一种基于机械臂的贴砖工具及自动化贴砖设备的制作方法
1.本实用新型涉及现场自动化铺贴瓷砖的工具头技术领域。
背景技术:
2.如今自动化技术蓬勃发展,提高了很多领域的生产及加工效率。自动化机械正在逐步取代人工操作,提高了工作效率并减小失误概率。但现有的机械臂大多从事工厂内固定岗工作,而建筑业多为现场移动式施工,所以如何采用机械臂的方式实现建造领域的自动化,是当今的热门议题之一。
3.瓷砖是一种应用广泛的室内装饰用品。现有的贴瓷砖作业都是通过人工安装,贴砖效果的好坏完全取决于工作人员的个人技术水平,不仅施工效率低,且极易出现失误造成原材料的浪费。使用机械臂结合机器视觉,实现高精度的自动化现场贴砖是可以期待的。
技术实现要素:
4.本实用新型的目的就是针对现有技术发展趋势,提供一种基于机械臂的自动化贴砖工具,实现现场智能化铺砖。
5.为达上述目的,本实用新型采取的技术方案如下:
6.一种基于机械臂的贴砖工具,包括主体框架、传感器模组和气动模组,所述的主体框架用于固定传感器模组和气动模组,所述的传感器模组包括视觉传感器、力传感器和陀螺仪,分别设于主体框架上部和下部;所述的气动模组包括吸盘、三通电磁阀和真空泵,所述的吸盘用于吸附和转移砖体,其上部端口通过电磁阀与真空泵的气路连通。
7.进一步,所述的主体框架包括型材框架本体、用于安装视觉传感器的第一连接件和用于安装气动模组的第二连接件,所述的第一连接件根据视觉传感器的数量和安装位置分别设于型材框架本体上,所述的力传感器设于型材框架本体和第二连接件之间,所述的陀螺仪设于第二连接件上。更进一步,所述的主体框架还包括转接件,用于连接机械臂末端轴。
8.进一步,所述的视觉传感器为多个点激光、工业相机与点激光组合或工业相机与线激光的组合,更进一步可选择工业相机与点激光组合式视觉传感器。
9.进一步,所述的吸盘为海绵吸盘,设置两个,方便吸附转移大面积砖体。
10.本实用新型的有益效果:
11.本实用新型提供的贴砖工具,通过传感器组提供现场状况,气动模组贴砖,可在机械臂支持下在施工现场自动贴砖,提高了工作效率,减少人力成本和资源浪费。
12.同时,可根据不同的成本与现场的地面平整、光线条件等,提供不同的视觉传感器组合方案极大地提升了现场自动贴砖地精度与鲁棒性,同时进一步提升了贴砖效率。
13.另外,本实用新型的主体框架部分可以支持不同传感器的模块化连接,降低了更换成本。
14.下面结合附图对本实用新型的具体实施方式举例说明:
附图说明
15.图1为本实用新型实施例提供的基于机械臂的贴砖工具整体结构示意图。
16.图2是本实用新型实施例提供的基于机械臂的贴砖工具主体框架结构示意图。
17.图3是本实用新型实施例提供的基于机械臂的贴砖工具主体框架结构爆炸示意图。
18.图4是本实用新型实施例提供的基于机械臂的贴砖工具传感器模组分布示意图。
19.图5是本实用新型实施例提供的基于机械臂的贴砖工具气动模组示意图。
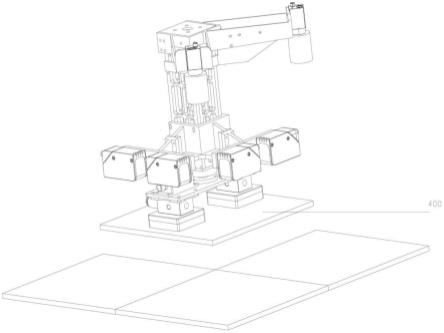
20.图6是本实用新型实施例提供的基于机械臂的贴砖工具工作状态示意图。
21.附图标记:
22.100主体框架、101型材框架本体、102第一连接件、103第二连接件
23.104转接件
24.200传感器模组、201视觉传感器、202力传感器、203陀螺仪
25.300气动模组、301吸盘、302三通电磁阀、303真空泵
26.400瓷砖
具体实施方式
27.此处所描述的具体实施例仅仅用于解释本专利的技术方案,而非对公开技术方案的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开技术方案相关的部分而非全部结构。
28.在更加详细地讨论示例性实施例之前应当提到的是,实施例中提到的设备部件和/模块本身的结构如果没有详细说明,为本领域技术人员根据现有公开技术可理解或市售产品。
29.如图1所示,本实施例提供的基于机械臂的贴砖工具,包括主体框架100、传感器模组200和气动模组300,所述的主体框架100用于固定、连接传感器模组200和气动模组300,所述的传感器模组200包括视觉传感器201、力传感器 202和陀螺仪203,分别设于主体框架100上部和下部;所述的气动模组300包括吸盘301、三通电磁阀302和真空泵303,所述的吸盘301用于吸附和转移砖体,其上部端口通过电磁阀302与真空泵303的气路连通。
30.所述的主体框架100主要用于连接和固定各功能部件,优选的结构之一:包括型材框架本体101、用于安装视觉传感器201的第一连接件102和用于安装气动模组300的第二连接件103,所述的第一连接件102根据视觉传感器201的数量和安装位置分别设于型材框架本体101上,所述的力传感器202分别与型材框架本体101和第二连接件103连接,所述的陀螺仪203设于第二连接件103 上。
31.为了方便快捷的连接到机械臂上,在主体框架100上部设置一转接件104。
32.所述的视觉传感器201可以是多个点激光、工业相机与点激光组合或工业相机与线激光的组合,更进一步可选择工业相机与点激光组合式视觉传感器。例如方案一:采用4个以上点激光,单侧2个以上为一组,两组间90
°
夹角设置。优选的方案二,采用4个以上点激光,单侧2个以上为一组,两组间相邻 90
°
设置;两个以上工业相机,两个工业相机保持90
°
夹角设置。优选的方案三:采用4个以上线激光,单侧2个以上为一组,两组间90
°
夹角设置;两个以上工业相机,两个工业相机保持90
°
夹角设置。
33.进一步,所述的吸盘301设有两个,同时与三通电磁阀302的两个气路连通。
34.进一步,第二连接件103为一平板框架结构,其下面板用于设置吸盘301。
35.本实用新型的工作原理如下:
36.如使用4个点激光,机械臂带动高精度贴砖工具到达抓取位,其中一个点激光测量与待抓取瓷砖的距离,通过机械臂工具头下移至预设的点激光的高精度测量范围内,机械臂带动4组点激光上下左右移动,两两分布的点激光寻找距离突变位置直到四个点激光全部处于距离突变位置时,再次点激光读数,并根据4点读数,计算并带动机械修正旋转角度偏差,并得到最终的与瓷砖的平行距离d,机械臂带动工具下移相应距离,直到海绵吸盘与瓷砖接触停止,激活电磁阀,由于真空泵内气压低于大气压强气体内流,海绵吸盘将瓷砖吸住。与此同时力传感器接收到重量增加信号表明瓷砖抓取成功。贴瓷砖时,首先机械臂带动工具头到达预设的大致方位,陀螺仪将瓷砖角度校正到水平。两两分布的点激光寻找距离突变位置并记录最远距离,直到四个点激光全部处于距离突变位置时,再次点激光读数,并根据4点读数,计算并带动机械修正旋转角度偏差,机械臂带动工具头下移粘贴瓷砖,到达计算位置时停止,等待点激光调节完瓷砖位置后,再次激活电磁阀切断海绵吸盘与真空泵连接的气路并与大气相连,海绵吸盘与瓷砖分离,力传感器接收到重量减少信号表明瓷砖粘贴完毕。
37.如使用4组点激光与两组工业相机。
38.机械臂带动工具头抓取瓷砖,两两分布的点激光寻找距离突变位置直到四个点激光全部处于距离突变位置时,启用两组工业相机通过视觉算法检测两块砖的角点,分别计算角点在机械臂坐标系下的相对位置关系,为了保证贴砖的精度,摄像头内置的视觉算法必须检测出决定贴砖精度的两个关键参数:瓷砖角点的相对位置和瓷砖的边缘直线,为了保证贴砖效果达到业界标准,必须保证角点1与角点2分别在机械臂坐标系x,y方向上均达到小于0.5mm的误差以及代表瓷砖平行度的直线1与直线2的相对角度误差在0.1度以内。等待工业相机调节完瓷砖位置后,再次激活电磁阀切断海绵吸盘与真空泵连接的气路并与大气相连,海绵吸盘与瓷砖分离,力传感器接收到重量减少信号表明瓷砖粘贴完毕。气动模块由真空泵连接电磁阀再连接海绵吸盘。初始状态时,海绵吸盘通过电磁阀与大气相连处于待机状态,当抓取瓷砖时,电磁阀被激活将海绵吸盘与真空泵连接,由于大气压强大于真空泵中压强气体通过海绵吸盘流入产生负压进而吸住瓷砖,当粘贴瓷砖时电磁阀归位,海绵吸盘再次与大气连接负压消失,海绵吸盘301与瓷砖分离。重复上述步骤直到作业完成。
39.以上是对本实用新型的较佳实施进行了举例说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1