一种装配式钢结构框架的制作方法
1.本技术涉及钢结构框架领域,尤其是涉及一种装配式钢结构框架。
背景技术:
2.钢结构框架是厂房施工过程中常用的一种支撑结构,一般使用钢材进行焊接形成。
3.相关技术中,焊接导致的热量会使得钢材在焊缝位置发生偏移现象,从而导致焊接后的钢结构框架变形,为了减少变形的情况发生,在焊接框架过程中一般使用工装预先对正再进行焊接,对正时使用一对夹持工具将需要焊接的钢材进行夹持后对正,焊接后焊缝位置较为平整。
4.针对上述中的相关技术,发明人发现存在有以下缺陷:焊接过程中仍然会出现微小的移动,导致焊接后的框架需要进行后期的打磨等工艺进行整形才能投入使用,且打磨时间长,整个加工过程步骤多、耗时长,效率低下。
技术实现要素:
5.为了改善加工步骤多、耗时长的问题,本技术提供一种装配式钢结构框架。
6.第一方面,本技术提供的一种装配式钢结构框架采用如下的技术方案:
7.一种装配式钢结构框架,包括横梁和纵梁,横梁和纵梁之间通过螺栓连接;所述横梁的一端设有柱头和槽孔,所述横梁的另一端也设有柱头和槽孔,所述柱头的轴线平行于所述槽孔的轴线,且所述柱头适配所述槽孔,所述柱头上一侧开设有槽口,所述槽孔内有卡接组件,所述卡接组件卡接在所述槽孔内往复移动。
8.通过采用上述技术方案,柱头插入槽孔内,驱动卡接组件,槽孔内的卡接组件回缩回槽孔内,使得柱头顺利进入槽孔内,之后再驱动卡接组件,使得卡接组件和柱头上的槽口卡接,在插入后焊接过程中通过两个柱头相互的锁紧作用,使得即使在焊接过程中温度过高,钢材也不易出现位移,后续打磨工序耗时短,提升了框架整体的安装效率。
9.可选的,所述槽孔上开设通孔且所述通孔沿垂直于所述槽孔轴线方向布设,所述卡接组件设于所述通孔内;所述卡接组件包括手柄、转轴和凸台,所述转轴的一端穿过所述通孔螺纹连接所述凸台的一端,所述转轴的另一端连接所述手柄,所述凸台的另一端卡接在槽口内。
10.通过采用上述技术方案,当插入柱头时,拉动手柄使得手柄上的凸台沿通孔轴线方向回缩到通孔内,此时柱头插入槽孔内,松开手柄,凸台恢复原始状态,从通孔轴线方向延伸到槽孔内,并和插入槽孔内的柱头上的槽口相互卡接,完成装配,提高了横梁加工装配的效率。
11.可选的,所述转轴上套设有压簧,所述压簧一端抵接在所述通孔上,所述压簧的另一端抵接在所述凸台上。
12.通过采用上述技术方案,当拉动手柄使得凸台回缩回通孔内时,通过压簧的作用,
使得回缩过程稳定,当柱头插入槽孔内时,松开手柄,此时压簧回弹,使得凸台自动沿通孔轴线方向向外延伸,最终卡接在柱头的槽口上高了横梁加工装配的效率。
13.可选的,所述压簧和所述手柄之间设有垫块,所述垫块套设在转轴上,所述垫块的一端抵接所述横梁,所述垫块的另一端抵接所述手柄。
14.通过采用上述技术方案,当拉动手柄或者手柄通过压簧恢复原始状态时,手柄驱动时,和横梁之间抵贴垫块,降低了手柄的磨损,延长了手柄的使用寿命。
15.可选的,所述垫块包括橡胶套和铝套,所述铝套的轴线方向上开设有容置孔,所述橡胶套设于所述铝套的容置孔内,且所述橡胶套的端面高于所述铝套,所述橡胶套和所述铝套端面方向上开设有通槽,所述转轴依次穿过所述通槽、压簧,连接所述凸台。
16.通过采用上述技术方案,橡胶套抵接在手柄上,使得手柄在驱动时收到拉力的情况下,橡胶套发生弹性形变,从而降低了手柄的磨损,增加了手柄使用的寿命,由于橡胶套在收到压力时容易发生变形,因此在橡胶套上套设有铝套,使得橡胶套在铝套的保护下发生形变的效果不明显。
17.可选的,所述凸台的两端设有一对限位块,所述通孔内设有限位槽,所述限位块设于所述限位槽内,所述限位块在所述限位槽内往复移动。
18.通过采用上述技术方案,在凸台回缩恢复的过程中,限位块在限位槽内往复移动,并在限位槽的作用下使得限位块不脱离通孔。
19.可选的,所述手柄上开设有所述转轴插设的限制槽,所述转轴的一端铰接在所述限制槽内。
20.通过采用上述技术方案,手柄在驱动时可以转动,从而达到紧贴横梁的目的,使得手柄不容易被误碰导致手柄磨损和凸台和柱头卡接不紧密,提高了横梁加工装配的效率。
21.可选的,所述手柄包括把手,所述把手的一端设有偏心凸轮,所述偏心凸轮与所述转轴通过销固定。
22.通过采用上述技术方案,在加紧横梁卡接时,通过转动手柄使得手柄上偏心凸轮的销到横梁的距离增加,使得手柄紧贴横梁后不会由于晃动而脱离抵贴横梁,提高了横梁加工装配的效率。
23.综上所述,本技术包括以下至少一种有益效果:
24.1、柱头插入槽孔内,驱动卡接组件,槽孔内的卡接组件回缩回槽孔内,使得柱头顺利进入槽孔内,之后再驱动卡接组件,使得卡接组件和柱头上的槽口卡接,在插入后焊接过程中通过两个柱头相互的锁紧作用,使得即使在焊接过程中温度过高,钢材也不易出现位移,后续打磨工序耗时短,提升了框架整体的安装效率。
25.2、当插入柱头时,拉动手柄使得手柄上的凸台沿通孔轴线方向回缩到通孔内,此时柱头插入槽孔内,松开手柄,凸台恢复原始状态,从通孔轴线方向延伸到槽孔内,并和插入槽孔内的柱头上的槽口相互卡接,完成装配,提高了横梁加工装配的效率。
附图说明
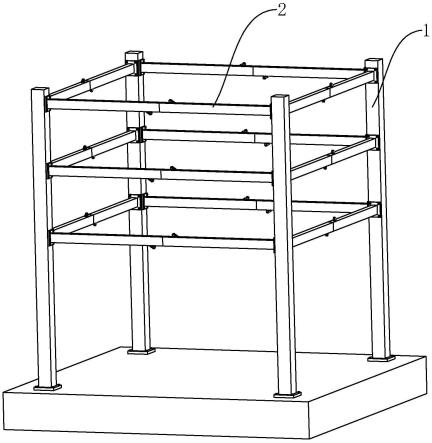
26.图1为本技术实施例中一种装配式钢结构框架结构示意图;
27.图2为本技术实施例中一种装配式钢结构框架内部结构示意图;
28.图3为图2中a处放大图;
29.图4为两个横梁插接时的结构示意图;
30.图中:1、纵梁;2、横梁;3、柱头;4、槽孔;5、卡接组件;51、手柄;511、把手;512、偏心凸轮;52、转轴;53、凸台;531、限位块;54、压簧;55、垫块;551、橡胶套;552、铝套;6、槽口。
具体实施方式
31.以下结合附图1-4对本技术作进一步详细说明。
32.本技术实施例公开一种装配式钢结构框架。参照图1和图2,一种装配式钢结构框架包括横梁2和纵梁1,与纵梁1连接的横梁2的一端通过螺钉与纵梁1连接,横梁2的另一端设有柱头3和槽孔4,其余若干横梁2一端设有柱头3和槽孔4,另一端也设有柱头3和槽孔4,柱头3的轴线和槽孔4的轴线平行,相邻横梁2之间通过柱头3和槽孔4的装配连接在一起。
33.参照图3和图4,图4中的箭头方向表示相邻两根横梁2的插接方向,横梁2的槽孔4上开设有通孔,通孔布设在沿垂直于槽孔4轴线的方向,卡接组件5设于通孔内,横梁2的柱头3上开设有槽口6,在横梁2与横梁2装配之前,所述卡接组件5在通孔的内部且一端顶出通孔进入槽孔4内,在装配横梁2时,拉紧卡接组件5,此时整个卡接组件5回缩到通孔内,一根横梁2的柱头3够插接到另一根横梁2的槽孔4内,此时松开卡接组件5,卡接组件5恢复原始状态,顶出通孔的一端进入柱头3上的槽口6内,使得横梁2与横梁2之间卡接,卡接完成后进行焊接,这样即使焊接过程中因高温变形,也能通过一对柱头3阻止两根横梁2之间的微小位移,从而使得在焊接过程中焊接的两根横梁2不易发生位移现象,使得焊缝位置更加精准且焊缝更加平整,减少后续打磨时间,提升了整体加工效率。
34.参照图3,卡接部件包括手柄51、转轴52和凸台53,转轴52的一端穿过通孔通过螺纹连接凸台53的另一端,转轴52的另一端连接在手柄51上,在凸台53的两端设有限位块531,通孔内设有限位槽,限位块531在限位槽内滑动。转轴52上套设有压簧54,压簧54的一端抵接在通孔内壁,压簧54的另一端抵接凸台53,在压簧54和手柄51之间还有设有垫块55,垫块55包括橡胶套551和铝套552,铝套552的轴线方向上开设有容置孔,橡胶套551设于铝套552的容置孔内,且橡胶套551的端面高于铝套552,橡胶套551述铝套552端面方向上开设有通槽,转轴52依次穿过通槽、压簧54,连接凸台53。手柄51上开设有转轴52插设的限制槽,转轴52的一端铰接在所限制槽内。所述手柄51包括把手511,所述把手511的一端设有偏心凸轮512,所述偏心凸轮512与所述转轴52通过销固定。
35.在横梁2与横梁2连接前,凸台53在压簧54的作用下,凸台53的一端顶出通孔,进入槽孔4内,此时手柄51把手511抵贴在横梁2的侧壁上,手柄51上偏心凸轮512从销到横梁2侧壁的长度较长。当需要将横梁2与横梁2之间进行装配时,首先转动手柄51的把手511,使得手柄51上的限制槽绕着转轴52转动到把手511的轴线方向和横梁2的侧壁垂直,手柄51上偏心凸轮512从销到横梁2侧壁的长度较短,此时再拉动把手511,凸台53在拉力的作用下回缩回通孔内,凸台53两端的限位块531在限位槽内移动,保证凸台53不会从通孔中滑落,这时将一根横梁2的柱头3插入另一根横梁2的槽孔4,完成后松开把手511,凸台53在压簧54的弹性下回弹回原始状态,凸台53的一端卡接到柱头3的槽口6内,完成装配,这时,横梁2和横梁2之间的柱头3、凸台53和横梁2内壁形成了两个三角形结构,稳定地支撑了两个横梁2。在转动把手511时,把手511上的偏心凸轮512抵接在垫块55的橡胶套551上,降低了偏心凸轮512的磨损,延长了手柄51的使用寿命,铝套552套设在橡胶套551内,在橡胶套551受到偏心凸
轮512的压力产生形变时,铝套552有效地保护了橡胶套551,使它在一定的范围内形变,延长了垫块55的使用寿命。在插入后焊接过程中通过两个柱头3相互的锁紧作用,使得即使在焊接过程中温度过高,通过柱头3和槽口6的卡接,钢材也不易出现微小的位移,使得焊缝位置更加精准焊缝更加平整,后续打磨工序耗时短,提升了框架整体的安装效率。
36.本技术在横梁2和横梁2装配时,通过转动手柄51,使得手柄51把手511的轴线和横梁2侧壁垂直,之后拉动手柄51把手511,手柄51把手511连接转轴52的一端,使得转轴52另一端连接的凸台53向通孔内回缩,之后一根横梁2上的柱头3顺利插入槽孔4,松开手柄51把手511,凸台53在压簧54的弹性作用下回弹,使得凸台53向槽孔4内移动,最终和柱头3上的槽口6卡接,完成横梁2与横梁2之间的装配。在插入后焊接过程中通过两个柱头3相互的锁紧作用,使得即使在焊接过程中温度过高,钢材也不易出现位移,后续打磨工序耗时短,提升了框架整体的安装效率。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1