一种线锯切割机的制作方法
本技术涉及一种切割机,尤其涉及一种线锯切割机。
背景技术:
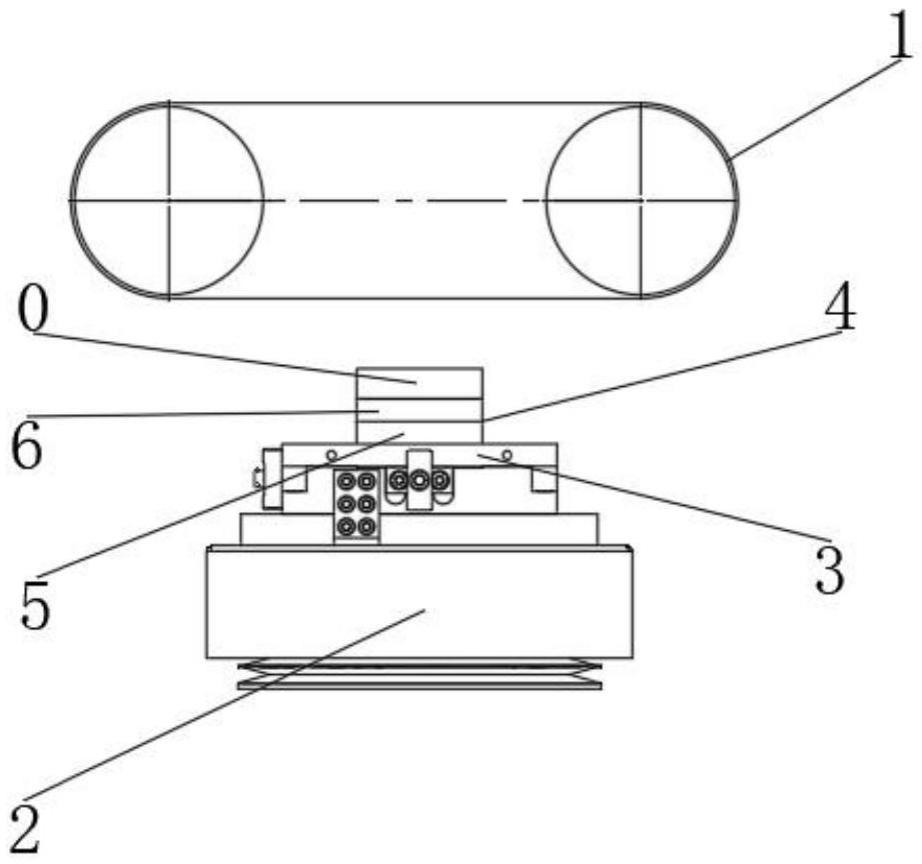
1、如图1所示,现有技术中的线锯切割机包括切割机构1和工作台2;切割机构1位于工作台2的上方;工作台2的上面设置有料板3。加工时,先将料块0粘在料板3上,再将固定有料块0的料板3安装在工作台2上进行切割。
2、由于料板3是矩形的,所以,现有技术中的线锯切割机通常用于将板状的料块0切割成条状体。
3、如果要切割成矩形的块状体,那么,可以先将板状的料块0切割成很多个条状体,再将料板3从工作台2上拆下,然后,将料板3在水平面内转动九十度后安装在工作台2上进行切割。
4、如果要切割成平行四边形的块状体或菱形的块状体,那么,可以先将板状的料块0切割成很多个条状体,再将料板3从工作台2上拆下,并将很多个条状体从料板3上揭下,且将很多个条状体在水平面内转动设定的角度后粘在料板3上,然后,将料板3安装在工作台2上进行切割。
5、由此可见,现有技术的线锯切割机在将板状的料块0切割成平行四边形的块状体或菱形的块状体时大大增加了料块0的粘、揭次数,大大增加了操作人员的劳动强度,延长了切割准备时间,大大降低了工作效率,大大增加了粘料误差,大大降低了加工精度。可想而知,将板状的料块0切割成多个等边三角形的块状体会更困难。
技术实现思路
1、本实用新型要解决的技术问题是提供一种线锯切割机,该线锯切割机在将板状的料块切割成平行四边形的块状体或菱形的块状体时不需要增加粘、揭次数,不增加操作人员的劳动强度,不需要延长切割准备时间,大大提高了工作效率,大大降低了粘料误差,大大提高了加工精度。
2、为了解决上述技术问题,本技术方案提供了一种线锯切割机,包括切割机构和工作台;所述切割机构位于所述工作台的上方;所述工作台的上面设置有料板;所述料板配置有可变向定位工装。
3、作为本技术方案的各种改进如下所述。
4、所述可变向定位工装包括固定体和活动体;
5、所述固定体的形状呈矩形板体或圆形板体;
6、所述活动体的形状呈矩形板体或圆形板体。
7、所述固定体的顶面设置有定位部;
8、所述活动体的底面设置有定位配合部;
9、或者,
10、所述固定体的顶面设置有定位配合部;
11、所述活动体的底面设置有定位部;
12、所述固定体和所述活动体通过所述定位部和所述定位配合部定位连接。
13、所述固定体的顶面设置有转动定位部;
14、所述活动体的底面设置有转动定位配合部;
15、或者,
16、所述固定体的顶面设置有转动定位配合部;
17、所述活动体的底面设置有转动定位部;
18、所述固定体和所述活动体通过所述转动定位部和所述转动定位配合部转动定位连接。
19、所述转动定位部有一个;
20、一个所述转动定位部设置在所述固定体的中央;或者,
21、一个所述转动定位部设置在所述活动体的中央;
22、所述转动定位配合部有一个;
23、一个所述转动定位配合部设置在所述活动体的中央;或者,
24、一个所述转动定位配合部设置在所述固定体的中央;
25、一个所述转动定位配合部与一个所述转动定位部转动定位连接。
26、所述定位部至少有两个;
27、所有所述定位部到所述转动定位部之间的距离相等;
28、所述定位配合部至少有一个;
29、所有所述定位配合部设置在所述活动体的边部;
30、所有所述定位配合部到一个所述转动定位配合部之间的距离相等且等于所有所述定位部到所述转动定位部之间的距离;
31、所有所述定位配合部与相应个数的所述定位部定位连接。
32、所述定位部有三个;
33、三个所述定位部到所述转动定位部之间的距离相等;
34、三个所述定位部呈等边三角形分布;或者,
35、三个所述定位部呈等腰三角形分布;
36、或者,
37、所述定位部有两个;
38、两个所述定位部到所述转动定位部之间的距离相等;
39、或者,
40、所述定位部有多个;
41、多个所述定位部到所述转动定位部之间的距离相等;
42、多个所述定位部呈正多边形分布;
43、所述定位配合部有一个;
44、一个所述定位配合部设置在所述活动体的边部;
45、一个所述定位配合部到一个所述转动定位配合部之间的距离等于所有所述定位部到所述转动定位部之间的距离;
46、一个所述定位配合部与所有所述定位部中的一个定位连接。
47、所述定位部的个数是十二的整数倍。
48、所述定位部是凹口;
49、所述定位部的形状呈圆柱形盲孔或圆柱形透孔;
50、所述定位配合部是凸起;
51、所述定位配合部的形状呈圆柱体;
52、所述转动定位部是凹口;
53、所述转动定位部的形状呈圆柱形盲孔或圆柱形透孔;
54、所述转动定位配合部是凸起;
55、所述转动定位配合部的形状呈圆柱体;
56、或者,
57、所述转动定位部是凸起;
58、所述转动定位部的形状呈圆柱体;
59、所述转动定位配合部是凹口;
60、所述转动定位配合部的形状呈圆柱形盲孔或圆柱形透孔。
61、所述固定体的底面与所述料板的顶面固定连接;
62、或者,
63、所述固定体用所述料板代替。
64、本技术方案的线锯切割机与现有技术相比具有以下有益效果。
65、1、本技术方案由于采用了所述料板配置有可变向定位工装的技术手段,所以,该线锯切割机在将板状的料块切割成平行四边形的块状体或菱形的块状体时只需转动可变向定位工装即可重新定位,不需要增加粘、揭次数,不增加操作人员的劳动强度,不需要延长切割准备时间,大大提高了工作效率,大大降低了粘料误差,大大提高了加工精度。
66、2、本技术方案由于采用了所述可变向定位工装包括固定体和活动体;所述固定体的形状呈矩形板体或圆形板体;所述活动体的形状呈矩形板体或圆形板体的技术手段,所以,可以增大固定体和活动体的重合面积,有利于提高定位结构的设计精度、制造精度、定位精度。
67、3、本技术方案由于采用了所述固定体的顶面设置有定位部;所述活动体的底面设置有定位配合部;或者,所述固定体的顶面设置有定位配合部;所述活动体的底面设置有定位部;所述固定体和所述活动体通过所述定位部和所述定位配合部定位连接的技术手段,所以,设计简单、加工方便,可以根据不同客户的需求生产出多种线锯切割机。
68、4、本技术方案由于采用了所述固定体的顶面设置有转动定位部;所述活动体的底面设置有转动定位配合部;或者,所述固定体的顶面设置有转动定位配合部;所述活动体的底面设置有转动定位部;所述固定体和所述活动体通过所述转动定位部和所述转动定位配合部转动定位连接的技术手段,所以,定位方便,可以根据实际情况生产出多种线锯切割机。
69、5、本技术方案由于采用了所述转动定位部有一个;一个所述转动定位部设置在所述固定体的中央;或者,一个所述转动定位部设置在所述活动体的中央;所述转动定位配合部有一个;一个所述转动定位配合部设置在所述活动体的中央;或者,一个所述转动定位配合部设置在所述固定体的中央;一个所述转动定位配合部与一个所述转动定位部转动定位连接的技术手段,所以,有利于匀称的转动料块,可以根据实际情况生产出多种线锯切割机。
70、6、本技术方案由于采用了所述定位部至少有两个;所有所述定位部到所述转动定位部之间的距离相等;所述定位配合部至少有一个;所有所述定位配合部设置在所述活动体的边部;所有所述定位配合部到一个所述转动定位配合部之间的距离相等且等于所有所述定位部到所述转动定位部之间的距离;所有所述定位配合部与相应个数的所述定位部定位连接的技术手段,所以,可以根据实际情况和客户的不同需求生产出多种线锯切割机。
71、7、本技术方案由于采用了所述定位部有三个;三个所述定位部到所述转动定位部之间的距离相等;三个所述定位部呈等边三角形分布的技术手段,所以,不但可以将料块切割成平行四边形,而且,还可以将料块切割成菱形,更可以将料块切割成等边三角形。
72、8、本技术方案由于采用了三个所述定位部呈等腰三角形分布;或者,所述定位部有两个;两个所述定位部到所述转动定位部之间的距离相等;或者,所述定位部有多个;多个所述定位部到所述转动定位部之间的距离相等;多个所述定位部呈正多边形分布;所述定位配合部有一个;一个所述定位配合部设置在所述活动体的边部;一个所述定位配合部到一个所述转动定位配合部之间的距离等于所有所述定位部到所述转动定位部之间的距离;一个所述定位配合部与所有所述定位部中的一个定位连接的技术手段,所以,可以根据实际情况和客户的不同需求生产出多种线锯切割机。
73、9、本技术方案由于采用了所述定位部的个数是十二的整数倍的技术手段,所以,不但可以将料块切割成平行四边形,而且,还可以将料块切割成菱形,更可以将料块切割成等边三角形,也可以将料块切割成矩形。
74、10、本技术方案由于采用了所述定位部是凹口;所述定位部的形状呈圆柱形盲孔或圆柱形透孔;所述定位配合部是凸起;所述定位配合部的形状呈圆柱体;所述转动定位部是凹口;所述转动定位部的形状呈圆柱形盲孔或圆柱形透孔;所述转动定位配合部是凸起;所述转动定位配合部的形状呈圆柱体;或者,所述转动定位部是凸起;所述转动定位部的形状呈圆柱体;所述转动定位配合部是凹口;所述转动定位配合部的形状呈圆柱形盲孔或圆柱形透孔的技术手段,所以,设计简单、加工容易。
75、11、本技术方案由于采用了所述固定体的底面与所述料板的顶面固定连接的技术手段,所以,有利于提高加工的稳定性。
76、12、本技术方案由于采用了所述固定体用所述料板代替的技术手段,所以,有利于节约可变向定位工装的制造成本。
- 还没有人留言评论。精彩留言会获得点赞!