滚压多种类型产品的滚压机的制作方法
1.本实用新型涉及陶瓷领域,特别涉及滚压多种类型产品的滚压机。
背景技术:
2.现有的滚压机只能滚压出常规产品(例如:圆形的碗),无法滚压出异形产品(椭圆形、四边形和六边形等形状的碗),功能单一,部分滚压机虽然能够滚压出异形产品,但是其滚压结构较为复杂,而且滚压出的部分产品无法实现厚薄均一,无法满足用户需求。
技术实现要素:
3.本实用新型的目的在于提供一种既可以滚压出常规产品(圆形)、异形产品(非圆形)的滚压多种类型产品的滚压机。
4.本实用新型的目的是这样实现的:
5.一种滚压多种类型产品的滚压机,包括机架、上模装置和下模装置,其特征在于:所述下模装置设置在机架一侧,所述上模装置以活动方式设置在机架上,所述上模装置位于下模装置上方,所述上模装置可沿机架的水平方向和垂直方向滑行;
6.所述下模装置包括下模具、下杆体和第一动力源,所述下模具连接下杆体,所述下杆体连接第一动力源,第一动力源带动下杆体旋转和/或升降,从而带动下模具旋转和/或升降;
7.所述上模装置包括滚头、上杆体和第二动力源,所述上杆体一端连接第二动力源,上杆体另一端连接滚头,第二动力源带动滚头旋转;
8.所述滚头的外部形状和下模具的模具腔形状相同,滚头尺寸小于下模具尺寸。
9.所述下模具在第一动力源的带动下自转/升降,所述在滚头在第二动力源带动下自转/升降,而且上模装置可沿机架的水平方向和垂直方向滑行,令滚头的调节范围更广泛,滚压多种类型产品的滚压机可以滚压常规产品和异形产品,当需要滚压异形产品时,将下模具和滚头形状更换成对应的异形产品形状,同时滚头滚压过程按程序在水平方向和垂直方向滑行调整滚头位置,从而滚压出异形产品,而且滚压出的异形产品厚度均匀,质量可靠。
10.本实用新型的目的还可以采用以下技术措施解决:
11.进一步地,所述滚头的转速和下模具的转速一致。
12.进一步地,所述机架包括上机架和下机架,所述下机架顶部设置有朝水平方向滑行的水平轨道,所述上机架以滑动方式坐于水平轨道上,所述下机架内置有用于推动上机架水平方向滑行的第一驱动装置,所述第一驱动装置和上机架连接。
13.进一步地,所述上机架位于下模装置上方的侧壁设置有朝向垂直方向滑行的垂直轨道,所述上模装置以滑动方式坐于垂直轨道上,所述上机架内置有用于推动上模装置垂直方向滑行的第二驱动装置,所述第二驱动装置和上模装置连接。
14.进一步地,所述下模具为椭圆形模具,所述滚头为椭圆形滚头。
15.进一步地,所述下模具为四方形模具,所述滚头为四方形滚头。
16.进一步地,所述下模具为六边形模具,所述滚头为六边形滚头。
17.进一步地,所述下模具为圆形模具,所述滚头为圆形滚头。
18.进一步地,所述第一动力源和第二动力源均为电机。
19.本实用新型的有益效果如下:
20.本实用新型,所述下模具在第一动力源的带动下自转/升降,所述在滚头在第二动力源带动下自转,而且上模装置可沿机架的水平方向和垂直方向滑行,令滚头的调节范围更广泛,滚压多种类型产品的滚压机可以滚压常规产品和异形产品,当需要滚压异形产品时,将下模具和滚头形状更换成对应的异形产品形状,同时滚头滚压过程按程序在水平方向和垂直方向滑行调整滚头位置,从而滚压出异形产品,而且滚压出的异形产品厚度均匀,质量可靠。
附图说明
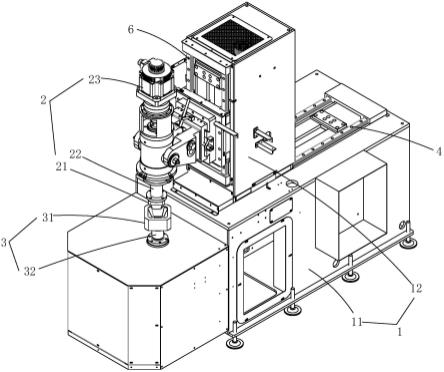
21.图1为滚压多种类型产品的滚压机的示意图。
22.图2为滚压多种类型产品的滚压机的主视图。
23.图3为滚压多种类型产品的滚压机的俯视图。
24.图4为图3的a-a剖视图。
具体实施方式
25.下面结合附图及实施例对本实用新型作进一步描述:
26.实施例,结合图1到图4所示,一种滚压多种类型产品的滚压机,包括机架1、上模装置2和下模装置3,所述下模装置3设置在机架1一侧,所述上模装置2以活动方式设置在机架1上,所述上模装置2位于下模装置3上方,所述上模装置2可沿机架1的水平方向和垂直方向滑行。
27.所述下模装置3包括下模具31、下杆体32和第一动力源33,所述下模具31连接下杆体32,所述下杆体32连接第一动力源33,所述第一动力源33带动下模具31旋转和/或升降。
28.所述上模装置2包括滚头21、上杆体22和第二动力源23,所述上杆体22一端连接第二动力源23,上杆体22另一端连接滚头21,第二动力源23带动滚头21旋转。
29.所述滚头21的外部形状和下模具31的模具腔形状相同,滚头21尺寸小于下模具31尺寸。
30.进一步地,所述滚头21的转速和下模具31的转速一致。
31.进一步地,所述机架1包括上机架11和下机架12,所述下机架12顶部设置有朝水平方向滑行的水平轨道4,所述上机架11以滑动方式坐于水平轨道4上,所述下机架12内置有用于推动上机架11水平方向滑行的第一驱动装置5,所述第一驱动装置5和上机架11连接。
32.进一步地,所述上机架11位于下模装置3上方的侧壁设置有朝向垂直方向滑行的垂直轨道6,所述上模装置2以滑动方式坐于垂直轨道6上,所述上机架11内置有用于推动上模装置2垂直方向滑行的第二驱动装置7,所述第二驱动装置7和上模装置2连接。
33.进一步地,所述下模具31为椭圆形模具,所述滚头21为椭圆形滚头。
34.进一步地,所述下模具31为四方形模具,所述滚头21为四方形滚头。
35.进一步地,所述下模具31为六边形模具,所述滚头21为六边形滚头。
36.进一步地,所述下模具31为圆形模具,所述滚头21为圆形滚头。
37.进一步地,所述第一动力源33和第二动力源23均为电机。
38.工作原理:
39.滚压常规产品(例如,圆形碗):
40.用户将滚头21、下模具31更换成与常规产品(例如,圆形碗)形状一致,而且滚头21的尺寸小于下模具31尺寸,用户将泥坯放入下模具31内,接着用户通过第一驱动装置5调整滚头21的水平位置,用户通过第二驱动装置7调整滚头21的垂直位置,以使滚头21的中心点和下模具31的中心点重叠并伸入下模具31内,最后用户启动第一动力源33,第一动力源33带动下模具31旋转,用户启动第二动力源23,第二动力源23带动滚头21旋转,从而使滚头21滚压出常规产品(例如圆形碗)。
41.滚压异形产品(例如,椭圆形碗):
42.用户将滚头21、下模具31更换成与异形产品(例如,椭圆形碗)形状一致,而且滚头21的尺寸小于下模具31尺寸,用户将泥坯放入下模具31内,接着用户通过第一驱动装置5调整滚头21的水平位置,用户通过第二驱动装置7调整滚头21的垂直位置,以使滚头21和下模具31初步定位(滚头21旋转中心和下模具31的旋转中心在滚压多种类型产品的滚压机水平方向的轴线上且保持一定距离,滚头21的长轴和下模具31的长轴平行,滚头21的短轴和下模具31的短轴平行),最后用户启动第一动力源33,第一动力源33带动下模具31旋转,用户启动第二动力源23,第二动力源23带动滚头21旋转,成型过程,滚头21的轴心和下模具31的轴心按照程序进行偏移(偏移距离为滚头21的长轴和下模具31的长轴之间的差值、滚头21的短轴和下模具31的短轴之间的差值),从而使滚头21滚压出滚压异形产品(例如,椭圆形碗)。
43.不同的异形产品,例如四边形、六边形和八边形,滚头21和下模具31的初步定位不同,滚头21的轴心和下模具31的轴心之间偏移数值不同,需要针对不同产品进行调节。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1