一种混凝土预制构件生产线及其分区控制系统的制作方法
1.本实用新型涉及建筑物制造技术领域,具体涉及一种混凝土预制构件生产线及其分区控制系统。
背景技术:
2.预制混凝土简称pc(precast concrete)。pc构件一般分为:预制梁、预制柱、预制外承重墙板、内承重墙板、外挂墙板、预制楼板、预制叠合楼板、预制楼梯、预制内隔墙板、预制阳台板。
3.pc生产线(即混凝土预制构件生产线)涉及到多个设备,例如划线机、布料机、振动台、鱼雷罐、养护窑、堆垛机、翻转机、侧翻机、搅拌站等。目前,pc生产线各设备可以利用设备自身控制盒上的按钮进行控制,也可以通过中控室进行控制。当利用设备自身控制盒上的按钮进行控制时,操作人员位于哪个工位就只能操作哪个工位对应的设备,例如在布料工位只能操作布料机,如果想要操作横移车,就需要走动到横移的工位。由此可见,当需要操作多个工位对应的设备时,操作人员需要在工位之间穿插走动,安全性较低且效率低下。当通过中控室进行控制时,各工位的操作、调试和排故等需要在中控室进行,远离现场,非常不方便。
技术实现要素:
4.有鉴于此,本实用新型实施例提供了一种混凝土预制构件生产线及其分区控制系统,以解决在pc生成线中当设备采用控制盒上的按钮进行控制时存在安全性较低且效率低下的问题,当采用中控室进行控制时,远离现场不方便的问题。
5.根据第一方面,本实用新型实施例提供了一种混凝土预制构件生产线的分区控制系统,包括分区作业装置和分区控制器,所述分区作业装置包括多个设备,用于执行pc生产线同一作业区域中的作业及与所述作业相关的前后处理;所述分区控制器与所述多个设备电连接,用于控制所述多个设备进行工作。
6.结合第一方面,在第一方面第一实施方式中,所述作业区域为以下中的一个或多个:划线区域、布料区域、堆垛区域、翻转区域、下线区域。
7.结合第一方面第一实施方式,在第一方面第二实施方式中,所述作业区域为所述划线区域,所述分区控制器为划线控制器,所述分区作业装置为划线区域作业装置,所述划线区域作业装置包括设备:第一流转设备、划线设备、涂油设备。
8.结合第一方面第一实施方式,在第一方面第三实施方式中,所述作业区域为所述布料区域,所述分区控制器为布料控制器,所述分区作业装置为布料区域作业装置,所述布料区域作业装置包括以下设备:第二流转设备、布料设备、振捣设备。
9.结合第一方面第一实施方式,在第一方面第四实施方式中,所述作业区域为所述堆垛区域,所述分区控制器为堆垛控制器,所述分区作业装置为堆垛区域作业装置,所述堆垛区域作业装置包括以下设备:第三流转设备、堆垛设备、养护设备。
10.结合第一方面第一实施方式,在第一方面第五实施方式中,所述作业区域为所述翻转区域,所述分区控制器为翻转控制器,所述分区作业装置为翻转区域作业装置,所述翻转区域作业装置包括以下设备:第四流转设备、翻转设备、合模设备。
11.结合第一方面第一实施方式,在第一方面第六实施方式中,所述作业区域为所述下线区域,所述分区控制器为下线控制器,所述分区作业装置为下线区域作业装置,所述下线区域作业装置包括以下设备:第五流转设备、侧翻设备、堆垛设备。
12.结合第一方面,在第一方面第八实施方式中,所述分区控制器具备显示功能。
13.根据第二方面,本实用新型实施例还提供了一种混凝土预制构件生产线,包括:第一方面或第一方面任一实施方式所述的混凝土预制构件生产线的分区控制系统和中央控制器,所述中央控制器与所述分区控制器系统中的分区控制器电连接。
14.本实用新型实施例提供的混凝土预制构件生产线的分区控制系统,可以通过分区控制器控制分区作业装置进行工作,其中分区作业装置包括多个设备,可以执行pc生产线同一作业区域中的作业及与所述作业相关的前后处理,也就是说,利用分区控制器可以对某一作业区域中的作业及与所述作业相关的前后处理进行控制,由此可以利用一个控制器就能控制某一作业区域中的所有作业设备,可以避免操作人员当需要操作多个作业设备时进行的穿插走动,例如布料机和横移车为属于同一作业区域的不同设备,采用本实用新型实施例的分区控制系统,操作人员只需通过分区控制器就能同时控制布料机和横移车,而无需在布料机和横移车之间走动;同时由于分区控制器只控制某一作业区域作业及与所述作业相关的前后处理,相对于现有技术中的中控室而言,分区控制器可以放置在某一作业区域的操作现场,由此可以大大提高了操作便利性和用户体验。
15.本实用新型实施例提供的混凝土预制构件生产线,包括上述pc生产线的分区控制系统和中央控制器,中央控制器与所述分区控制器系统中的分区控制器电连接,由此中央控制器可以控制各分区控制器,各分区控制器中的信息还可以在中央控制器中进行交互,以使pc生产线控制系统完成复杂的操作。
附图说明
16.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
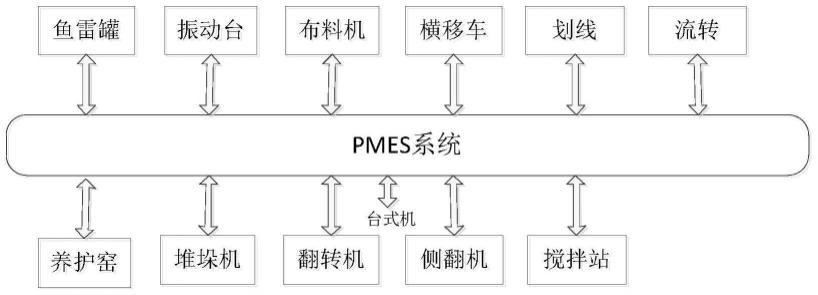
17.图1为现有技术中pc生产线点状控制方式示意图;
18.图2为本实用新型实施例pc生产线控制系统的结构示意图;
19.图3为本实用新型实施例pc生产线控制系统的控制方式示意图。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实
用新型保护的范围。
21.图1为现有技术中pc生产线点状控制方式示意图,如图1所示,现有的pc生产线点状控制方式为:流转、划线、横移车、布料机、振动台、鱼雷罐、养护窑、堆垛机、翻转机、侧翻机、搅拌站等均由位于中控室中的控制系统(例如pmes系统)进行控制。当采用图1的pc生产线点状控制方式进行控制时,各工位的调试和排故等也需要在中控室进行,远离现场,非常不方便。
22.具体的,在图1中,鱼雷罐是混凝土的一种运输工具。布料机是混凝土浇注布料设备,能够高效、优质生产出现待装配式建筑所需的各种预制构件。振动台的作用是将布料机摊铺在台车上模具内的混泥土振捣,充分保证混泥土内部结构密实,从而达到设计强度。横移车属于一种流转设备。养护窑用于pc板的静止养护。堆垛机用于模台(工作面)在养护窑中的堆垛。翻转机用于模台的翻转。侧翻机用于模台的侧翻。搅拌站用于混凝土的搅拌。
23.为了解决pc生成线中当设备采用控制盒上的按钮进行控制时存在安全性较低且效率低下的问题,当采用中控室进行控制时,远离现场不方便的问题,本实用新型实施例提供了一种pc生产线的分区控制系统,包括分区作业装置和分区控制器,所述分区作业装置包括多个设备用于执行混凝土预制构件生产线(pc生产线)同一作业区域中的作业及与所述作业相关的前后处理;所述分区控制器与所述多个设备电连接,用于控制所述多个设备进行工作。
24.具体的,所述作业区域为以下中的一个或多个:划线区域、布料区域、堆垛区域、翻转区域、下线区域。
25.一般情况下,所述pc生产线所述作业区域可以包括划线区域、布料区域和堆垛区域。进一步的,为了满足工艺复杂的一些构件(例如空腔构件)的制作要求,所述pc生产线所述作业区域还可以包括翻转区域。
26.具体的,当所述作业区域为所述划线区域时,所述分区控制器为划线控制器,所述分区作业装置为划线区域作业装置,所述划线区域作业装置包括以下设备:第一流转设备、划线设备、涂油设备。
27.也就是说,所述划线区域作业装置执行的作业包括:在第一模台上划线;所述划线区域作业装置执行的与所述作业相关的前后处理包括:对所述第一模台涂脱模剂、所述第一模台的流转。即pc生产线的分区控制系统可以为划线区域控制系统,具体的划线区域控制系统包括:划线区域作业装置和划线控制器。
28.也就是说,划线控制器中集成了划线、涂油、流转的控制程序,由此可以对划线及与划线相关的前后处理进行就近操作,同时由于划线中枢的控制器就位于划线区域,因此方便操作人员及时发现划线及与划线相关的前后处理工作过程中存在的异常情况,并进行及时处理。
29.进一步的,还可以在划线控制器中增加手动绘制划线功能,由此可以方便测试和调试校准精度。
30.当所述作业区域为所述布料区域时,所述分区控制器为布料控制器,所述分区作业装置为布料区域作业装置,所述布料区域作业装置包括以下设备:第二流转设备、布料设备、振捣设备。
31.也就是说,所述布料区域作业装置执行的作业包括:混凝土在第二模台中的布料;
所述布料区域作业装置执行的与所述作业相关的前后处理包括:所述混凝土的运转、所述混凝土在所述第二模台上的振捣、钢筋的绑扎、预埋件的放置。需要说明的是,在自动作业的情况下,与所述作业相关的前后处理才可以包括钢筋绑扎和/或预埋件的放置。即pc生产线的分区控制系统还可以为布料区域控制系统,具体的布料区域控制系统包括:布料区域作业装置和布料控制器。
32.也就是说,布料控制器中集成了流转、布料、振捣、叫料,由此可由1人对布料及与布料相关的前后处理进行操作,同时由于布料中枢的控制器就位于布料区域,因此方便操作人员及时发现布料及与布料相关的前后处理工作过程中存在的异常情况,并进行及时处理。进一步的,还可以在布料控制器中扩展视觉布料的接口和交互界面。
33.当所述作业区域为所述堆垛区域时,所述分区控制器为堆垛控制器,所述分区作业装置为堆垛区域作业装置,所述堆垛区域作业装置包括以下设备:第三流转设备、堆垛设备、养护设备。具体的,所述堆垛控制器可以集成在所述堆垛设备上,当然也可以不集成在所述堆垛设备上。
34.也就是说,所述堆垛区域作业装置执行的作业包括:第三模台的入窑、所述第三模台的出窑、所述第三模台的养护;所述堆垛区域作业装置执行的与所述作业相关的前后处理包括:所述第三模台的流转。即pc生产线的分区控制系统还可以为堆垛区域控制系统,具体的堆垛区域控制系统包括:堆垛区域作业装置和堆垛控制器。
35.也就是说,堆垛控制器中集成了流转、入窑、出窑、养护。具体的,可以通过堆垛机将模台送入养护窑或取出养护窑。堆垛控制器可以集成在堆垛机中,由此可以实现高效进出窑。进一步的,在堆垛控制器中还可以集成养护窑控制和温湿度曲线,由此可以不需要额外增加终端,可以实现养护窑的操作和监控。
36.当所述作业区域为所述翻转区域时,所述分区控制器为翻转控制器,所述分区作业装置为翻转区域作业装置,所述翻转区域作业装置包括以下设备:第四流转设备、翻转设备、合模设备。具体的,所述翻转控制器集成在所述翻转设备或所述合模设备上,当然也可以不集成在所述翻转设备或所述合模设备上。
37.也就是说,所述翻转区域作业装置执行的作业包括:第四模台的翻转、所述第四模台的合膜;所述翻转区域作业装置执行的与所述作业相关的前后处理包括:所述第四模台的流转。即pc生产线的分区控制系统还可以为翻转区域控制系统,具体的翻转区域控制系统包括:翻转区域作业装置和翻转控制器。
38.当所述作业区域为所述下线区域,所述分区控制器为下线控制器,所述分区作业装置为下线区域作业装置,所述下线区域作业装置包括以下设备:第五流转设备、侧翻设备、堆垛设备。
39.其中,第一流转设备、第二流转设备、第三流转设备、第四流转设备、第五流转设备可以相同也可以不同,示例的,可以为横移车。
40.在上述划线区域控制系统、布料区域控制系统、堆垛区域控制系统和翻转区域控制器系统的基础上,本实用新型实施例还提供了一种pc生产线控制系统。
41.具体的,pc生产线控制系统包括划线区域控制系统、布料区域控制系统、堆垛区域控制系统和翻转区域控制器中的至少一个和中央控制器,中央控制器与划线控制器、布料控制器、堆垛控制器和翻转控制器中的至少一个电连接。
42.图2为本实用新型实施例pc生产线控制系统的结构示意图,如图2所示,中央控制器与划线控制器、布料控制器、堆垛控制器、翻转控制器、下线控制器连接。
43.图3为本实用新型实施例pc生产线控制系统的控制方式示意图,如图3所示,pc生产线控制系统由中央控制器、划线区域控制系统(也可称为划线中枢)、布料区域控制系统(也可称为布料中枢)、堆垛区域控制系统(也可称为堆垛中枢)、翻转区域控制系统(也可称为翻转中枢)、下线区域控制系统(也可称为下线中枢)等组成。
44.具体的,如图3所示,在划线中枢中执行的作业包括:流转、划线和涂油(即涂脱模剂);在布料中枢中执行的作业包括:流转、叫料、运料、布料、振捣;在堆垛中枢执行的作业包括:流转、存模、取模、养护;在翻转中枢中执行的作业包括:流转、翻转、取模和合模;在下线中枢中执行的作业包括:流转、取模、侧翻和吊装。另外,在划线中枢中,划线控制器可以采用单独的设备(例如移动平板);在布料中枢中,布料控制器可以采用单独的设备(例如移动平板);在堆垛中枢中,堆垛控制器可以集成在堆垛区域作业装置中;在翻转中枢中,翻转控制器可以集成在翻转区域作业装置中。
45.在本实用新型实施例中,根据pc生产线的关键工序将pc生产线控制系统分为多个分区控制系统,具体可以分为划线区域控制系统、布料区域控制系统、堆垛区域控制系统、翻转区域控制系统和下线区域控制系统。将每个分区控制系统的控制集成至一个分区控制器中,利用分区控制器控制相应的分区作业装置进行作业,其中分区作业装置可以进行作业区域中的作业及与所述作业相关的前后处理。由此可以在分区控制系统中实现单人控制,成本更低;同时,分区控制器位于生产线工位,大大提高了操作便利性和用户体验。
46.本实用新型实施例提供的pc生产线的分区控制系统,可以通过分区控制器控制分区作业装置进行工作,其中分区作业装置可以执行pc生产线同一作业区域中的作业及与所述作业相关的前后处理,也就是说,利用分区控制器可以对某一作业区域中的作业及与所述作业相关的前后处理进行控制,由此可以利用一个控制器就能控制某一作业区域中的所有作业设备,可以避免操作人员当需要操作多个作业设备时进行的穿插走动,例如布料机和横移车为属于同一作业区域的不同设备,采用本实用新型实施例的分区控制系统,操作人员只需通过分区控制器就能同时控制布料机和横移车,而无需在布料机和横移车之间走动;同时由于分区控制器只控制某一作业区域作业及与所述作业相关的前后处理,相对于现有技术中的中控室而言,分区控制器可以放置在某一作业区域的操作现场,由此可以大大提高了操作便利性和用户体验。
47.本实用新型实施例提供的pc生产线控制系统,包括上述pc生产线的分区控制系统和中央控制器,中央控制器与所述分区控制器系统中的分区控制器电连接,由此中央控制器可以控制各分区控制器,各分区控制器中的信息还可以在中央控制器中进行交互,以使pc生产线控制系统完成复杂的操作。例如,空腔构件的合模需要对a板和b板进行操作,两块板位于两张不同模台上。其中a板是干构件,位于养护窑;b板是湿构件,从布料工位流转而来;翻转中枢读取数据库中a板b板关联信息,通过和堆垛中枢进行交互,控制堆垛机取出养护窑中a板,流转到翻转工位,实现和b板的合模操作。
48.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或
变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1