一种连续浇捣预应力板的成型机的制作方法
1.本实用新型涉及预应力板预制加工技术领域,特别是一种连续浇捣预应力板的成型机。
背景技术:
2.现场人工或工厂预制钢筋混凝土薄小构件一般釆用普通热轧钢筋、塑性混凝土,并且需要在预定尺寸的模具内进行浇捣,工作效率低,材料不能发挥应有的潜力,所以造价贵而且质量差。
技术实现要素:
3.有鉴于此,本实用新型的目的是提供一种结构新颖,使用方便的连续浇捣预应力板的成型机,提高预制预应力板生产效率,降低预制预应力板制造成本。
4.本实用新型采用以下方案实现:一种连续浇捣预应力板的成型机,包括机架,所述机架底部设有底框架,所述底框架中间设有若干将底框架中间区域分割成若干浇捣区的纵向隔板;所述底框架上方设有料斗,所述料斗后方设有位于浇捣区上方的挤压振动密实装置,所述挤压振动密实装置后方设有整平调控装置,机架上设有用以牵引装置。
5.进一步的,所述挤压振动密实装置包括第一振动板,所述第一振动板下侧设有多块与浇捣区一一对应的第一振动块,第一振动板上方安装有第一平板振动器,第一振动板前侧铰接于料斗上、后侧铰接于底框架上,并且第一振动板前、后侧的铰接部留有间隙。
6.进一步的,所述第一振动板前侧翘起通过向上弯折的折板铰接于料斗外部后侧,所述料斗后侧下部开设有入口,所述折板上固定连接有通过入口伸入料斗中的篦梳架,所述入口处折板与料斗之间的间隙处覆盖有橡胶密封条。
7.进一步的,所述整平调控装置包括第二振动板,所述第二振动板下侧设有多块与浇捣区一一对应的第二振动块,第二振动板上方安装有第二平板振动器,所述底框架左、右两侧在第二振动板两端位置固定连接有竖向管,所述竖向管朝向中间一侧开设有竖向槽,所述竖向管内设有能相对其上下活动的内管,所述内管和第二振动板对应之间固定连接有从竖向槽穿过的连接板。
8.进一步的,所述牵引装置包括驱动电机,所述整平调控装置斜上方设有中部铰接于机架上的摆杆,摆杆上方设有用以控制驱动电机转速的变频器,整平调控装置的第二平板振动器上部连接有向上延伸的竖向杆,所述竖向杆上端设有拨叉,所述摆杆前端伸入拨叉中间,所述变频器的调节旋钮上安装有调节轮,所述摆杆后端与一拉绳的一端相连接,拉绳另一端绕过调节轮后连接有配重块以使第二振动板上下运动时通过拨叉、摆杆和拉绳带动变频器的调节旋钮转动。
9.进一步的,所述变频器与所述驱动电机电性连接,所述牵引装置还包括缠绕有牵引绳的牵引轮,所述驱动电机通过多级皮带传动减速装置与牵引轮传动连接。
10.进一步的,所述底框架前端上侧设有前轮轴,前轮轴的两端安装有前轮,所述前轮
轴通过第一升降调节机构与底框架连接;所述第一升降调节机构包括位于前轮轴两侧的固定轴,两侧固定轴上端固定连接有固定板,两侧固定轴之间设有压着前轮轴的压板,所述固定板上穿设有与其螺纹连接的调节螺栓,调节螺栓下端顶着压板。
11.进一步的,所述底框架后端两侧分别设有后轮组件,所述后轮组件通过第二升降调节机构与底框架连接,所述后轮组件包括安装有一前一后两个万向轮的后轮支架,所述第二升降调节机构包括位于后轮支架两侧并固定连接于底框架上的固定座,两侧固定座上开设有竖向长孔,后轮支架两侧固定连接有穿过竖向长孔的限位凸轴,两侧固定座之间铰接有压杆,两侧限位凸轴上固定连接有在压杆下压时顶住压杆以抬起底框架的支撑架,所述底框架上固定连接有在压杆下压时钩住压杆的限位拉钩。
12.与现有技术相比,本实用新型具有以下有益效果:本实用新型连续浇捣预应力板的成型机结构新颖,设计合理,采用挤压式振动密实成型工艺,使用方便,可同时进行多个预应力板连续浇捣加工,大大提高生产效率与节省钢材,并且采用干硬性混凝土制造,节省水泥用量,节省材料,降低制造成本。
13.为使本实用新型的目的、技术方案及优点更加清楚明白,以下将通过具体实施例和相关附图,对本实用新型作进一步详细说明。
附图说明
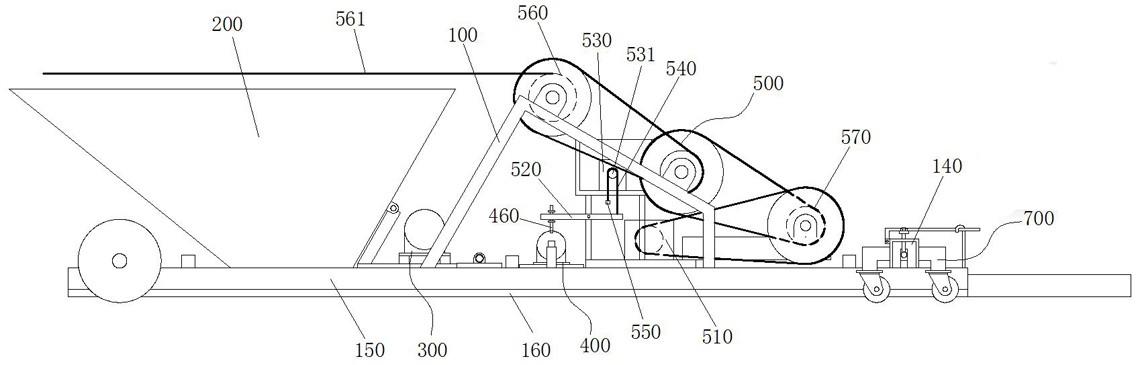
14.图1是本实用新型实施例整体侧视图;
15.图2是本实用新型实施例底框架和导向固定连接俯视图;
16.图3是本实用新型实施例中挤压振动密实装置安装正视图;
17.图4是本实用新型实施例中整平调控装置安装正视图;
18.图5是本实用新型实施例中前轮轴与底框架连接示意图;
19.图6是本实用新型实施例中后轮组件与底框架连接示意图;
20.图7是本实用新型实施例中第一振动板和料斗纵向剖面图;
21.图8是本实用新型实施例料斗内部构造俯视图;
22.图中标号说明:100-机架、110-纵向隔板、120-竖向管、130-第一升降调节机构、131-固定轴、132-固定板、133-压板、134-调节螺栓、140-第二升降调节机构、141-固定座、142-压杆、143-限位拉钩、144-竖向长孔、150-底框架、160-充气密封管、170-导向固定架、171-纵向支架、172-导向轮、200-料斗、210-入口、220-橡胶密封条、300-挤压振动密实装置、310-第一振动板、320-第一振动块、330-第一平板振动器、340-折板、350-篦梳架、400-整平调控装置、410-第二振动板、420-第二振动块、430-第二平板振动器、440-内管、450-连接板、460-竖向杆、500-牵引装置、510-驱动电机、520-摆杆、530-变频器、531-调节轮、540-拉绳、550-配重块、560-牵引轮、561-牵引绳、570-皮带传动减速装置、600-前轮轴、610-前轮、700-后轮组件、710-万向轮、720-后轮支架、730-支撑架、740-限位凸轴。
具体实施方式
23.应该指出,以下详细说明都是示例性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
24.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
25.如图1~8所示,一种连续浇捣预应力板的成型机,包括机架100,所述机架100底部设有底框架150,所述底框架150中间设有若干将底框架中间区域分割成若干浇捣区的纵向隔板110;所述底框架150上方设有料斗200,料斗底部设有位于浇捣区上方的出料口,所述料斗后方设有位于浇捣区上方的挤压振动密实装置300,所述挤压振动密实装置后方设有整平调控装置400,机架100上设有用以牵引装置500;该成型机利用干硬性混凝土进行预应力板的制造,成型机直接放置在长线台座台面上使用,整个成型机靠牵引装置驱动移动,利用长线台座台面作为浇捣区的底模,将干硬性混凝土倒入料斗中,干硬性混凝土通过料斗底部的出料口落入各个浇捣区,各浇捣区位于对应预应力钢丝之上,成型机向前移动同时干硬性混凝土下料,挤压振动密实装置300对干硬性混凝土进行挤压振动密实使干硬性混凝土在浇捣区内成型为断面呈矩形的预应力板,整平调控装置400对预应力板表面进行整平处理,使其表面平整;成型机采用边移动、边下料,边振动的连续成型方式,可以一次成型出多块预应力板,并实现连续浇捣,成型出的预应力板长度同长线台座台面长度以近百米为佳,成型完成后养护达设定强度放松预应力,再根据需要的长度规格对预应力板进行裁断,因此可以省去不同长度的模具,减少模具材料和时间投入,降低制造成本;并且底框架中的多个浇捣区同时进行喂料、振动,这样可以大大提高生产效率,降低制造成本,可提高生产效率10倍以上,采用干硬性混凝土节省水泥用量1/4左右、预应力工艺节省钢筋用量1/2左右的低成本效果,且均匀密实、强度高,外观尺寸准确,棱角整齐美观;通过改变纵向隔板的。
26.在本实施例中,所述纵向隔板有两段组成,前半段前端固定在料斗出料口前侧,后端固定于第一振动板与第二振动板之间横杆上,横杆两端分别固定在左右两侧底框架上,后半段前端与前半段后端相铰接,后半段后端为自由端并搭在台座台面上,以提高减振效果。
27.在本实施例中,所述挤压振动密实装置300包括第一振动板310,所述第一振动板下侧设有多块与浇捣区一一对应的第一振动块320,第一振动板上方安装有第一平板振动器330,第一振动板前侧铰接于料斗上、后侧铰接于底框架上,并且第一振动板前、后侧的铰接部留有间隙,相邻两第一振动块之间留有为纵向隔板让位的间隔,第一平板振动器工作时,通过第一振动块将浇捣区内的干硬性混凝土挤压振动密实。
28.在本实施例中,所述第一振动板320前侧翘起(具体是前部1/4处翘起50mm)通过向上弯折的折板340铰接于料斗外部后侧,所述料斗后侧下部开设有入口210,所述折板上固定连接有通过入口伸入料斗中的篦梳架350,所述入口处折板与料斗之间的间隙处覆盖有橡胶密封条220;第一振动板振动时也带动篦梳架350振动,起振动均匀喂料与初步振实作用。
29.在本实施例中,所述整平调控装置400包括第二振动板410,所述第二振动板下侧设有多块与浇捣区一一对应的第二振动块420,第二振动板上方安装有第二平板振动器430,所述底框架左、右两侧在第二振动板两端位置固定连接有竖向管120,所述竖向管朝向
中间一侧开设有竖向槽,所述竖向管内设有能相对其上下活动的内管440,所述内管和第二振动板对应之间固定连接有从竖向槽穿过的连接板450,相邻两第二振动块之间留有为纵向隔板让位的间隔,第二平板振动器工作时,通过第二振动块将浇捣区内的干硬性混凝土表面整平,第二平板振动器的功率小于第一平板振动器的功率;整平调控装置安装方便,直接将两端的内管放入底框架两侧的竖向管中即可,而且内管能够相对竖向管上下运动,当浇捣区内的干硬性混凝土厚度超厚时可以顶起整个整平调控装置,当浇捣区内的干硬性混凝土厚度偏薄时整平调控装置便会落下,实现了整平调控装置的浮动式设计。当浇捣不同板厚时将第一平板振动器固定点高度调高;前侧将料斗高调整,后侧更换或调整支承座高度,使第一振动板与台面距离也提高到相应的板厚,及更换相应的纵向隔板,当板宽度不同则要更换振动板。
30.在本实施例中,所述牵引装置500包括驱动电机510,所述整平调控装置斜上方设有中部铰接于机架上的摆杆520,摆杆上方设有用以控制驱动电机转速的变频器530,整平调控装置的第二平板振动器上部连接有向上延伸的竖向杆460,所述竖向杆上端设有拨叉,所述摆杆前端伸入拨叉中间,所述变频器的调节旋钮上安装有调节轮531,所述摆杆后端与一拉绳540的一端相连接,拉绳另一端绕过调节轮后连接有配重块550以使第二振动板上下运动时通过拨叉、摆杆和拉绳带动变频器的调节旋钮转动;当板厚偏差超过
±
5mm时拨叉带动摆杆向上或向下运动;由于存在气温、料斗储量先、后进入振捣混凝土和易性等因素影响,而产生板厚差异, 为达到预制板厚偏差在
±
5mm内的要求以变频器二次自动调整牵引电机频率后牵引的速度来解决,当板超厚时拨叉顶上摆杆使变频器旋钮顺时针旋转而增大频率,反之当板偏薄时拨叉压下摆杆使变频器旋钮逆时针旋转而减小频率,从而也达到自动成型的目的,但以本成型机挤压振动密实装置(挤压振动密实装置300:第一振动板310前侧翘起的斜面在牵引作用下,与前、后侧固定点间隙和机体重量的限制而形成挤压式与干硬性混凝土振捣时向后推量更少)的特征,所浇捣的板厚偏差预计≤5mm,在正常情况下拨叉使用率是很小的,通过变频器可以二次调整成型机向前移动的速度。
31.在本实施例中,所述变频器530与所述驱动电机电性连接,所述牵引装置500还包括缠绕有牵引绳的牵引轮560,所述驱动电机通过多级皮带传动减速装置与牵引轮传动连接,将牵引绳拉出固定在加工现场的成型机前方,通过牵引轮转动收卷牵引绳来拉动成型机移动,其中皮带传动减速装置由皮带轮和皮带组成,属于现有技术。
32.在本实施例中,所述底框架150前端上侧设有前轮轴600,前轮轴的两端安装有前轮610,所述前轮轴通过第一升降调节机构130与底框架连接;所述第一升降调节机构130包括位于前轮轴两侧的固定轴131,两侧固定轴上端固定连接有固定板132,两侧固定轴之间设有压着前轮轴的压板133,所述固定板上穿设有与其螺纹连接的调节螺栓134,调节螺栓下端顶着压板。
33.在本实施例中,所述底框架150后端两侧分别设有后轮组件700,所述后轮组件通过第二升降调节机构140与底框架连接,所述后轮组件700包括安装有一前一后两个万向轮710的后轮支架720,后轮组件作为转向轮使用,方便将成型机移动至其他工作,而在具体成型过程中,成型机是向前移动的,因此无需进行转向;所述第二升降调节机构140包括位于后轮支架两侧并固定连接于底框架上的固定座141,两侧固定座上开设有竖向长孔144,后轮支架两侧固定连接有穿过竖向长孔的限位凸轴740,两侧固定座之间铰接有压杆142,两
侧限位凸轴上固定连接有在压杆下压时顶住压杆以抬起底框架的支撑架730,所述底框架上固定连接有在压杆下压时钩住压杆的限位拉钩143。
34.在本实施例中,为了提高底框架两侧与台面之间的密封效果,防止混凝土泄漏,所述底框架150两侧底部设有充气密封管160。
35.在加工时,底框架下侧的充气密封管160需要贴着台面,才能防止混凝土浆液从底框架两侧与台面之间的间隙中漏出;完成一排浇捣区加工位后,需要将成型机吊到另一排,后需要底框架下侧的充气密封管160离开台面,才能减少与台面之间的摩擦,便于推动;因此需要设计第一升降调节机构和第二升降调节机构来对底框架进行不同高度调节。
36.其中第一升降调节机构时通过转动调节螺栓来调节底框架升降,拧松调节螺栓时,底框架依靠自身重力下沉使框架下侧的充气密封管160贴着台面,拧紧调节螺栓时,底框架被抬升,框架下侧的充气密封管160离开台面;而第二升降调节机构则是通过压杆进行调节,当压杆下压时,压杆顶住支撑架,通过固定座将底框架抬起,然后压杆卡入限位拉钩中,当压杆上摆时,底框架依靠自身重力下沉,此时限位凸轴卡在竖向长孔下端,充气密封管160自动调整紧贴规定允许偏差台面,之后成型机与料斗承重的重量由前轮610及后轮组件700承担,从而延长充气密封管使用期。
37.在本实施例中,所述底框架连接有向一侧伸出的导向固定架170,所述导向固定架上可拆卸连接有纵向支架171,所述纵向支架两端安装有导向轮172;在长线台座台面上固定连接与导向轮配合的纵向导轨,通过导向轮和纵向导轨配合对成型机向前移动起到导向作用,避免成型机走偏;纵向支架通过u型螺钉可拆卸连接于导向固定架上,当成型机在一排浇捣区加工位上完成预应力板加工时,需要将成型机向左或者向右移动调整加工位,此时纵向支架也可以调整在导线固定架上的位置,使其与台面上的纵向导轨位置仍然对应,使成型机在下一排浇捣区加工位加工提供导向作用。
38.该连续浇捣预应力板的成型机的具体工作过程:
39.先刷台面隔离剂,在台座上锚固好与各浇捣区位置相对应的预应力钢丝,后将本成型机置于台面上,安装导向固定架170与纵向支架171,此时纵向支架171上的导向轮172与台面上一侧的轨道配合,预应力钢丝与相对应浇捣区两侧的距离要符合有关保护层厚偏差≤5mm的规定,且台面两端锚固预应力钢丝与轨道平行一致,后将作为垫底保护层模具的钢筋置于预应力钢丝之下并卡在底框架前端下内侧纵向分隔板110之前(图未绘出)随成型机在预应力钢丝与台面之间同步移动,确保保护层厚偏差≤5mm;后将干硬性混凝土倒入料斗中,干硬性混凝土在的篦梳架350的作用下通过料斗底部的出料口振动均匀喂料并初步振实充填各个浇捣区,此前先确定振动器偏心锤向下旋转振动板向前进与成型机向前移动同向,向前进也导至振动器后侧偏心锺向上旋转,将混凝土向后推着力处贯性作用的特征,故才不会做成混凝土随成型机移动;本成型机设计有振动加挤压密实成型的特征:上述初步振实混凝土处在第一振动板前侧,即上述1/4翘起50mm前端且同牵引向前一方,此时振动与牵引同时进行,上述翘起1/4的斜面在牵引与本成型机机体重量共同作用下,形成足够所需的量与足够的重力实现挤压振动密实一种工艺技术;挤压振动密实装置300对干硬性混凝土进行密实振动,同时观察刚成型出板密实状况、外观,结合牵引的速度和前所述混凝土向后推的时间与推量关系所至密实程度、棱角是否整齐、板外观与厚偏差等,并与经验总结对质量要求的其他关系,故要对变频器530人工进行适当调整牵引最佳速度,并调整拨叉两
侧与摆杆520的相应距离,整平调控装置400对预应力板表面进行整平,通过摆杆520上拨叉可二次纠正牵引速度,成型机采用边移动、边下料,边振动的连续成型方式:篦梳架350喂料初振、第一振动板310挤压振动密实、第二振动板430整平二次纠正控板厚,牵引装罝500及变频器530自动分工合作协调进行,可以一次同时成型出多块预应力板,实现自动连续浇捣,成型出的预应力板长度即长线台座台面长度,成型后即盖塑料薄膜保湿防止干裂,并养护到混凝土设计强度c30百分70后放松预应力,再根据需要的长度规格对预应力板进行裁断。
40.上述本实用新型所公开的任一技术方案除另有声明外,如果其公开了数值范围,那么公开的数值范围均为优选的数值范围,任何本领域的技术人员应该理解:优选的数值范围仅仅是诸多可实施的数值中技术效果比较明显或具有代表性的数值。由于数值较多,无法穷举,所以本实用新型才公开部分数值以举例说明本实用新型的技术方案,并且,上述列举的数值不应构成对本实用新型创造保护范围的限制。
41.本实用新型如果公开或涉及了互相固定连接的零部件或结构件,那么,除另有声明外,固定连接可以理解为:能够拆卸地固定连接( 例如使用螺栓或螺钉连接),也可以理解为:不可拆卸的固定连接(例如铆接、焊接),当然,互相固定连接也可以为一体式结构( 例如使用铸造工艺一体成形制造出来) 所取代(明显无法采用一体成形工艺除外)。
42.另外,上述本实用新型公开的任一技术方案中所应用的用于表示位置关系或形状的术语除另有声明外其含义包括与其近似、类似或接近的状态或形状。
43.本实用新型提供的任一部件既可以是由多个单独的组成部分组装而成,也可以为一体成形工艺制造出来的单独部件。
44.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1