用于超硬材料加工的金刚线切片机的制作方法
本发明涉及硬质材料加工的,尤其涉及一种用于超硬材料加工的金刚线切片机。
背景技术:
1、在芯片加工中,多采用线切割的形式来进行芯片基材的加工工作,即利用金刚线切片机进行基材的加工,而芯片的基材为超硬材料,包含sic或蓝宝石等。
2、目前,在相关技术中,金刚线切片机多为双辊切片机,工件采用单一的竖直进给的方式完成进料,导致圆形工件与金刚线的切割面积会逐渐变大,一方面不利于加工效率以及加工精度的提升,另一方面,也会更容易导致金刚线发生断线;同时,双辊中的一个转辊通过驱动机构带动运行,另一个转辊则通过绕设在转辊外的金刚线传递转动力矩,导致容易发生断线;双辊切片机由于棍子自身半径的限制,导致其无法完成轮廓尺寸大于其自身轮廓尺寸的工件的加工(如较大的硅棒),进而限制了切片机的使用灵活性,即使采用双辊切片机,辊径增大后,辊距也需要随之增大,进而导致金刚线的刚性下降,以至于金刚线容易发生断线。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本发明提供一种用于超硬材料加工的金刚线切片机,其解决了现有双辊切片机在加工超硬材料时存在的加工效率较低、容易断线、不能加工尺寸较大的工件的技术问题。
3、(二)技术方案
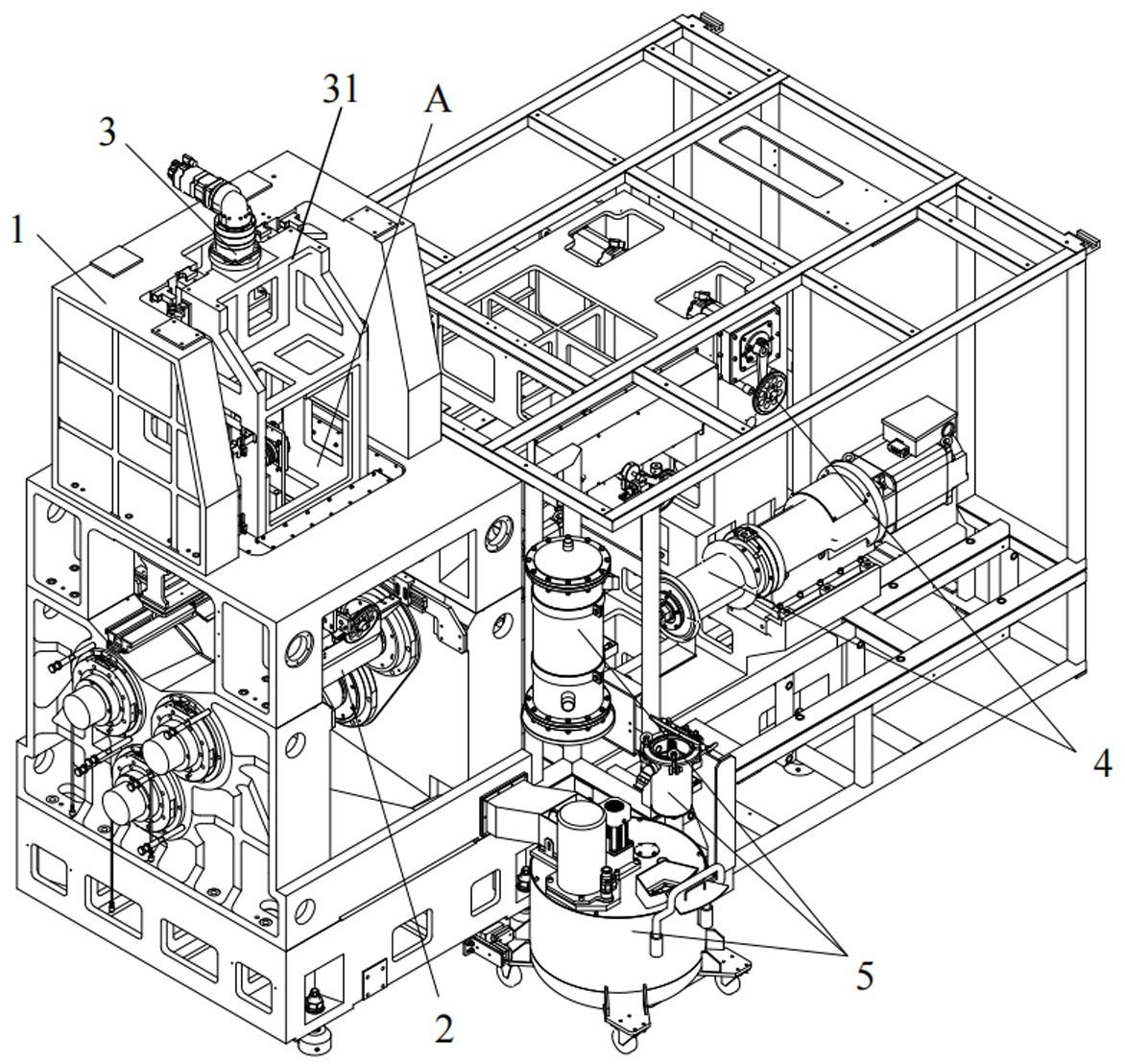
4、为了达到上述目的,本发明提供一种用于超硬材料加工的金刚线切片机,包括机架、切割组件、进给组件和收放线系统,机架上具有切割区,切割组件设于切割区,进给组件能够设于机架位于切割区的一侧,用于设置工件并执行工件的切割进给动作,且进给组件的尾端能够带动工件摆动,其中,切割组件包括至少三个切割辊,三个切割辊与切割区的机架的转动连接,三个切割辊形成的外切轮廓上绕设金刚线形成的切割段与进给组件对应,至少三个切割辊的轴线呈三角形排布;切割组件还包括至少三个直驱马达,三个直驱马达与三个切割辊对应驱动连接,且直驱马达驱动切割辊等速同向运转,进而使切割辊带动金刚线运行。
5、在该技术方案中,金刚线切片机包括机架、切割组件和进给组件,机架作为整体的支撑基体,用来支撑金刚线切片机的各个构件,切割组件用来实现工件的切割,进给组件则用来实现工件的进给,即将工件向切割组件运送完成切割动作,并且尾段可摆动工件,进而减小切割过程中工件与金刚线的接触面积,以提高工件的切割效率和切割效果。
6、进给组件不但能够执行工件切割时的进给动作,还能够在执行切割进给动作的同时执行摆动动作,即尾端带动工件摆动,如此一来,对于圆柱形的工件而言,随着进给组件尾端的摆动,可使得其侧面也参与到加工工作中,进而在切割过程中能够减小与金刚线之间的切割面积,相比于传统单一的通过竖直进给进行加工的方式,在金刚线逐渐切入到工件时,也与工件之间具备较小的切割面积,进而可避免在切割过程中金刚线负载加大发生断线,也有利于提高工件的切割效果。
7、同时,也正是由于在切割过程中金刚线与工件的切割面积变小,因此,可以有效降低切割时金刚线所承载的压力,使其更不容易断线,并延长金刚线使用寿命,也使得更长长度的金刚线参与到切割过程中,更有利于对超硬材料的切割,进而提高晶片的精度。
8、切割组件包括至少三个切割辊,三个切割辊通过连接组件建立起与切割区的机架的转动连接关系,即通过连接组件转动连接于机架上,每个切割辊都通过各自的直驱马达独立控制运转,切割辊上开设有绕线槽,金刚线绕设于绕线槽上,并且金刚线的绕线轮廓与三个切割辊形成的外切轮廓吻合。
9、切割段设置为相邻两个切割辊之间的且与进给组件相对应的金刚线,即进给组件带动工件朝向切割段进给的同时,切割段的金刚线高速运转,可实现工件的切割。
10、由于三个切割辊各自为直驱式,因此,金刚线绕设于切割辊后,三个切割辊均可实现金刚线的独立驱动,同时三个切割辊本身也能够实现独立运转;又因为三个切割辊通过控制可实现同向等速运转,因此,金刚线之间不会产生较高的牵引力,进而可避免金刚线因疲劳或达到拉伸强度极限导致的金刚线断线的问题发生;
11、同时,由于采用直驱马达直接驱动切割辊的驱动形式,因此,可省略复杂的传动系统,大大简化金刚线切片机的整体结构,使得金刚线切片机的结构更加紧凑。
12、采用三个切割辊呈三角形排布的设置形式,能够在保持较小中心距的情况下,使得被切割的晶棒的加工范围更大,同时使得金刚线获得良好的支撑,打破了传统双辊切片机的加工局限,也能够降低金刚线的断线概率,进而大大提高了晶棒的切割效率以及切割精度。
13、在本发明的一个技术方案中,三个切割辊通过连接组件建立起与切割区的机架的转动连接关系,连接组件包括动主轴箱和定主轴箱,动主轴箱和定主轴箱对应设于切割区的机架,且动主轴箱和定主轴箱的主轴表面上均设有母锁定部,切割辊的两端均设有子锁定部,子锁定部能够与对应的母锁定部匹配,子锁定部之间能够相互靠近或相互远离,进而实现与母锁定部的匹配或与母锁定部脱离配合;其中,母锁定部和子锁定部匹配后能够传递转矩。
14、在该技术方案中,三个切割辊通过连接组件建立起与切割区的机架的转动连接关系,并且实现切割辊在机架上的稳定可靠运转,连接组件包括动主轴箱和定主轴箱,动主轴箱和定主轴箱能够设于对应切割辊两端的机架上,并且二者上均设置有母锁定部,该母锁定部配合切割辊两端的子锁定部,并且能够通过母锁定部相互靠近实现与子锁定部的配合,并且实现母锁定部和子锁定部之间的压紧,进而使得转矩能够自母锁定部传递至子锁定部,进而定主轴箱的主轴后端,通过联轴器与直驱马达相连接,从而实现切割辊的运转。
15、在本发明的一个技术方案中,动主轴箱滑动设于机架,定主轴箱固定设于机架,定主轴箱和动主轴箱均包括外套和主轴,外套和对应主轴转动连接;切割辊设置为中空辊,连接组件还包括拉杆和调整螺母,拉杆的一端连接一个主轴,拉杆的另一端能够依次贯穿切割辊和另一个主轴,并延伸至另一个主轴外,调整螺母螺纹连接于拉杆的外端,并且能够通过调整螺母实现对应主轴的加载,进而实现母锁定部对子锁定部的压紧。
16、在该技术方案中,动主轴箱与机架滑动连接,定主轴箱与机架固定连接,动主轴箱的滑动方向沿切割辊的轴线方向延伸,如此一来,通过控制动主轴箱相对于定主轴箱外滑或者内滑,便可以使得切割辊解除安装状态或实现切割辊的装配。
17、动主轴箱和定主轴箱均包含外套和主轴,二者之间通过轴承建立转动连接关系,并且,动主轴箱和定主轴箱均采用油气密封,来应对高速、大负载的切割条件,也可以减小主轴的热变形,提高切片质量。
18、用于带动动主轴箱相对于定主轴箱滑移的构件为拉杆,拉杆连接于定主轴箱对应的主轴,并且贯穿子连接部和母连接部以及中空的切割辊,并且最终自动主轴箱的主轴贯穿而出,并且,拉杆的外端螺纹连接调整螺母,通过旋紧或者旋松调整螺母,便可改变对于动主轴箱的主轴加载力矩,进而改变动主轴和定主轴对于切割辊的压紧力矩,以方便实现切割辊的拆装。
19、在本发明的一个技术方案中,进给组件包括进给部、连接架、摆动部件、摆动驱动件、晶托和黏合部,进给部能够设于机架,连接架与进给部驱动连接,摆动部件通过弧形导轨滑动连接于连接架,摆动驱动件能够设于连接架,并且与摆动部件驱动连接,以带动摆动部件执行摆动动作,晶托可拆卸的设于摆动部件,黏合部的上端面与晶托黏合,黏合部的下端面与工件黏合。
20、在该技术方案中,进给组件包括进给部、连接架、摆动部件、摆动驱动件、晶托和黏合部,进给部可设置为伸缩驱动件,其用来带动连接架执行伸缩动作,摆动部件设置在连接架上,摆动驱动件用来带动摆动部件相对于连接架执行摆动动作,进而带动晶托以及黏合部能够执行进给动作和摆动动作,而工件黏合在黏合部上,如此工件便可在执行进给动作的同时,实现工件的摆动。
21、同时,摆动部件的摆动轴线要设置为与工件轴线重合的形式,以确保在进行柱状工件的切割过程中,工件本身保持稳定。
22、在本发明的一个技术方案中,晶托和摆动部件通过滑动组件建立可拆卸连接关系,滑动组件包括v形定位部和矩形定位部,v形定位部能够设于摆动部件,且晶托的对应位置设有与v形定位部相匹配的第一配合槽,矩形定位部能够设于摆动部件,且晶托的对应位置设有与v形定位部相匹配的第二配合槽;其中,v形定位部与第一配合槽的配合公差小于矩形定位部与第二配合槽的配合公差。
23、在该技术方案中,晶托和摆动部件通过滑动组件建立可拆卸连接关系,滑动组件包括v形定位部和矩形定位部,v形定位部与第一配合槽配合后,实现晶托相对于摆动组件的定位,本技术方案额外设置了矩形定位置,矩形定位部与第二配合槽配合后可限制晶托相对于摆动部件发生扭转而破坏定位,进而提高晶托与摆动部件的配合精度。
24、可通过将v形定位部与第一配合槽的配合公差设置为小于矩形定位部与第二配合槽的配合公差的形式来避免出现过定位的情况,确保晶托能够实现正常的装卸。
25、在本发明的一个技术方案中,滑动组件还包括压紧件,压紧件能够设于晶托,压紧件包括压紧部,压紧部能够为晶托提供保持压紧摆动部件的作用力。
26、在该技术方案中,滑动组件还包括压紧件,压紧件包括压紧部,压紧部用来为晶托提供保持压紧摆动部件的作用力,进而保证晶托与摆动部件的配合稳定性和可靠性,避免在工件加工过程中晶托产生大幅晃动,进而可提高工件的加工精度。
27、在本发明的一个技术方案中,压紧件还包括弹性件和复位件,弹性件用于为晶托提供靠近摆动部件的作用力,复位件用于使弹性件压紧失效;其中,弹性件的失效过程对应晶托的过程。
28、在该技术方案中,压紧件还包括弹性件和复位件和压紧部,弹性件用于为压紧部提供靠近摆动部件的作用力,弹性件可为弹簧,复位件则用来使得压紧部克服弹性件的弹力远离摆动部件,复位件可设置为气动复位件。
29、在本发明的一个技术方案中,摆动部件包括连接台和调整台,连接台通过弧形导轨滑动连接于连接架,调整台设于连接台,且调整台相对于连接台存在沿竖向轴线转动的摆动区间;摆动部件还包括锁紧件,锁紧件能够设于连接台,锁紧件能够实现调整台相对于连接台的转动锁紧。
30、在该技术方案中,连接台和调整台,调整台能够相对于调整台进行竖向摆动,例如,可使得二者转动连接,且连接台和调整台均设置为矩形台。
31、锁紧件用来实现连接台和调整台的锁定,使得二者不发生相对转。
32、改变调整台相对于连接台的角度是为了使得工件的轴线能够与摆动部件的摆动轴线重合,也就是说,当工件的轴线发生左右偏移后,可通过调整调整台对偏移量进行补偿,进而提高工件的加工精度,例如,待加工工件为硅棒,通过调节调整台,便可使得晶线与切割方向保持高度的垂直,进而保证硅棒的加工精度,提高加工良品率,进而降低加工成本。
33、在本发明的一个技术方案中,摆动部件还包括第一标尺和第二标尺,第一标尺和第二标尺分别对应设于连接台和调整台,用于指示调整台相对于连接台的转动角度。
34、在该技术方案中,第一标尺和第二标尺对应设置,且二者均存在指示刻度,可指示调整台相对于连接台的转动角度,有利于更准确的实现工件轴线方向的调整。
35、在机床完成装配后,需要在黏合部上装配样件后,检查晶托在水平方向和竖直方向上角度的正确性,并且将第一标尺和第二标尺的0刻线对正,在正常进行工件的加工时,若发现0位错开,则说明精度走失,需要对调整台进行重新调整。
36、在本发明的一个技术方案中,金刚线切片机还包括收放线系统和冷却系统,收放线系统使金刚线绕设于切割组件并能够收放金刚线,冷却系统能够设于机架,用于实现切割过程的冷却。
37、在该技术方案中,收放线系统包括收线轮、放线轮以及导轮,导轮起到金刚线的转向疏导以及支撑的作用,收线轮和放线轮则用来执行对应的收线或放线动作。
38、冷却系统包括切割液箱和热交换装置,冷却液能够在切割部位、切割液相以及热交换装置之间循环,实现工件切割过程的冷却。
39、(三)有益效果
40、本发明的有益效果是:本发明的用于超硬材料加工的金刚线切片机,进给组件不但能够执行工件切割时的进给动作,还能够在执行切割进给动作的同时执行摆动动作,即尾端带动工件摆动,如此一来,对于圆柱形的工件而言,随着进给组件尾端的摆动,可使得其侧面在切割过程中能够减小与金刚线之间的接触面积,相比于传统单一的通过竖直进给进行加工的方式,在金刚线逐渐侵入到工件时,也与工件之间具备较小的接触面积,进而可避免在切割过程中金刚线发生断线,也有利于提高工件的切割效果。
41、同时,也正是由于在切割过程中金刚线与工件的接触面积变小,因此,可以有效降低切割时金刚线所承载的压力,使其更不容易断线,并延长金刚线使用寿命,也使得更长长度的金刚线参与到切割过程中,更有利于对超硬材料的切割,进而提高晶片的精度。
42、由于切割辊为三轴直驱式,因此三个切割辊本身能够实现独立运转;又因为三个切割辊通过控制可实现同向等速同步运转,因此,金刚线之间不会产生较高的牵引力,进而可避免金刚线因疲劳或达到拉伸强度极限导致的金刚线断线的问题发生;
43、同时,由于采用直驱马达直接驱动切割辊的驱动形式,因此,可省略复杂的传动系统,大大简化金刚线切片机的整体结构,使得金刚线切片机的结构更加紧凑。
44、采用三个切割辊呈三角形排布的设置形式,能够在保持较小中心距的情况下,使得被切割的晶棒的加工范围更大,同时使得金刚线获得良好的刚性,打破了传统双辊切片机的加工局限,也能够降低金刚线的断线概率,进而大大提高了晶棒的切割效率以及切割精度。
- 还没有人留言评论。精彩留言会获得点赞!