一种带波纹型切割齿的电镀金刚石的内圆切割片的制作方法
1.本实用新型涉及金刚石内圆切割片技术领域,尤其涉及一种带波纹型切割齿的电镀金刚石的内圆切割片。
背景技术:
2.金刚石内圆切割片是贵重宝石、光学精密镜片、半导体等材料切割加工中不可缺少的工具。金刚石内圆切割片在精细切割领域中应用广泛,且在ic产业和it产业也得到了广泛应用与发展。
3.但是现有技术中,现有的金刚石内圆切割片在使用时,由于金刚石本身的理化特性,在使用中会因为高温分解。而切割过程中电镀金刚石内圆切割片与被切割物料摩擦生热是不可避免的,即使在添加冷却液的情况下,由于电镀金刚石内圆切割片与被切割物料切割面紧密贴合,切割液难以进入带走热量,所以切割过程中产生的高温极大影响了电镀金刚石内圆切割片的使用寿命。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,通过将原本的平滑结构改进为波纹型切割齿体结构,在切割过程中可以更好地将冷却液带入降温,从而降低金刚石热分解的速度,提升电镀金刚石内圆切割片的使用寿命。同时,该改进结构还增加了金刚石镀层的面积,与传统电镀金刚石内圆切割片在相同切割角速度情况下对比,其切割效率也有显著提高。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种带波纹型切割齿的电镀金刚石的内圆切割片,包括圆形基体,所述圆形基体的一侧中心处设置有内圆切割口,所述内圆切割口的内表壁设置有波纹型切割齿体,所述圆形基体的一侧设置有第一主表面,所述圆形基体的另一侧设置有第二主表面,所述第一主表面和第二主表面的一侧靠近内圆切割口的外表壁处均设置有金刚石颗粒超硬磨料层。
6.作为一种优选的实施方式,所述金刚石颗粒超硬磨料层设置在第一主表面和第二主表面接近内圆切割口3mm范围上。
7.采用上述进一步方案的技术效果是:设置的金刚石颗粒超硬磨料层,有效增加了所得金刚石内圆切割片的切割作用面面积以及切割冷却液作用空间,从而在切割速度不变的前提下提高了切割效率。
8.作为一种优选的实施方式,所述波纹型切割齿体上均匀开设有朝内圆中心点凸起且贯通第一主表面和第二主表面。
9.采用上述进一步方案的技术效果是:波纹型切割齿体可以更好地将冷却液带入降温,从而降低金刚石热分解的速度,提升电镀金刚石内圆切割片的使用寿命。
10.作为一种优选的实施方式,所述波纹型切割齿体上凸起的圆弧直径为0.189mm,齿缝圆弧直径为0.07mm,高度为0.102mm,在内圆切割口(2)上均匀分布。
11.采用上述进一步方案的技术效果是:波纹型切割齿体还增加了金刚石镀层的面积,与传统电镀金刚石内圆切割片在相同切割角速度情况下对比,其切割效率也有显著提高。
12.作为一种优选的实施方式,所述圆形基体的两侧均设置有定位孔,所述定位孔设置有四十八个,四十八个所述定位孔设置在圆形基体的两侧呈圆形等距阵列。
13.采用上述进一步方案的技术效果是:设置的定位孔方便可以将金刚石内圆切割片固定在装置上面。
14.与现有技术相比,本实用新型的优点和积极效果在于,
15.1、本实用新型中,圆形基体主要是可以支撑的作用,内圆切割口方便波纹型切割齿体设置在内部,波纹型切割齿体可以在切割过程中可以更好地将冷却液带入降温,从而降低金刚石热分解的速度,提升电镀金刚石内圆切割片的使用寿命。同时,该改进结构还增加了金刚石镀层的面积,与传统电镀金刚石内圆切割片在相同切割角速度情况下对比,其切割效率也有显著提高,第一主表面和第二主表面可以划分出区域的作用。
16.2、本实用新型中,设置的金刚石颗粒超硬磨料层,有效增加了所得金刚石内圆切割片的切割作用面面积以及切割冷却液作用空间,从而在切割速度不变的前提下提高了切割效率,波纹型切割齿体可以更好地将冷却液带入降温,从而降低金刚石热分解的速度,提升电镀金刚石内圆切割片的使用寿命,波纹型切割齿体还增加了金刚石镀层的面积,与传统电镀金刚石内圆切割片在相同切割角速度情况下对比,其切割效率也有显著提高,设置的定位孔方便可以将金刚石内圆切割片固定在装置上面。
附图说明
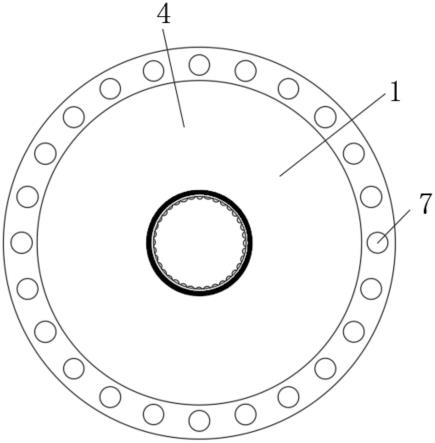
17.图1为本实用新型提供的一种带波纹型切割齿的电镀金刚石的内圆切割片的立体图;
18.图2为本实用新型提供的一种带波纹型切割齿的电镀金刚石的内圆切割片的侧视结构示意图;
19.图3为本实用新型提供的一种带波纹型切割齿的电镀金刚石的内圆切割片的图2中a部分放大立体图。
20.图例说明:
21.1、圆形基体;2、内圆切割口;3、波纹型切割齿体;4、第一主表面;5、第二主表面;6、金刚石颗粒超硬磨料层;7、定位孔。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.实施例1
24.如图1、图2和图3所示,本实用新型提供一种技术方案:一种带波纹型切割齿的电镀金刚石的内圆切割片,包括圆形基体1,圆形基体1的一侧中心处设置有内圆切割口2,内
圆切割口2的内表壁设置有波纹型切割齿体3,圆形基体1的一侧设置有第一主表面4,圆形基体1的另一侧设置有第二主表面5,第一主表面4和第二主表面5的一侧靠近内圆切割口2的外表壁处均设置有金刚石颗粒超硬磨料层6。
25.在本实施例中,圆形基体1主要是可以支撑的作用,内圆切割口2方便波纹型切割齿体3设置在内部,波纹型切割齿体3可以在切割过程中可以更好地将冷却液带入降温,从而降低金刚石热分解的速度,提升电镀金刚石内圆切割片的使用寿命。同时,该改进结构还增加了金刚石镀层的面积,与传统电镀金刚石内圆切割片在相同切割角速度情况下对比,其切割效率也有显著提高,第一主表面4和第二主表面5可以划分出区域的作用。
26.实施例2
27.如图1、图2和图3所示,金刚石颗粒超硬磨料层6设置在第一主表面4和第二主表面5接近内圆切割口23mm范围上,波纹型切割齿体3上均匀开设有朝内圆中心点凸起且贯通第一主表面4和第二主表面5,波纹型切割齿体3上凸起的圆弧直径为0.189mm,齿缝圆弧直径为0.07mm,高度为0.102mm,在内圆切割口2上均匀分布,圆形基体1的两侧均设置有定位孔7,定位孔7设置有四十八个,四十八个定位孔7设置在圆形基体1的两侧呈圆形等距阵列。
28.在本实施例中,设置的金刚石颗粒超硬磨料层6,有效增加了所得金刚石内圆切割片的切割作用面面积以及切割冷却液作用空间,从而在切割速度不变的前提下提高了切割效率,波纹型切割齿体3可以更好地将冷却液带入降温,从而降低金刚石热分解的速度,提升电镀金刚石内圆切割片的使用寿命,波纹型切割齿体3还增加了金刚石镀层的面积,与传统电镀金刚石内圆切割片在相同切割角速度情况下对比,其切割效率也有显著提高,设置的定位孔7方便可以将金刚石内圆切割片固定在装置上面。
29.工作原理:
30.如图1、图2和图3所示,当需要使用该金刚石内圆切割片时,切割时由于将原本的平滑结构改进为波纹型切割齿体3结构,在切割过程中可以更好地将冷却液带入降温,从而降低金刚石热分解的速度,提升电镀金刚石内圆切割片的使用寿命。同时,该改进结构还增加了金刚石镀层的面积,与传统电镀金刚石内圆切割片在相同切割角速度情况下对比,其切割效率也有显著提高。
31.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1