自动打开或闭合石膏模具装置的制作方法
1.本实用新型涉及一种自动打开或闭合石膏模具装置。
背景技术:
2.现有的滚压式瓷具自动成型生产线中,泥块被输送至石膏模具中,滚压成型机的滚头将泥块压实在石膏模具内并且滚头对泥块进行滚压,泥块在滚头滚压下成型得到瓷具半成品(泥坯),接着将石膏模具进行烘干处理,待烘干结束后,需要拆开石膏模具取出瓷具半成品,进行下一步修洗坯体操作。
3.石膏模具是人工将石膏模具部件拼接成一个完整的石膏模具,然后利用胶带绑扎,防止石膏模具分离,利用人工方式进行组装石膏模具,成本较高,效率较低。
4.当需要拆开石膏模具取出瓷具半成品(泥坯)时,现有的方式是利用人工方式进行拆除石膏模具,成本较高,效率较低。
技术实现要素:
5.本实用新型的目的在于提供一种自动打开或闭合石膏模具的装置。
6.本实用新型的目的是这样实现的:
7.一种自动打开或闭合石膏模具装置,包括机架、转盘和石膏模具工作台,所述转盘以转动方式设置在机架上,所述石膏模具工作台间隔设置在转盘上;
8.所述石膏模具工作台包括底座、滑动装置、左承托板、右承托板和压紧组件,所述滑动装置设置在底座上,所述左承托板和右承托板连接滑动装置,滑动装置带动左承托板和右承托板相互远离或相互靠拢;
9.所述左承托板和右承托板上间隔设置有所述压紧组件,所述压紧组件和压紧组件之间围成石膏模具摆放区域,所述压紧组件朝石膏模具摆放区域设置有用于压紧石膏模具的压臂。
10.用户将多片石膏模具部件放置在石膏模具摆放区域,压紧组件压紧对应的石膏模具部件,避免石膏模具部件松动,当滑动装置带动左承托板和右承托板相互靠拢时,多片石膏模具部件自动拼装成石膏模具,无需人工拼装,当需要拆除石膏模具时,令滑动装置带动左承托板和右承托板相互远离时,石膏模具自动拆开,无需人工拆除,实现石膏模具的打开或闭合自动化,节省人工成本。
11.本实用新型的目的还可以采用以下技术措施解决:
12.进一步地,还包括吸紧装置,所述左承托板和右承托板分别开有半圆缺口,左承托板和右承托板相互靠拢时,半圆缺口组合成一个圆形缺口,所述吸紧装置设置在底座上,吸紧装置的吸盘伸入圆形缺口内。部分石膏模具还具备底石膏模具部件,当石膏模具拆除时,吸紧装置产生吸力吸紧底石膏模具部件,避免石膏模具拆开时,石膏模具部件的跌落或位置偏移,从而避免石膏模具内的泥坯变形,大大提高可靠性。
13.进一步地,所述压紧组件为气缸,所述压臂连接气缸的伸缩杆。
14.进一步地,所述压臂上间隔设置有用于接触石膏模具的触碰杆。
15.进一步地,所述滑动装置包括左直线轴承、右直线轴承、导向轴、左滑块、右滑块和驱动组件,所述导向轴设置在底座上,所述左直线轴承和右直线轴承套置在导向轴上;
16.所述左滑块、左直线轴承和左承托板连接在一起,所述右滑块、右直线轴承和右承托板连接在一起;
17.所述左滑块和右滑块分别连接驱动组件,驱动组件带动左滑块和右滑块沿导向轴滑行,令左滑块和右滑块相互远离或相互靠拢,实现左承托板和右承托板相互远离或相互靠拢。
18.进一步地,还包括旋转电机,所述旋转电机设置在机架内,旋转电机和转盘连接,旋转电机带动转盘旋转。
19.进一步地,还包括升降装置和顶部压紧装置,所述机架位于转盘上方设置有横梁,所述升降装置以滑动方式设置在横梁上,所述顶部压紧装置设置在升降装置的升降臂上,所述顶部压紧装置设置有用于压紧石膏模具顶部的压板。部分石膏模具还具备顶石膏模具部件,当多片石膏模具部件拼装成石膏模具时,升降装置沿横梁滑动至对应的石膏模具处,升降装置通过升降臂带动顶部压紧装置的压板紧贴顶石膏模具部件,顶部压紧装置工作推动压板压紧顶石膏模具部件,避免顶石膏模具部件,大大提高石膏模具的拼装效果。
20.进一步地,所述顶部压紧装置为气缸,气缸的伸缩杆朝向转盘,所述压板设置在伸缩杆的端部。
21.本实用新型的有益效果如下:
22.本实用新型,用户将多片石膏模具部件放置在石膏模具摆放区域,压紧组件压紧对应的石膏模具部件,避免石膏模具部件松动,当滑动装置带动左承托板和右承托板相互靠拢时,多片石膏模具部件自动拼装成石膏模具,无需人工拼装,当需要拆除石膏模具时,令滑动装置带动左承托板和右承托板相互远离时,石膏模具自动拆开,无需人工拆除,实现石膏模具的打开或闭合自动化,节省人工成本。
23.本实用新型,部分石膏模具还具备底石膏模具部件,当石膏模具拆除时,吸紧装置产生吸力吸紧底石膏模具部件,避免石膏模具拆开时,石膏模具部件的跌落或位置偏移,从而避免石膏模具内的泥坯变形,大大提高可靠性。
24.本实用新型,部分石膏模具还具备顶石膏模具部件,当多片石膏模具部件拼装成石膏模具时,升降装置沿横梁滑动至对应的石膏模具处,升降装置通过升降臂带动顶部压紧装置的压板紧贴顶石膏模具部件,顶部压紧装置工作推动压板压紧顶石膏模具部件,避免顶石膏模具部件,大大提高石膏模具的拼装效果。
附图说明
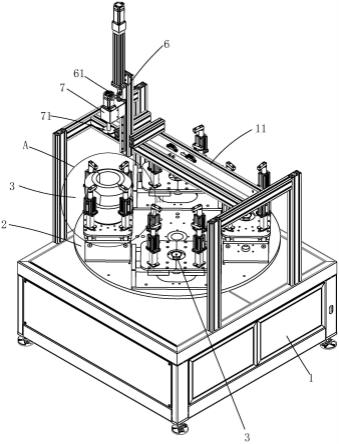
25.图1为自动打开或闭合石膏模具装置的示意图。
26.图2为图1的a部分放大图。
27.图3为自动打开或闭合石膏模具装置的另一角度示意图。
28.图4为图3的b部分放大图。
29.图5为自动打开或闭合石膏模具装置的俯视图。
30.图6为图5的c-c剖视图。
31.图7为图5的d-d剖视图。
具体实施方式
32.下面结合附图及实施例对本实用新型作进一步描述:
33.实施例,结合图1到图7所示,一种自动打开或闭合石膏模具装置,包括机架1、转盘2、石膏模具工作台3、吸紧装置4、旋转电机5、升降装置6和顶部压紧装置7,所述旋转电机5设置在机架1内,所述转盘2以转动方式设置在机架1上,所述旋转电机5和转盘2连接,旋转电机5带动转盘2旋转。
34.所述石膏模具工作台3包括底座31、滑动装置32、左承托板33、右承托板34和压紧组件35,所述左承托板33和右承托板34分别开有半圆缺口36,所述滑动装置32包括左直线轴承、右直线轴承、导向轴321、左滑块322、右滑块323和驱动组件(图中未出示),所述导向轴321设置在底座31上,所述左直线轴承(图中未出示)和右直线轴承(图中未出示)套置在导向轴321上,所述左滑块322、左直线轴承和左承托板33连接在一起,所述右滑块323、右直线轴承和右承托板34连接在一起,所述左滑块322和右滑块323分别连接驱动组件,驱动组件带动左滑块322和右滑块323沿导向轴321滑行,令左滑块322和右滑块323相互远离或相互靠拢,实现左承托板33和右承托板34相互远离或相互靠拢。
35.当左承托板33和右承托板34相互靠拢时,半圆缺口36组合成一个圆形缺口8,所述吸紧装置4设置在底座31上,吸紧装置4的吸盘伸入圆形缺口8内。
36.所述左承托板33和右承托板34上间隔设置有所述压紧组件35,所述压紧组件35为气缸,压紧组件35和压紧组件35之间围成石膏模具摆放区域9,所述压紧组件35朝石膏模具摆放区域9设置有用于压紧石膏模具的压臂351,所述压臂351连接气缸的伸缩杆,而且压臂351上间隔设置有用于接触石膏模具的触碰杆352。
37.所述石膏模具工作台3的底座31固定在转盘2上,实现石膏模具工作台3固定在转盘2上,而且转盘2间隔设置有所述石膏模具工作台3。
38.所述机架1位于转盘2上方设置有横梁11,所述升降装置6以滑动方式设置在横梁11上,所述顶部压紧装置7设置在升降装置6的升降臂61上,所述顶部压紧装置7设置有用于压紧石膏模具顶部的压板71。
39.所述顶部压紧装置7为气缸,气缸的伸缩杆朝向转盘2,所述压板71设置在伸缩杆的端部。
40.工作原理:
41.石膏模具由左石膏模具部件100和右石膏模具部件200组成:
42.首先,用户将左石膏模具部件100放置在左承托板33的石膏模具摆放区域9上,压紧组件35带动压臂351移动,令触碰杆352接触左石膏模具部件100并压紧左石膏模具部件100,防止左石膏模具部件100松动。
43.接着,用户将右石膏模具部件200放置在右承托板34的石膏模具摆放区域9上,压紧组件35带动压臂351移动,令触碰杆352接触右石膏模具部件200并压紧右石膏模具部件200,防止右石膏模具部件200松动。
44.接着,用户控制驱动组件工作,驱动组件带动左滑块322和右滑块323相互靠拢,从而带动左承托板33和右承托板34相互靠拢,令左石膏模具部件100和右石膏模具部件200拼
装成石膏模具。
45.最后,用户控制驱动组件工作,驱动组件带动左滑块322和右滑块323相互远离,从而带动左承托板33和右承托板34相互远离,从而带动左承托板33和右承托板34相互远离,令左石膏模具部件100和右石膏模具部件200相互远离,即可将石膏模具拆开,此时用户取出泥坯即可,操作简单。
46.石膏模具由左石膏模具部件100、右石膏模具部件200和底石膏模具部件300组成:
47.首先,用户将左石膏模具部件100放置在左承托板33的石膏模具摆放区域9上,压紧组件35带动压臂351移动,令触碰杆352接触左石膏模具部件100并压紧左石膏模具部件100,防止左石膏模具部件100松动。
48.接着,用户将右石膏模具部件200放置在右承托板34的石膏模具摆放区域9上,压紧组件35带动压臂351移动,令触碰杆352接触右石膏模具部件200并压紧右石膏模具部件200,防止右石膏模具部件200松动。
49.接着,用户将底石膏模具部件300放置在在左石膏模具部件100和右石膏模具部件200之间,用户控制驱动组件工作,驱动组件带动左滑块322和右滑块323相互靠拢,从而带动左承托板33和右承托板34相互靠拢,令左石膏模具部件100、右石膏模具部件200和底石膏模具部件300拼装成石膏模具。
50.最后,用户控制吸紧装置4工作,吸紧装置4产生的吸力通过吸盘吸紧底石膏模具部件300,接着用户控制驱动组件工作,驱动组件带动左滑块322和右滑块323相互远离,从而带动左承托板33和右承托板34相互远离,令左石膏模具部件100和右石膏模具部件200相互远离,即可将石膏模具拆开,而且底石膏模具部件300在吸紧装置4的作用下,依然保持位置不变,避免泥坯跌落或变形,此时用户取出泥坯即可,操作简单。
51.石膏模具由左石膏模具部件100、右石膏模具部件200、底石膏模具部件300和顶石膏模具部件(图中未出示)组成:
52.首先,用户将左石膏模具部件100放置在左承托板33的石膏模具摆放区域9上,压紧组件35带动压臂351移动,令触碰杆352接触左石膏模具部件100并压紧左石膏模具部件100,防止左石膏模具部件100松动。
53.接着,用户将右石膏模具部件200放置在右承托板34的石膏模具摆放区域9上,压紧组件35带动压臂351移动,令触碰杆352接触右石膏模具部件200并压紧右石膏模具部件200,防止右石膏模具部件200松动。
54.接着,用户将底石膏模具部件300放置在在左石膏模具部件100和右石膏模具部件200之间,用户控制驱动组件工作,驱动组件带动左滑块322和右滑块323相互靠拢,从而带动左承托板33和右承托板34相互靠拢,用户将顶石膏模具部件放置在在左石膏模具部件100和右石膏模具部件200之间,用户控制升降装置6沿横梁11滑动至顶石膏模具部件位置,接着用户控制升降装置6工作,升降装置6通过升降臂61带动压紧装置的压板71接触顶石膏模具部件,接着压紧装置工作,令压板71压紧顶石膏模具部件,防止顶石膏模具部件松动,从而令左石膏模具部件100、右石膏模具部件200、底石膏模具部件300和顶石膏模具部件拼装成石膏模具。
55.最后,用户控制吸紧装置4工作,吸紧装置4产生的吸力通过吸盘吸紧底石膏模具部件300,接着用户控制升降装置6工作,升降装置6通过升降臂61带动压紧装置的压板71远
离顶石膏模具部件,用户取出顶石膏模具部件,接着用户控制驱动组件工作,驱动组件带动左滑块322和右滑块323相互远离,从而带动左承托板33和右承托板34相互远离,令左石膏模具部件100和右石膏模具部件200相互远离,即可将石膏模具拆开,而且底石膏模具部件300在吸紧装置4的作用下,依然保持位置不变,避免泥坯跌落或变形,此时用户取出泥坯即可,操作简单。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1