与盖板或者下翼缘板处连接的强度。
25.进一步的,s1中,隔板组件与腹板焊接后,在腹板上切割与焊道对应的焊接槽口。
26.在焊接后切割焊接槽口,并进行打磨,焊接槽口与焊道的形状和位置对应,保证电渣焊通道光滑,提高焊接合格率。
27.进一步的,当隔板的厚度不超过32mm时,所述焊道的坡口尺寸不小于20mm且小于25mm,使用直径不小于16mm的电渣焊枪焊接。
28.针对隔板厚度不超过32mm时,现有操作规范中要求坡口间隙至少为25mm,但是按操作规范要求经常会出现熔池宽度不够,焊缝出现缺陷的问题,坡口尺寸调整为不小于20mm且小于25mm配合直径不小于16mm的电渣焊枪焊接,能够提高焊接合格率。
29.与现有技术相比,本发明的有益效果是:
30.1.提供通过在焊道处设置耐高温的柔性玻璃纤维夹层,能够对部件不平处进行填
充,在焊接时防止漏渣,提高了焊接合格率和产品质量;
31.2.通过在隔板组件和下翼缘板或盖板的连接面设置玻璃纤维夹层,降低对隔板组件、下翼缘板、盖板的加工和装配精度要求,简化了夹板条的校平、铣平的加工工序,提高了电渣焊的焊接效率;
32.3.通过对电渣焊焊道尺寸进行优化,提高了电渣焊的合格率,减少返工,提高生产效率。
附图说明
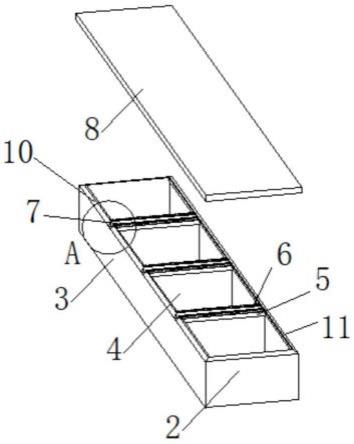
33.图1为本发明的实施例中的结构立体图;
34.图2为图1中a处的放大图;
35.图3为本发明的实施例中隔板组件的安装结构图;
36.图中:1、下翼缘板;2、端板;3、腹板;4、隔板;5、金属条;6、玻璃纤维夹层;7、焊道;8、盖板;9、焊接槽口;10、坡口斜面;11、垫板。
具体实施方式
37.下面将结合本发明中的附图,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动条件下所获得的所有其它实施例,都属于本发明保护的范围。在本发明的描述中,需要说明的是,术语前、后、左、右等指示方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造或操作,因此不能理解为对本发明的限制。
38.实施例1
39.如图1-3所示,一种箱型钢结构,包括下翼缘板1,所述下翼缘板1的顶面设置有两块端板2、两块腹板3和若干个相互平行设置的隔板4组件,两块端板2和两块腹板3围成矩形,所述隔板4组件的左右两侧分别与腹板3相接,所述隔板4组件包括隔板4和设于隔板4上下两侧的夹板条,所述夹板条与下翼缘板1的连接面、夹板条与盖板8的连接面处均设置有玻璃纤维夹层6,所述隔板4组件与下翼缘板1的连接处、隔板4组件与盖板8的连接处均形成有用于电渣焊的焊道7,所述端板2、腹板3和隔板4组件的顶面连接有盖板8。
40.上述方案中,下翼缘板1、两块端板2、两块腹板3和盖板8组成箱型钢结构的外轮廓,箱型钢结构的内部设置若干个平行的隔板4组件来对箱型钢结构进行分隔和加强,隔板4组件的左右侧与腹板3焊接,隔板4组件上下侧的夹板条上设置玻璃纤维夹层6来解决电渣焊夹板条及箱型面板不平问题,降低部件的生产精度要求,玻璃纤维夹层6是耐高温的柔性夹层结构,能够对部件不平处进行填充,在焊接时防止漏渣,隔板4组件的夹板条、隔板4与下翼缘板1或盖板8的表面贴合时形成焊道7用于焊接,端板2、腹板3和隔板4组件的顶面与盖板8间分别焊接固定。
41.进一步的,所述夹板条包含设于隔板4前后两侧面的金属条5。
42.金属条5与隔板4长度尺寸相等,金属条5安装时超出隔板4的上下表面,在隔板4上下侧形成凹槽,用来组成焊道7。
43.制造隔板4组件时,金属条5与隔板4间通过点焊固定。
44.进一步的,所述焊道7的横截面为矩形,所述腹板3上开设有与焊道7对应的焊接槽口9。
45.焊道7设置为矩形方便制造,焊接槽口9与焊道7连通,形状和位置相对应,安装盖板8或者下翼缘板1后,方便于熔嘴管进入焊道7进行一体焊接。
46.进一步的,所述腹板3的内侧面的上下边缘处设置有垫板11,所述腹板3的上下边缘处设置有坡口斜面10。
47.设置坡口斜面10和垫板11在焊接时形成全焊透焊缝,用于提高腹板3与盖板8或者下翼缘板1处连接的强度。
48.垫板11材质与腹板3材质相同。
49.进一步的,当隔板4的厚度不超过32mm时,所述焊道7的坡口尺寸不小于20mm且小于25mm。
50.坡口间隙的缩小,有利于提高电渣焊的合格率。
51.隔板4的厚度为25mm-29mm,优选为28mm,所述焊道7的坡口间隙为20mm-22mm,优选为20mm。
52.一种如上述箱型钢结构的制造方法,包括如下步骤:
53.s1:将隔板4组件、下翼缘板1、端板2和腹板3进行组立,安装隔板4组件时,在隔板4组件与下翼缘板1间设置玻璃纤维夹层6,对隔板4组件与腹板3之间的焊缝进行焊接;
54.s2:在夹板条与盖板8的连接面加设玻璃纤维夹层6;
55.s3:组立盖板8,将箱型转入电渣焊工序进行电渣焊焊接。
56.上述方案中,s1对隔板4组件、下翼缘板1、端板2和腹板3进行组立,由底面的下翼缘板1作为底面基准对上部结构进行定位安装,在隔板4组件与下翼缘板1间设置玻璃纤维夹层6,玻璃纤维夹层6是耐高温的柔性夹层结构,能够对部件不平处进行填充,在焊接时防止漏渣,降低对部件制造、装配的精度要求,将隔板4组件俯腹板3间焊接固定;s2中,通过胶接方式将玻璃纤维夹层6设在夹板条的顶面;s3中,将盖板8组装定位在箱型钢结构的顶面,对焊道7进行电渣焊,使隔板4组件与盖板8连接固定。
57.电渣焊焊接时选用型号为er50-6,φ1.6mm焊丝配hf-600电渣焊焊剂,将焊道转动到竖直方向焊接。玻璃纤维夹层6使用的玻璃纤维带厚度3mm宽度20mm,通过双面胶固定在夹板条与箱型面板的接触面上形成柔性夹层。
58.在安装隔板组件时,隔板组件下侧的夹板条与下翼缘板间焊接,端板2、腹板3和下翼缘板1的连接处均焊接。
59.进一步的,s1中,在腹板3的内侧面的上下边缘处点焊垫板11,在所述腹板3的上下边缘处切割坡口斜面10。
60.采用点焊和切割方式加工,制造简单,效率高,设置垫板11和坡口斜面10,在对盖板8和腹板3进行焊接时形成全焊透焊缝,用于提高腹板3与盖板8或者下翼缘板1处连接的强度。
61.进一步的,s1中,隔板4组件与腹板3焊接后,在腹板3上切割与焊道7对应的焊接槽口9。
62.在焊接后切割焊接槽口9,并进行打磨,焊接槽口9与焊道7的形状和位置对应,保
证电渣焊通道光滑,提高焊接合格率。
63.进一步的,当隔板4的厚度不超过32mm时,所述焊道7的坡口尺寸不小于20mm且小于25mm,使用直径不小于16mm的电渣焊枪焊接。
64.针对隔板4厚度不超过32mm时,现有操作规范中要求坡口间隙至少为25mm,但是按操作规范要求经常会出现熔池宽度不够,焊缝出现缺陷的问题,坡口尺寸调整为不小于20mm且小于25mm配合直径不小于16mm的电渣焊枪焊接,能够提高焊接合格率。
65.按照现有电渣焊焊道7设计规范当母材厚度不超过32mm时,坡口间隙最小为25mm,坡口间隙为隔板4与盖板8或者下翼缘板1间的距离,即电渣焊焊接时熔池最小宽度b为25mm,经过研究发现实际焊接过程中经常会出现熔池宽度不够的情况,导致电渣焊隔板4与箱型翼缘板之间无法融合,出现严重的焊缝质量缺陷。
66.电渣焊孔越大,电渣焊熔池也就越大,焊接上升速度就会越慢,其热源的热量越大。焊接时焊缝金属和近焊缝区在高温(1000℃以上),停留时间长,容易引起晶粒粗大,产生过热组织,造成焊接接头的冲击韧度降低,因此如何提高电渣焊在焊态时的接头冲击韧度是当前电渣焊技术发展过程中急需解决的问题。
67.电渣焊焊道7过大时通常将固定枪头通过电渣焊机摆弧机构使枪头横向摆动焊接以此来扩大单根焊丝所焊焊缝的宽度,达到加大熔池的效果,但是在实际焊接过程中由于无法直接对焊缝进行观察(只能通过黑玻璃间接观测),焊枪与箱型面板或电渣焊隔板4距离过近非常容易出现出现烧焊枪断弧情况,情况严重的甚至会导致焊枪及所焊工件直接报废。断弧之后二次起弧焊接,由于电渣焊焊缝属于隐蔽焊缝,断弧缺陷无法清除,夹渣未融合风险将进一步加大,导致电渣焊ut检测合格率极大降低。
68.将电渣焊焊道7改为20mm,采用常用直径为16mm电渣焊枪采用固定枪头焊接,经过一段时间试用,电渣焊合格率大幅度提升。电渣焊合格率由原来的80%提高到95%以上。
69.试验板材选用板厚25,长度600mm,材质q355c,焊接材料选用型号为er50-6,φ1.6mm焊丝配hf-600电渣焊焊剂。焊接机器选用常规熔嘴电渣焊机。
70.为了保证试验的准确性、客观性电渣焊试板的加工工艺、试验接头形式、焊接过程、焊接环境均与实际工程保持一致。
71.试件在ut、硬度、宏观腐蚀项目的检测性能均符合规范相关要求。
72.实施例2
73.本实施例的一种电渣焊接头,在实施例1的基础上进行进一步的优化:
74.一种电渣焊接头,包括隔板4、夹板条和安装板,夹板条包含设于隔板4前后两侧面的金属条5,所述金属条5与安装板的侧面一连接,所述金属条5与安装板的侧面一间设置有玻璃纤维夹层6,所述隔板4、安装板和夹板条之间形成有用于电渣焊的焊道7。
75.隔板4和夹板条间为固定连接,金属条5与安装板的侧面一临时固定或者贴合,金属条5与安装板的侧面一之间设置玻璃纤维夹层6,玻璃纤维夹层6可通过胶接与金属条5或者安装板连接,玻璃纤维夹层6能够对部件不平处进行填充,在对焊道7进行焊接时防止漏渣。
76.金属条5与安装板的侧面一点焊固定,玻璃纤维夹层6包含玻璃纤维带,玻璃纤维带使用双面胶贴合在金属条5上。
77.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1