一种多面封闭状长杆状陶瓷凝胶注模及其制备方法与流程
1.本技术涉及凝胶注模的领域,尤其是涉及一种多面封闭状长杆状陶瓷凝胶注模及其制备方法。
背景技术:
2.目前,碳化硅陶瓷在光伏行业、新能源行业及泛半导体行业得到广泛的应用,这些先进陶瓷往往是结构复杂、尺寸较大,例如光伏行业用的悬臂梁,长度可以达到3m以上,壁厚只有5mm。
3.凝胶注模是一种原位固化的成型方法,与传统的注浆工艺不同的是,无需石膏模,采用的模具可以是陶瓷、金属或高分子材料等,但为了形成一定的腔体结构,需要采用内模和外模结合的方式实现,通过消失模芯、外通水部分及保护层结构组合而成,但是,外通水部分需要固定在外模上,制备得到多面封闭的陶瓷胚体时,会因为预留通水部分而难以制备得到完全封闭的陶瓷胚体,需要在后续步骤对胚体表面进行补料,得到的产品均匀性较差。
技术实现要素:
4.为了减少后续坯体需要再次补料的现象,本技术提供一种多面封闭状长杆状陶瓷凝胶注模及其制备方法。
5.本技术提供的一种多面封闭状长杆状陶瓷凝胶注模及其制备方法采用如下的技术方案:第一方面,本技术提供了一种多面封闭状长杆状陶瓷凝胶注模,采用如下的技术方案:一种多面封闭状长杆状陶瓷凝胶注模,包括底模,所述底模的一端开设有用于待形成坯体进行浇筑的浇筑腔,所述浇筑腔中设置有内模,所述浇筑腔中设置有用于将内模进行固定的固定件。
6.通过采用上述技术方案,固定件将内模进行支撑,使得内模悬浮于底模浇筑腔的上方,随后将坯体浆料加入至浇筑腔中,待浆料固化后,将坯体与内模从底模中脱出,随后将坯体与内模进行拆除,即可得到完整的多面封闭结构的坯体,后续也无需进行拼接或拼凑,也不需要对坯体进行补料。
7.作为优选,所述浇筑腔的开口处一端设置有封闭盖,所述封闭盖处设置有用于使得封闭盖将浇筑腔进行封闭的定位件。
8.通过采用上述技术方案,封闭盖将浇筑腔闭合后,一方面。可减少灰尘进入浇筑腔中,从而使得灰尘对坯体质量产生影响的现象的发生,另一方面,可减少坯体中出现气孔的现象的发生,同时可以提升坯体表面的平整度。
9.作为优选,所述固定件包括设置于浇筑腔底部的第一垫块和设置于内模长度方向两侧的第二垫块。
10.通过采用上述技术方案,第一垫块将内模进行支撑,第二垫块的侧壁与浇筑腔的内侧壁贴合,第二垫块的另一侧壁与内模的侧壁贴合,从而可替身内模位于底模中时的稳定性。
11.作为优选,所述内模包括消失模,所述消失模的表面设置有穿孔件,所述穿孔件远离消失模的一端与底模的内壁贴合;所述第一垫块远离浇筑腔底壁的一端设置有第一凸起,所述消失模的底壁处开设有供第一凸起插设的第一定位槽,所述第二垫块与消失模贴合的一侧设置有第二凸起,所述消失模的侧壁处开设有供第二凸起插设的第二定位槽;所述消失模中开设有通水通道。
12.通过采用上述技术方案,第一凸起插设于第一定位槽中,第二凸起插设于第二定位槽中,可提升消失模的稳定性,减少了消失模在底模的浇筑腔中晃动的现象。
13.作为优选,所述消失模的外表面设置有第一保护层,所述第一保护层的外壁设置有第二保护层。
14.通过采用上述技术方案,第一保护层可以为pvb溶液,第二保护层可以为铝箔纸,第一保护层与第二保护层的设置,可减少氧阻现象,使得坯体中减少了气孔的产生,同时可使得坯体的表面更加平整,提升了产品的质量。
15.作为优选,所述内模包括金属模,所述金属模的表面设置有贯穿块,所述贯穿块与金属模之间可拆卸连接;所述第一垫块设置有第一限位块,所述第一限位块设置于底模浇筑腔的底壁处,所述金属模的底壁开设有供第一限位块插设的第一限位槽,所述底模位于浇筑腔的开口端开设有滑动槽,所述第二垫块插设于滑动槽中,所述第二垫块的侧壁与金属模的侧壁贴合。
16.通过采用上述技术方案,金属模通过第一垫块进行支撑,第一限位块插设于金属模的第一限位槽中,从而提升了金属模的稳定性;第二垫块插设于滑动槽中,第二垫块的侧壁与滑动槽的底壁相抵,第二垫块的侧壁与金属模的侧壁贴合,从而可对完成对金属模的固定;坯体固化后,将贯穿块与金属模进行拆卸,随后将金属模与坯体进行分离,即可得到完整的坯体,金属模可反复使用。
17.作为优选,所述固定件与待成型胚体材料相同。
18.第二方面,本技术还提供了一种应用于多面封闭状长杆状陶瓷凝胶注模的制备方法,采用如下步骤:s1、预先制备待成型坯体所需固定件,将固定件根据最终所需坯体形状进行切块;s2、制备消失模模型,消失模中预先开设有通水通道,在消失模的表面涂覆第一保护层,在第一保护层的外壁包覆第二保护层,将第一垫块放置在底模的浇筑腔中,第一垫块与底模内侧底壁贴合,将第二垫块的第二凸起插设于第二定位槽中,随后将消失模放置于底模的消失模中,第一垫块的第一凸起插设于消失模的第一定位槽中,第二垫块的侧壁与底模的内壁相互贴合;s3、将预制好的坯体浆料从浇筑腔的开口处浇筑于浇筑腔中,坯体浆料将第一垫块与第二垫块包覆,将封闭盖使用定位件使得底模与封闭盖连接,封闭盖将的浇筑腔开口处盖合,固化坯体浆料,坯体与第一垫块、第二垫块形成整体;s4、从封闭盖的出水口处注入消除液体,消除液体通过通水通道与消失模接触,直至消失模去除后,将封闭盖去除并移除第二保护层;
s5、将底模与残留的消失模一起干燥,待底模收缩且消失模完全去除后,取出底模,得到完成坯体。
19.作为优选,s1、预先制备待成型坯体所需固定件,将固定件根据最终所需坯体形状进行切块;s2、将第一垫块与金属模固定后,将金属模放置在底模的浇筑腔中;s3、将预制好的坯体浆料从浇筑腔的开口处浇筑于浇筑腔中,坯体浆料将第一垫块与第二垫块包覆,将封闭盖使用定位件使得底模与封闭盖连接,固化坯体浆料,坯体与第一垫块、第二垫块形成整体;s4、将封闭盖去除,随后将底模与金属模一起干燥,待底模收缩后,分离底模,将贯穿块从金属模上拆卸,并将金属模与固化后的坯体分离,得到完成坯体。
20.综上所述,本技术包括以下至少一种有益技术效果:1.通过固定件对内模进行支撑,坯体浆料固化后,随后将内模拆卸,即可得到多面封闭结构的坯体,无需后续再对坯体进行拼接、拼凑,也不需要再对坯体进行补料,从而提升了产品的均匀性;2.在底模的浇筑腔开口处设置有封闭盖,封闭盖可减少外界灰尘进入模具中的现象,从而提升了产品的质量。
附图说明
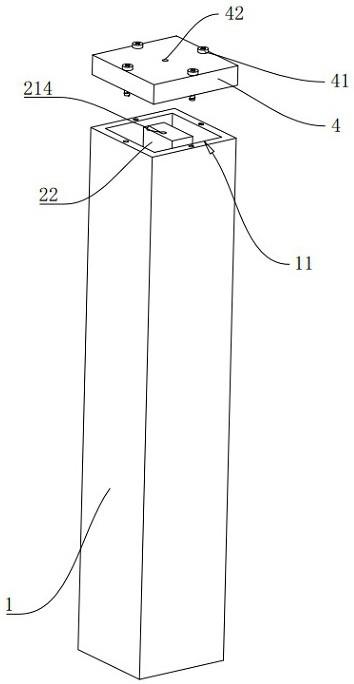
21.图1是本技术实施例一种多面封闭状长杆状陶瓷凝胶注模的整体示意图。
22.图2是用于表示实施例1中消失模与底模之间连接关系的剖面示意图。
23.图3是图2中a部的放大示意图。
24.图4是图3中b部的放大示意图。
25.图5是用于体现第二垫块与消失膜之间连接关系的局部剖面示意图。
26.图6是用于表示实施例2中金属模的示意图。
27.图7是用于体现实施例2中底模去除封闭盖后的俯视图。
28.附图标记说明:1、底模;11、浇筑腔;12、滑动槽;2、内模;21、消失模;211、穿孔件;212、第一定位槽;213、第二定位槽;214、通水通道;22、金属模;221、贯穿块;222、第一限位槽;3、固定件;31、第一垫块;311、第一凸起;312、第一限位块;32、第二垫块;321、第二凸起;4、封闭盖;41、定位件;42、出水口;5、第一保护层;6、第二保护层。
具体实施方式
29.以下结合附图1-7对本技术作进一步详细说明。
30.本技术实施例公开一种多面封闭状长杆状陶瓷凝胶注模及其制备方法。
31.实施例1参照图1,一种多面封闭状长杆状陶瓷凝胶注模,包括底模1,底模1长度方向的一端开设有用于待形成坯体进行浇筑的浇筑腔11,浇筑腔11中放置有内模2,内模2通过固定件3进行固定。
32.参照图1、图2与图3,内模2包括消失模21,本技术实施例中,消失模21可以为醇溶
性消失模21,也可以为水溶性消失模21,水溶性消失模21包括但不局限于聚乙烯醇树脂凝胶,醇溶性消失模21包括但不局限于酚醛树脂凝胶。根据工件需求,消失模21的表面一体成型有穿孔件211,穿孔件211可使得坯体表面形成有贯穿的孔;穿孔件211远离消失模21的一侧侧壁与底模1的内侧壁相互贴合。
33.参照图2、图4与图5,固定件3包括第一垫块31与第二垫块32,第一垫块31的底壁与底模1浇筑腔11的底壁贴合,第二垫块32的侧壁与底模1浇筑腔11的内壁贴合,第一垫块31的表面一体成型有第一凸起311,消失模21的底壁开设有供第一凸起311插设的第一定位槽212,第一垫块31的上表面与消失模21的底壁贴合,第一凸起311的外壁与第一定位槽212的内壁贴合,本技术实施例中,第一凸起311可为矩形块;第二垫块32的侧壁一体成型有第二凸起321,消失模21的侧壁开设有第二凸起321插设的第二定位槽213,第二垫块32靠近消失模21的一侧与消失模21的外侧壁贴合,第二凸起321的外壁与第二定位槽213的内壁相互贴合;本技术实施例中,第二凸起321设置有两个,两个第二凸起321相对设置,每个第二凸起321与任意一对穿孔件211的距离相等。
34.参照图1与图2,消失模21中预先开设有通水通道214,通水通道214向上穿设消失模21,通过通水通道214可注入消除溶液,消除容液可以将消失模21溶解,消除溶液与消失模21的材质适配,若消失模21为水溶性消失模21,消除溶液可以为水,若消失模21为醇溶性消失模21,消除溶液可以为乙醇溶液;消失模21的外壁表面涂覆有第一保护层5,第一保护层5的外壁包裹有第二保护层6,本技术实施例中,第一保护层5为pvb溶液,第二保护层6为铝箔纸,第一保护层5与第二保护层6的设置,可减少坯体出现气泡的现象,并且可使得坯体表面更加平整。
35.参照图1,浇筑腔11的开口处一端盖合有封闭盖4,封闭盖4盖合后可将浇筑腔11的开口处进行封闭,从而可减少外部氧气进入模具对产品产生的影响,从而封闭盖4通过定位件41与底模1进行固定,本技术实施例中,定位件41可以为螺栓,封闭盖4的表面开设有注水口,注水口与消失模21的通水通道214相通。
36.一种应用于多面封闭状长杆状陶瓷凝胶注模的制备方法,包括如下步骤:s1、预先制备待成型坯体所需固定件3,将固定件3根据最终所需坯体形状进行切块;s2、制备消失模21模型,消失模21中预先开设有通水通道214,随后在消失模21的表面涂覆第一保护层5,第一保护层5可以为pvb溶液,等待第一保护层5干燥后,在第一保护层5的外壁包覆第二保护层6,第二保护层6可以为铝箔纸;随后将第一垫块31放置在底模1的浇筑腔11中,第一垫块31与底模1内侧底壁贴合,将第二垫块32的第二凸起321插设于第二定位槽213中,随后将消失模21放置于底模1的浇筑腔11中,第一垫块31的第一凸起311插设于消失模21的第一定位槽212中,第二垫块32的侧壁与底模1的内壁相互贴合;s3、将预制好的坯体浆料从浇筑腔11的开口处浇筑于浇筑腔11中,坯体浆料将第一垫块31与第二垫块32包覆,随后将封闭盖4使用定位件41使得底模1与封闭盖4连接,定位件41可以为螺栓,螺栓穿设封闭盖4后,与底模1螺纹连接,从而使得封闭盖4将浇筑腔11开口处盖合;固化坯体浆料,坯体与第一垫块31、第二垫块32形成整体;s4、从封闭盖4的出水口42处注入消除液体,液体通过通水通道214与消失模21接触,直至消失模21去除后,将封闭盖4去除并移除第二保护层6;其中,注入的液体与消失模
21的性质对应,当消失模21为醇溶性消失模21时,液体可以为乙醇溶液,当液体为水溶性消失模21时,液体可以为水;s5、将底模1与残留的消失模21一起干燥,待底模1收缩且消失模21完全去除后,取出底模1,得到完成坯体。
37.实施例1的实施原理为:第一垫块31与第二垫块32将消失模21进行支撑,同时第一垫块31与第二垫块32与浇筑的坯体的材质为相同的材质;消失模21预先根据坯体的形状进行制备,随后将消失模21同第一垫块31与第二垫块32进行连接,第一垫块31的第一凸起311与插设于消失模21的第一定位槽212中,第二垫块32的第二凸起321插设于消失模21的第二定位槽213中,从而使得第一垫块31、第二垫块32与消失模21之间形成整体的一个结构,将消失模21放置在浇筑腔11中后,向浇筑腔11中填充坯体浆料,坯体浆料将第一垫块31与第二垫块32包覆,等待第一垫块31、第二垫块32与坯体浆料固化后形成一体,随后向消失模21中的通水通道214注入消除溶液,从而使得消失模溶解,消失模21去除,随后将底模1与残留的消失模21进行干燥,底模1收缩后,去除底模1,即可得到完成的坯体,这样制备的坯体无需再进行拼接或拼凑,也不需要再后续进行填料,有效提升了后续制备实施例2参照图6与图7,本实施例2与实施例1的不同之处在于:内模2包括金属模22,金属模22的表面螺纹连接有贯穿块221,贯穿块221的表面与金属模22的侧壁相互贴合适配,第一垫块31与金属模22贴合的一端设置有第一限位块312,金属模22的下表面开设有供第一限位块312插设的第一限位槽222,金属模22的侧壁贴合有第二垫块32,底模1的内壁沿长度方向开设有滑动槽12,第二垫块32可插设于滑动槽12中,第二垫块32可沿滑动槽12的长度方向滑动,第二垫块32的侧壁与滑动槽12的内壁相互贴合,第二垫块32的侧壁与金属模22的内壁相抵,从而使得第二垫块32对金属模22进行支撑。
38.一种应用于多面封闭状长杆状陶瓷凝胶注模的制备方法,包括如下步骤:s1、预先制备待成型坯体所需固定件3,将固定件3根据最终所需坯体形状进行切块;s2、将第一垫块31的第一限位块312插设于金属模22的第一限位槽222中,使得第一限位块312与第一限位槽222卡合固定,将第二垫块32与金属模22的侧壁贴合,随后将贯穿块221转动安装于金属模22处,贯穿块221的表面预先开设有十字,将金属模22通过浇筑腔11的开口处放置入浇筑腔11中,第二垫块32插设于滑动槽12中,第二垫块32的侧壁与滑动槽12的底壁贴合,同时第二垫块32的靠近金属模22一侧的侧壁与金属模22的表面相贴合,完成对金属模22的固定;s3、将预制好的坯体浆料从浇筑腔11的开口处浇筑于浇筑腔11中,坯体浆料将第一垫块31与第二垫块32包覆,将封闭盖4使用定位件41使得底模1与封闭盖4连接,定位件41可以为螺栓,螺栓穿设封闭盖4后,与底模1螺纹连接,从而使得封闭盖4将浇筑腔11开口处盖合;固化坯体浆料,坯体与第一垫块31、第二垫块32形成整体;s4、将封闭盖4去除,随后将底模1与金属模22一起干燥,待底模1收缩后,分离底模1,随后将金属模22与固化后的胚体从底模1中取出,第二垫块32沿滑动槽12的长度方向从底模1中脱出,将贯穿块221从金属模22上转动后拆卸,并将金属模22与固化后的坯体分离,
得到完成坯体,将完成坯体的表面根据工艺要求进行打磨,去除因滑动槽而多出的部分,即可。
39.实施例2的实施原理为:第一垫块31与第二垫块32将金属模22进行支撑,同时第一垫块31与第二垫块32与浇筑坯体的材质为相同的材质,金属模22预先根据坯体的形状进行制备,随后将金属模22与第一垫块31进行连接,第一垫块31的第一限位块312插设于金属模22的第一限位槽222中,随后将第二垫块32插设于滑动槽12中,使得第二垫块32与滑动槽12的底壁相抵,将金属模22从浇筑腔11的开口处放入至浇筑腔11中,使得第一垫块31的底壁与底模1浇筑腔11的底壁贴合,第二垫块32的侧壁与金属模22的侧壁相贴合,从而对金属模22进行固定,随后再填充坯体浆料并将封闭盖4盖合,坯体浆料固化后将底模1进行干燥,等待底模1收缩后,将固化后的坯体与金属模22取出,随后,将贯穿块221进行拆卸,并将金属模22与坯体分离,并根据工艺要求对坯体进行打磨,去除因为滑动槽12而多出的部分坯体,即可得到完成坯体;本实施例的金属模22可反复利用。
40.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1