一种喷淋件及具有该喷淋件的切割机的制作方法
1.本实用新型涉及芯片生产技术领域,特别涉及一种喷淋件及具有该喷淋件的切割机。
背景技术:
2.制备蓝宝石衬底流程主要包含为切割、研磨、抛光三大领域。其中切割领域最为关键,决定衬底切割片源初始的良率及品质。
3.一般通过切割机切割蓝宝石从而获得蓝宝石衬底,蓝宝石衬底切割的原理是通过切割机上的一根高速运动的金刚线带动附着在钢丝上的金刚石颗粒对蓝宝石进行磨削的过程,从而达到切割效果。在整个切割过程中,钢线通过导线轮的引导,在主线辊上形成一张线网,而切割蓝宝石是通过工作台的下降实现工件的切割。切割过程中,金刚线对蓝宝石切割产生大量的热量及磨削产生的废料,故在此过程中切割液起到降温、润滑、排屑的作用。
4.现有技术中的喷嘴一般为溢流式出液方式,通过水压将切割液直接从冷却管的缝隙中喷出,但由于缝隙较大,使得流出的水量较大,导致水流出的压力过小,从而切割液以水流的形式流出,使得无法实现切割液对蓝宝石衬底的喷淋效果,导致切割冷却不均匀,影响蓝宝石衬底的切割品质。
技术实现要素:
5.基于此,本实用新型的目的是提供一种喷淋件及含有该喷淋件的切割机,用于解决现有技术中无法实现切割液对蓝宝石衬底的喷淋效果,导致切割冷却不均匀,影响蓝宝石衬底的切割品质的技术问题。
6.本技术一方面提供一种喷淋件,包括传动结构以及分设于所述传动结构两侧的连接结构与雾化结构,所述雾化结构的一侧设有一开口,所述喷淋件设有喷淋管道,所述喷淋管道贯穿所述连接结构及所述传动结构后连通所述开口。
7.本技术另一方面提供一种切割机,包括冷却机构,所述冷却机构包括冷却管、设于所述冷却管上方的进液管道以及设于所述冷却管下方的多个喷嘴,所述喷嘴采用上述的喷淋件,所述进液管道通过所述冷却管连通所述喷淋件,所述喷淋件包括连接结构,所述连接结构连接所述冷却管,所述喷淋件设有喷淋管道,所述进液管道的横截面面积大于所述喷淋管道的横截面面积。
8.上述喷淋件及含有该喷淋件的切割机,通过设置喷淋件与冷却管连接以使切割液从喷淋件中喷出,避免了切割液直接从冷却管的缝隙中喷出的技术方案,具体地,喷淋管道贯穿连接结构及传动结构后连通开口,使得经喷淋管道进入到开口内的切割液,由于开口底部的阻挡,切割液与开口的底部撞击,从而将流体状的切割液散化为若干水滴状的切割液,便于切割液对蓝宝石衬底喷淋均匀,进一步地,进液管道的横截面面积大于喷淋管道的横截面面积,增大切割液通过喷淋管道时的喷淋压力,使得切割液在高压状态下撞击开口
的底部,从而将流体状的切割液进行雾化,通过雾化后的切割液喷淋蓝宝石衬底,进一步提升了切割液对蓝宝石衬底的喷淋效果,保证了蓝宝石衬底的切割品质。
9.进一步地,所述雾化结构包括连接盘、雾化座及连接臂,所述连接臂连接所述连接盘与所述雾化座、且与所述连接盘及所述雾化座围成所述开口,所述雾化座靠近所述连接盘的一侧设有一斜面,所述斜面朝远离所述连接臂的一侧倾斜。
10.进一步地,所述喷淋管道依次贯穿所述连接结构、所述传动结构及所述连接盘后连通所述开口。
11.进一步地,所述传动结构的横截面为正六边形,所述传动结构的横截面面积大于所述连接结构的横截面面积。
12.进一步地,所述连接结构的外侧壁上设有螺纹。
13.进一步地,所述喷淋管道设于所述连接结构的中心位置。
14.进一步地,所述连接盘和所述雾化座之间的间距最小值与所述喷淋件的高度值的比为1:6。
15.进一步地,斜面的倾斜角度为8~10
°
。
16.进一步地,所述喷淋件通过所述连接结构与所述冷却管可拆卸连接。
附图说明
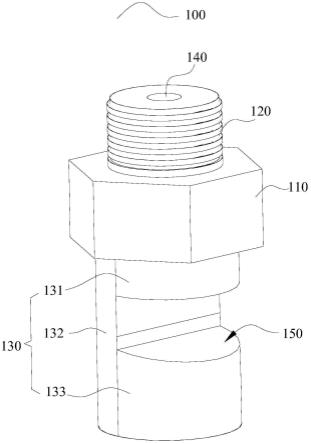
17.图1为本实用新型中喷淋件的三维结构示意图;
18.图2为图1的纵向剖面结构示意图;
19.图3为本实用新型中斜面倾斜角度示意图;
20.图4为本实用新型中切割机的三维结构示意图;
21.图5为图4中区域a的局部放大示意图;
22.图6为使用本实用新型中的喷淋件进行喷淋而切割得到的产品面型图;
23.图7为本实用新型中切割后量测warp值的堆积图对比示意图;
24.图8为本实用新型中切割后量测bow值的堆积图对比示意图;
25.图9为本实用新型中退火后衬底warp值的堆积图对比示意图;
26.图10为本实用新型中退火后衬底bow值的堆积图对比示意图。
27.主要元件符号说明:
28.喷淋件100传动结构110连接结构120雾化结构130连接盘131连接臂132雾化座133喷淋管道140斜面150开口160切割机200冷却管210
29.如下具体实施方式将结合上述附图进一步说明本实用新型。
具体实施方式
30.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的若干实施例。但是,本实用新型可以以许多不同的形式来实
现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
31.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
32.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
33.请参阅图1及图2,所示为本实用新型实施例中的喷淋件100,包括传动结构110以及分设于传动结构110两侧的连接结构120与雾化结构130,雾化结构130的一侧设有一开口160,具体的,雾化结构130包括连接盘131、雾化座133及连接臂132,连接臂132连接连接盘131与雾化座133、且与连接盘131及雾化座133围成开口160,雾化座133靠近连接盘131的一侧设有一斜面150,斜面150朝远离连接臂132的一侧倾斜,喷淋件100设有喷淋管道140,喷淋管道140贯穿连接结构120、传动结构110及连接盘131后连通开口160。
34.在实际工作时,喷淋液经喷淋管道140后与开口160的底部撞击,从而将流体装的喷淋液散化为水滴状的喷淋液,便于喷淋液喷淋,提供喷淋效果。作为一个具体示例,喷淋管道140可以为喷淋孔,在实际使用过程中,喷淋孔为一细小孔,喷淋孔的孔径与喷淋件100的高度比为1:10。进一步地,喷淋孔设计为细小孔,增大切割液通过喷淋管道140时的喷淋压力,使得喷淋液在高压环境下撞击雾化座133从而得以雾化,进一步提高喷淋效果,从而降低蓝宝石衬底切割过程中产生的多余热量,改善蓝宝石衬底的切割平坦度及面型,保证了蓝宝石衬底的切割品质。
35.在本实施例中,喷淋液在高压环境下撞击雾化座133从而得以雾化,雾化座133靠近连接盘131的一侧设有斜面150,即喷淋液在高压环境下撞击斜面150,而斜面150的不同朝向对喷淋液的喷淋方向具有引导作用,故本技术中的喷淋件100,可以通过调整斜面150的朝向,从而改变喷淋液的喷淋方向,获得所需的最佳喷淋方向,得到最佳雾化效果的同时,还能减少喷淋液的浪费。
36.传动结构110可以为外形为正六边形的结构,例如,六角螺母,将传动结构110设置为六角螺母状,便于装卸喷淋件100,提高实际操作的便利性。作为一个具体示例,传动结构110、连接结构120以及雾化结构130一体成型。
37.作为一个具体示例,喷淋管道140设于喷淋件100的中心位置,便于尽量减小开口160的横向尺寸,增大连接臂132的横截面面积,从而提高喷淋件100的结构强度。
38.在本实施例中,连接结构120的外侧壁上设有螺纹,使得连接结构120可以与对手件进行螺纹连接,便于喷淋件100的装卸,方便喷淋件100使用。
39.请参阅图3,为了使得喷淋件100具有较好的喷淋效果,需要合理设计连接盘131和雾化座133之间的间距。若连接盘131和雾化座133之间的间距过小,容易导致喷淋液的雾化效果不佳;若连接盘131和雾化座133之间的间距过大,不易控制喷淋液的雾化方向,容易造成喷淋液的浪费。在本技术中,连接盘131和雾化座133之间的间距最小值与喷淋件100的高
度值的比为1:6,斜面150的倾斜角度为8~10
°
。作为一个具体示例,连接盘131和雾化座133之间的间距最小值为100mm,斜面150的倾斜角度为9
°
。
40.请参阅图4及图5,本技术另一方面还提供一种切割机200,包括冷却机构,冷却机构包括冷却管210、设于冷却管210上方的进液管道以及设于冷却管210下方的多个喷嘴,喷嘴采用上述实施例中的喷淋件100,进液管道通过冷却管210连通喷淋件100,喷淋件100包括连接结构120,连接结构120连接冷却管210,喷淋件100通过连接结构120与冷却管210可拆卸连接,喷淋件100设有喷淋管道140,进液管道的横截面面积大于喷淋管道140的横截面面积。
41.综上,本实用新型上述实施例当中的喷淋件及含有该喷淋件的切割机,通过设置喷淋件与冷却管连接以使切割液从喷淋件中喷出,避免了切割液直接从冷却管的缝隙中喷出的技术方案,具体地,喷淋管道贯穿连接结构及传动结构后连通开口,使得经喷淋管道进入到开口内的切割液,由于开口底部的阻挡,切割液与开口的底部撞击,从而将流体状的切割液散化为若干水滴状的切割液,便于切割液对蓝宝石衬底喷淋均匀,进一步地,进液管道的横截面面积大于喷淋管道的横截面面积,增大切割液通过喷淋管道时的喷淋压力,使得切割液在高压状态下撞击开口的底部,从而将流体状的切割液进行雾化,通过雾化后的切割液喷淋蓝宝石衬底,进一步提升了切割液对蓝宝石衬底的喷淋效果,保证了蓝宝石衬底的切割品质,解决了现有技术中无法实现切割液对蓝宝石衬底的喷淋效果,导致切割冷却不均匀,影响蓝宝石衬底的切割品质的技术问题。
42.为了进一步验证本技术中的喷淋件的喷淋效果以及对蓝宝石衬底的切割品质的影响,以下结合蓝宝石衬底的切割效果对本技术中喷淋件的喷淋效果进行论证分析,具体如下:
43.如图6所示,为利用本技术中的喷淋件对切割时的蓝宝石衬底进行喷淋而得到的面型数据,有图中的a和b可得,对切割后的蓝宝石衬底进行面型分析,得到的蓝宝石衬底量产面型(a)与测试面型(b)无差异,平坦度warp数值相比量产降低6um。
44.由图7-图10可得,切割后量测warp均值相比正常降低3.49um,bow均值相比量产降低0.34um。退火后衬底warp数值相比正常低2.88um,bow值与量产无明显差异。
45.综上可得,采用本技术中的喷淋件对切割时的蓝宝石衬底进行喷淋,提升了切割液对蓝宝石衬底的喷淋效果,保证了蓝宝石衬底的切割品质,解决了现有技术中无法实现切割液对蓝宝石衬底的喷淋效果,导致切割冷却不均匀,影响蓝宝石衬底的切割品质的技术问题。在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
46.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1