一种砌墙机器人及其砌墙方法与流程
本发明属于建筑器械领域,具体涉及一种砌墙机器人及其砌墙方法。
背景技术:
1、目前,大部分砌墙工作主要依靠人工进行,劳动强度大,且效率低,同时砌墙完成的好坏与工作人员本身的技术水平有关。也有通过砌墙机械人完成砌墙工作的,但是现有的砌墙机器人先通过机械手定位到砖块所在工位,向下移动抓取砖块后,再带动砖块一起向上移动,旋转到涂浆工位,然后带动砖块向下移动进行涂浆,涂浆后再向上移动,旋转到砌墙位置上方,再向下移动进行砌墙,该过程工作行程较长,效率较低;同时现有的砌墙机器人体积庞大,结构复杂,且造价高。为此有必要设计一种结构简单、效率高、涂浆均匀的砌墙机器人,提高砌墙效率与质量。
技术实现思路
1、本发明的目的是为了克服现有技术不足,提出一种砌墙机器人及其砌墙方法。
2、为实现上述目的,本发明采用以下技术方案:
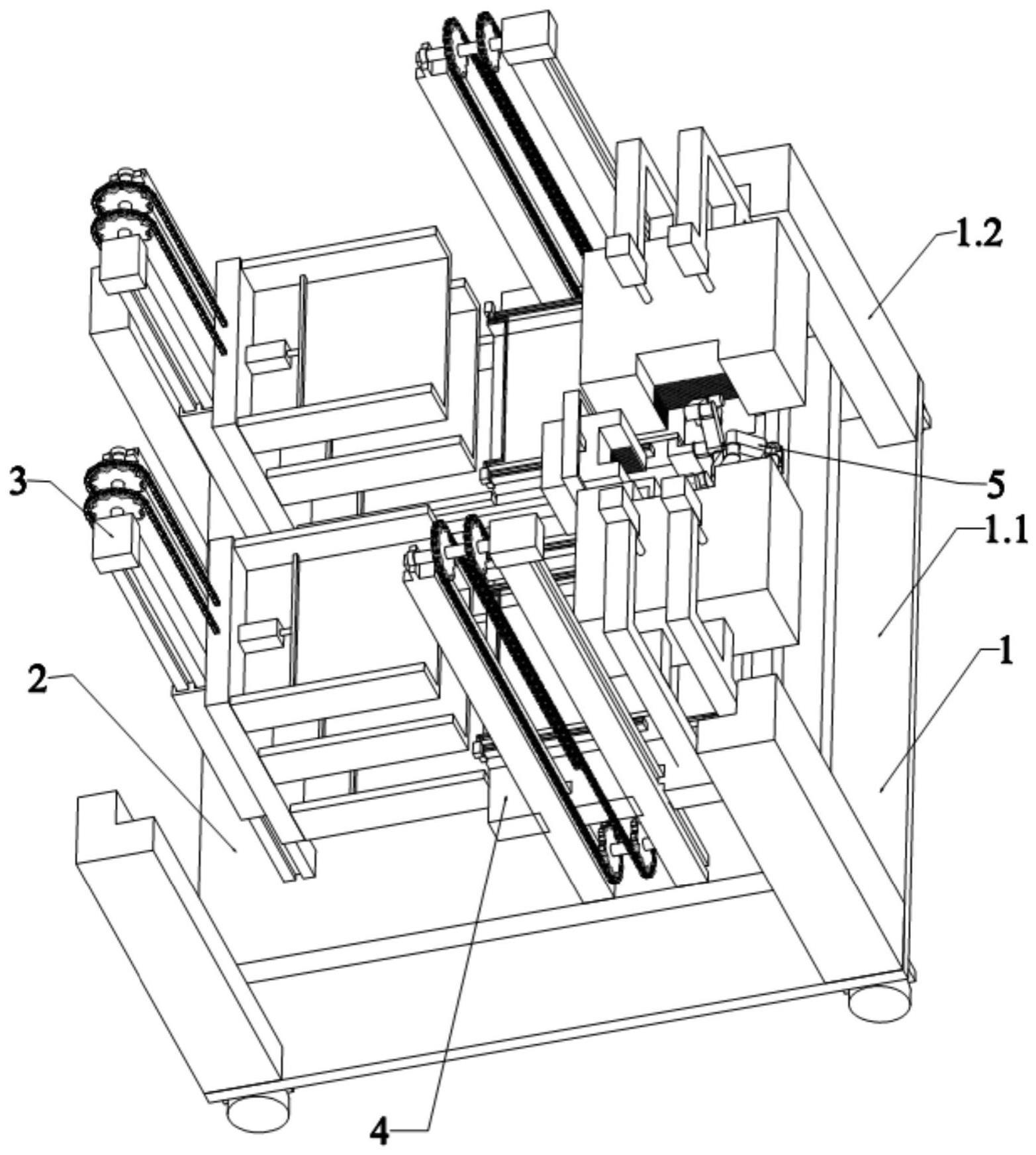
3、本发明一种砌墙机器人,包括移动机架、支撑板、整砖补充组件、上层工作组件和抓取组件;所述移动机架包括移动车架、导轨支架和液压缸;移动车架的四个角位置均固定有竖直设置的导轨支架;液压缸的壳体固定在移动车架上;所述支撑板水平位于移动车架上方,支撑板的四个角与四个导轨支架分别构成滑动副,液压缸的活塞杆与支撑板的下表面固定。
4、所述上层工作组件和两个整砖补充组件均置于支撑板上。上层工作组件包括升降板、半砖导向机构、半砖涂浆机构、整砖补充机构、整砖涂浆机构、整砖导向机构和链传动机构一;所述升降板位于支撑板的上方,并与支撑板平行设置;升降板的两端均开设有间距设置的两个槽口一,且升降板的两端由对称设置的两个链传动机构一驱动同步升降;链传动机构一的安装架固定在支撑板上,并与升降板对应端的槽口一构成滑动副;链传动机构一由驱动电机一驱动。所述半砖导向机构的半砖导向板和两个整砖补充机构的补充平板均水平固定在升降板上;半砖导向机构位于两个整砖补充机构之间,且半砖导向机构和整砖补充机构的输送方向一致;所述半砖导向机构上方设有一个半砖涂浆机构;每个整砖补充机构的输出端处设有一个整砖导向机构,每个整砖导向机构上方设有一个整砖涂浆机构;整砖导向机构的输送方向垂直于整砖补充机构的输送方向;两个整砖导向机构的输出口正对,且分设在半砖导向机构的输出端两侧;所述每个整砖补充组件位于对应一个整砖补充机构的输入端处。
5、所述半砖导向机构包括半砖导向板和推动组件一,推动组件一包括直线模组、旋转电机一和l型推杆;所述半砖导向板的顶部开设有凹槽一,且半砖导向板在凹槽一的输出端处开设有呈l型的槽口二,槽口二的顶端和底端均开放,且槽口二的水平段长度大于半砖导向板在凹槽一的输出端处一体成型的档条宽度;所述直线模组与半砖导向板固定,直线模组的滑块上固定有旋转电机一,且旋转电机一的输出轴垂直于直线模组的移动方向;l型推杆与旋转电机一的输出轴固定,l型推杆位于半砖导向板的输入端;半砖导向板的输出端处设有重量传感器。
6、所述半砖涂浆机构包括支撑架一、电动推杆一、凹型盖板一和凹型涂浆箱一;所述凹型涂浆箱一通过支撑架一固定在升降板上;凹型涂浆箱一开设有凹槽二,且凹槽二位于半砖导向板的槽口二正上方;电动推杆一固定在支撑架一上,且电动推杆一的输出端与凹型盖板一固定;所述凹型盖板一与凹型涂浆箱一的内壁构成滑动副,且凹型盖板一的侧部套置有密封圈;所述凹槽二的各个面均开设有呈阵列式排布的多个孔洞一,孔洞一与凹型涂浆箱一内腔连通。
7、所述整砖导向机构包括整砖导向板、电动推杆二和推动杆;所述整砖导向板水平固定在升降板上,整砖导向板的顶部开设有凹槽三,凹槽三朝向整砖补充机构的一侧开放设置,形成输入口;所述整砖导向板在凹槽三的输出口处开设有呈l型的槽口三,槽口三的顶端和底端均开放,且槽口三的水平段长度大于整砖导向板在凹槽三输出口处一体成型的档条宽度;所述电动推杆二固定在整砖导向板上,与凹槽三的输出口正对且间距设置,电动推杆二的输出端与置于凹槽三内的推动杆固定。
8、所述整砖涂浆机构包括支撑架二、电动推杆三、凹型盖板二和凹型涂浆箱二;所述凹型涂浆箱二通过支撑架二固定在升降板上;凹型涂浆箱二开设有凹槽四,且每个整砖涂浆机构的凹槽四位于对应一个整砖导向板的槽口三正上方;所述电动推杆三的壳体固定在支撑架二上,电动推杆三的输出端与凹型盖板二固定,凹型盖板二与凹型涂浆箱二的内壁构成滑动副,且凹型盖板二的侧部套置有密封圈;所述凹槽四的各个面均开设有呈阵列式排布的孔洞二,孔洞二与凹型涂浆箱二内腔连通。
9、所述抓取组件包括转盘、机械手一、机械手二、机械手三和旋转电机二;所述旋转电机二的壳体固定在升降板下表面,旋转电机二的输出轴穿过升降板开设的孔洞三,并与升降板构成转动副;所述转盘的下表面与旋转电机二的输出轴固定;机械手一、机械手二和机械手三的固定支架均固定在转盘的上表面,且机械手二的固定支架与机械手一的固定支架和机械手三的固定支架均成90°。
10、其中,所述驱动移动车架上后轮的轮毂电机、驱动电机一、推动组件一的直线模组、旋转电机一、电动推杆一、电动推杆二、电动推杆三和旋转电机二均由控制器控制,液压缸经换向阀与液压泵连接,换向阀由控制器控制,重量传感器的信号输出端接控制器,且控制器设有计数器一、计数器二和报警器。
11、优选地,所述整砖补充组件包括链传动机构二、移动板、导轨滑块、整砖放置板、电动推杆四和推砖杆;所述链传动机构二的安装架固定在支撑板上,并与间距设置的两个导轨滑块均构成滑动副;竖直设置的移动板与两个导轨滑块均固定,并由链传动机构二驱动升降;链传动机构二由驱动电机二驱动,驱动电机二由控制器控制;所述移动板上固定有上下间距设置的三个整砖放置板,整砖放置板的顶部开设有凹槽五;整砖放置板靠近移动板的一端固定有电动推杆四,电动推杆四的输出端与置于凹槽五内的推砖杆固定;所述整砖放置板上设有信号输出端接控制器的重量传感器,且整砖放置板的输出端处设有对射型光电传感器的接收端,对射型光电传感器的接收端接控制器。
12、更优选地,所述推砖杆的长度小于或等于凹槽五的宽度。
13、更优选地,所述整砖补充机构包括补充平板和推动组件二;补充平板两侧均设有推动组件二;补充平板的输出端位置处设有重量传感器,补充平板的输入端位置处设有对射型光电传感器的发射端;所述推动组件二与推动组件一结构相同但尺寸不同,也包括直线模组、旋转电机一和l型推杆;推动组件二的直线模组与补充平板固定,并由控制器控制;两个推动组件二的l型推杆对齐设置;补充平板的顶部开设有凹槽六;每个整砖补充机构的凹槽六输出端位于对应一个整砖导向机构中整砖导向板的输入口处。
14、更优选地,所述两个推动组件二中l型推杆的水平段总长度小于或等于凹槽六的宽度。
15、优选地,所述机械手一、机械手二和机械手三的结构完全一致,均包括固定支架、连杆一、连杆二、电动缸、气动手指、旋转电机三、旋转电机四、旋转电机五和旋转电机六;所述固定支架与转盘固定;旋转电机三的壳体与固定支架固定,旋转电机三的输出轴与连杆一的一端固定,连杆一与固定支架构成转动副;旋转电机四的壳体与连杆一的另一端固定,旋转电机四的输出轴与连杆二的一端固定,连杆二与连杆一构成转动副;旋转电机五的壳体与连杆二的另一端固定,旋转电机五的输出轴与电动缸的壳体固定,电动缸与连杆二构成转动副;电动缸的输出轴固定有连接架,旋转电机六的壳体与连接架固定,旋转电机六的输出轴与气动手指的壳体固定;所述旋转电机三、旋转电机四、旋转电机五和旋转电机六的输出轴平行且均水平设置,电动缸垂直于旋转电机六的输出轴,气动手指的两个夹爪开合方向垂直于旋转电机六的输出轴;电动缸、旋转电机三、旋转电机四、旋转电机五和旋转电机六由控制器控制,气动手指经换向阀与气泵连接,换向阀由控制器控制。
16、本发明一种砌墙机器人的砌墙方法,具体如下:
17、步骤一、往凹型涂浆箱一和凹型涂浆箱二内注入泥浆;在各整砖放置板和各补充平板上均放满阵列排布的整砖,在各整砖导向板上放满一排整砖,在半砖导向板上放满一排半砖,摆放时整砖和半砖均横向竖直放置,且所有整砖的长度均平行于直线模组的移动方向,所有半砖的长度均垂直于直线模组的移动方向;然后,控制器控制移动车架的轮毂电机,轮毂电机驱动移动车架的后轮,进而带动移动车架沿直线间歇式移动,且预先设定砌奇数层第一块整砖时,移动车架先达到初始位置再前进整砖长度的距离,砌奇数层其余整砖时每次前进整砖长度的距离,砌偶数层第一块半砖时前进半砖长度的一半距离,砌偶数层第一块整砖时后退整砖长度的四分之三距离,砌偶数层其余整砖时每次后退整砖长度的距离,砌偶数层第二块半砖时后退整砖长度的四分之三距离;
18、步骤二、控制器控制机械手一夹取一块整砖并竖直向上运动取出整砖;同时相应的整砖涂浆机构工作,从各孔洞二中挤压出预设量的泥浆,使机械手一夹住整砖向上运动至凹型涂浆箱二上方的过程中完成涂浆工作;且控制器控制与机械手一对应的整砖导向机构中电动推杆二工作,电动推杆二的输出端伸长一块整砖厚度的距离,进而驱动推动杆推动整砖导向板上剩余的整砖向槽口三的方向移动,进行补砖;
19、步骤三、控制器控制旋转电机二正转90°,进而驱动转盘、机械手一、机械手二和机械手三一起正转90°,此时,机械手一转至砌墙工位处,机械手二转至与另一个整砖涂浆机构的工位处,机械手三转至与半砖涂浆机构的工位处;
20、步骤四、机械手一夹着整砖向下运动进行砌墙且砌墙后复位,同时控制器控制机械手二夹取一块整砖并竖直向上运动取出整砖,相应的整砖涂浆机构工作,从各孔洞二中挤压出预设量的泥浆,使机械手一夹住整砖向上运动至凹型涂浆箱二上方的过程中完成涂浆工作;且控制器控制与机械手二对应的整砖导向机构中电动推杆二工作,电动推杆二的输出端伸长一块整砖厚度的距离,进而驱动推动杆推动整砖导向板上剩余的整砖向槽口三的方向移动,进行补砖;
21、步骤五、控制器控制旋转电机二反转90°,进而驱动转盘、机械手一、机械手二和机械手三一起反转90°,此时机械手一、机械手二和机械手三回复至初始位置;
22、步骤六、随着移动车架的移动,移动车架移动至下一个砌墙位置时,控制器控制机械手二夹着整砖向下运动进行砌墙且砌墙后复位;同时重复步骤二;
23、步骤七、重复步骤三至步骤六,重复过程中,当电动推杆二完全推出时,整砖导向板上只剩一块整砖,此时进行整砖导向板上的补砖工作,当半砖导向板上的重量传感器检测的重量值小于设定阈值时,报警器报警预设时间,进行半砖导向板的补砖工作;重复过程的结束条件为机械手一或机械手二执行完夹取奇数层的最后一块整砖并竖直向上运动取出整砖动作;接着,当奇数层整砖数n为奇数时,执行步骤八,当奇数层整砖数n为偶数时,执行步骤九;
24、步骤八、重复步骤三,然后计数器一和计数器二停止计数,此时计数器一记录旋转电机二带动机械手一转动的次数为(n+1)/2,计数器二记录旋转电机二带动机械手二转动的次数为(n-1)/2;接着,控制器控制机械手一夹着整砖向下运动进行砌墙且砌墙后复位,同时控制机械手三夹取一块半砖并竖直向上运动取出半砖,半砖涂浆机构工作,从各孔洞一中挤压出预设量的泥浆,使机械手三夹住半砖向上运动至凹型涂浆箱一上方的过程中完成涂浆工作,控制直线模组工作,使直线模组的滑块向转盘的方向移动一块半砖厚度的距离,旋转电机一带动l型推杆向转盘的方向移动,进而推动剩余半砖向转盘的方向移动,完成槽口二处半砖的补充;然后,控制器通过换向阀控制液压缸驱动支撑板向上移动一块整砖厚度的距离,若液压缸达到最大推程,则两个驱动电机一驱动两个链传动机构一带动升降板向上移动一块整砖厚度的距离;随着移动车架的移动,移动车架移动至下一个砌墙位置时,开始偶数层的砌墙工作,控制器控制旋转电机二反转180°后,控制机械手三执行夹着半砖向下运动进行砌墙且砌墙后复位,接着控制器控制旋转电机二正转90°,机械手一、机械手二和机械手三回到初始位置,然后重复执行步骤二至步骤六,且计数器一和计数器二开始继续计数,重复过程中,当电动推杆二完全推出时,整砖导向板上只剩一块整砖,此时进行整砖导向板上的补砖工作,当半砖导向板上的重量传感器检测的重量值小于设定阈值时,报警器报警预设时间,进行半砖导向板的补砖工作;当记录的旋转电机二带动机械手一转动的次数与机械手二转动的次数之和为2n-1时,计数器一和计数器二停止计数并清零,且当机械手二完成夹着整砖向下运动进行砌墙且砌墙后复位时,结束重复步骤二至步骤六的过程,控制器控制旋转电机二正转90°,接着控制器控制机械手三夹取一块半砖并竖直向上运动取出半砖,半砖涂浆机构工作,从各孔洞一中挤压出预设量的泥浆,使机械手三夹住半砖向上运动至凹型涂浆箱一上方的过程中完成涂浆工作,控制直线模组工作,使直线模组的滑块向转盘的方向移动一块半砖厚度的距离,旋转电机一带动l型推杆向转盘的方向移动,进而推动剩余半砖向转盘的方向移动,完成槽口二处半砖的补充;然后,控制器控制旋转电机二反转180°,控制机械手三执行夹着半砖向下运动进行砌墙且砌墙后复位,接着控制器控制旋转电机二正转90°,机械手一、机械手二和机械手三回到初始位置,此时完成偶数层的砌墙工作;
25、步骤九、重复步骤三,然后计数器一和计数器二停止计数,此时计数器二记录旋转电机二带动机械手二转动的次数为n/2,计数器一记录旋转电机二带动机械手一转动的次数也为n/2;接着,机械手二夹着整砖向下运动进行砌墙且砌墙后复位,控制器再控制旋转电机二正转90°,控制机械手三夹取一块半砖并竖直向上运动取出半砖,半砖涂浆机构工作,从各孔洞一中挤压出预设量的泥浆,使机械手三夹住半砖向上运动至凹型涂浆箱一上方的过程中完成涂浆工作,控制直线模组工作,使直线模组的滑块向转盘的方向移动一块半砖厚度的距离,旋转电机一带动l型推杆向转盘的方向移动,进而带动剩余半砖向转盘的方向移动,完成槽口二处的半砖补充;然后控制器通过换向阀控制液压缸驱动支撑板向上移动一块整砖厚度的距离,若液压缸达到最大推程,则两个驱动电机一驱动两个链传动机构一带动升降板向上移动一块整砖厚度的距离;随着移动车架的移动,移动车架移动至下一个砌墙位置时,开始偶数层的砌墙工作,控制器控制旋转电机二反转180°后,控制机械手三执行夹着半砖向下运动进行砌墙且砌墙后复位,接着控制器控制旋转电机二正转90°,机械手一、机械手二和机械手三回到初始位置,然后重复执行步骤二至步骤六,且计数器一和计数器二开始继续计数,重复过程中,当电动推杆二完全推出时,整砖导向板上只剩一块整砖,此时进行整砖导向板上的补砖工作,当半砖导向板上的重量传感器检测的重量值小于设定阈值时,报警器报警预设时间,进行半砖导向板的补砖工作;当记录的旋转电机二带动机械手一转动的次数与机械手二转动的次数之和为2n-1时,计数器一和计数器二停止计数并清零,且当机械手一完成夹着整砖向下运动进行砌墙且砌墙后复位时,结束重复步骤二至步骤六的过程,控制器控制机械手三夹取一块半砖并竖直向上运动取出半砖,半砖涂浆机构工作,从各孔洞一中挤压出预设量的泥浆,使机械手三夹住半砖向上运动至凹型涂浆箱一上方的过程中完成涂浆工作,控制直线模组工作,使直线模组的滑块向转盘的方向移动一块半砖厚度的距离,旋转电机一带动l型推杆向转盘的方向移动,进而推动剩余半砖向转盘的方向移动,完成槽口二处半砖的补充;然后,控制器控制旋转电机二反转180°,控制机械手三执行夹着半砖向下运动进行砌墙且砌墙后复位,接着控制器控制旋转电机二正转90°,机械手一、机械手二和机械手三回到初始位置,此时完成偶数层的砌墙工作;
26、步骤十、控制器通过换向阀控制液压缸驱动支撑板向上移动一块整砖厚度的距离,若液压缸达到最大推程,则两个驱动电机一驱动两个链传动机构一带动升降板向上移动一块整砖厚度的距离;然后随着移动车架的移动,移动车架移动至下一个砌墙位置时,重复步骤二至步骤七,完成后面两层的砌墙工作;
27、步骤十一、重复步骤十,直至完成所有的砌墙工作,重复过程中,当补充平板上的重量传感器检测的重量值小于设定阈值时,进行补充平板的补砖工作,补充平板的补砖工作后,若整砖补充组件中各整砖放置板上的重量传感器检测的重量值均小于设定阈值,则报警器报警预设时间,进行整砖补充组件的补砖工作。
28、优选地,机械手一或机械手二夹取一块整砖并竖直向上运动取出整砖的过程如下:控制器首先控制旋转电机六工作,进而驱动气动手指转动,直至气动手指的两个夹爪平行于水平面,同时控制器控制旋转电机三、旋转电机四、旋转电机五和电动缸工作,进而分别通过连杆一、连杆二和电动缸的输出端带动气动手指移动至对应整砖导向机构的槽口三处,且两个夹爪分别位于一块整砖的上方和下方;接着控制器控制气动手指工作,两个夹爪相向运动至夹住一块整砖;然后,控制器控制旋转电机三、旋转电机四和旋转电机五,带动气动手指夹住整砖竖直向上运动,将整砖从相应槽口三取出;
29、机械手三夹取一块半砖并竖直向上运动取出半砖的过程如下:控制器首先控制旋转电机六工作,进而驱动气动手指转动,直至气动手指的两个夹爪平行于水平面,同时控制器控制旋转电机三、旋转电机四、旋转电机五和电动缸工作,进而分别通过连杆一、连杆二和电动缸的输出端带动气动手指移动至半砖导向机构的槽口二处,且两个夹爪分别位于一块半砖的上方和下方;接着控制器控制气动手指工作,两个夹爪相向运动至夹住一块半砖;然后,控制器控制旋转电机三、旋转电机四和旋转电机五,带动气动手指夹住半砖竖直向上运动,将半砖从槽口二取出;
30、机械手一或机械手二夹着整砖向下运动进行砌墙且砌墙后复位的过程,或机械手三夹着半砖向下运动进行砌墙且砌墙后复位的过程,具体如下:控制器首先控制旋转电机六工作,进而驱动气动手指转动,直至气动手指的两个夹爪垂直于水平面,同时控制器控制旋转电机三、旋转电机四、旋转电机五和电动缸继续工作,进而分别通过连杆一、连杆二和电动缸的输出端带动气动手指夹着整砖或半砖移动至砌墙位置;接着控制器控制气动手指工作,两个夹爪相背运动至放开整砖或半砖,同时整砖或半砖被放置在砌墙位置;然后控制器控制旋转电机三、旋转电机四、旋转电机五和电动缸工作,使机械手一回复至初始状态。
31、优选地,半砖涂浆机构的工作过程如下:控制器控制电动推杆一推动凹型盖板一向下运动,挤压凹型涂浆箱一内的泥浆,预设量的泥浆从各孔洞一中被挤压出来;
32、整砖涂浆机构的工作过程如下:控制器控制电动推杆三推动凹型盖板二向下运动,挤压凹型涂浆箱二内的泥浆,预设量的泥浆从各孔洞二中被挤压出来。
33、优选地,整砖导向板上的补砖工作过程具体如下:
34、控制器控制电动推杆二带动推动杆向远离槽口三的方向移动,并回复至初始位置,接着控制器控制相应整砖补充机构中各推动组件二的直线模组开始工作,直线模组上的滑块向整砖导向板的方向移动一块整砖长度的距离,使推动组件二的l型推杆推动剩余的整砖向整砖导向板的方向移动,补充平板上的一排整砖经整砖导向板的输入口被运送至整砖导向板上;
35、半砖导向板的补砖工作过程具体如下:
36、控制器控制移动车架的轮毂电机停转,并记录液压缸的当前推程,然后通过换向阀控制液压缸驱动支撑板向下移动至初始位置,同时推动组件一的直线模组驱动旋转电机一和l型推杆向远离转盘的方向运动复位,且旋转电机一驱动l型推杆旋转至高位,人工在半砖导向板上放满一排半砖后,让控制器控制旋转电机一驱动l型推杆向下并且沿先远离后靠近半砖的方向旋转至低位,使一排半砖贴紧;最后,控制器通过换向阀控制液压缸驱动支撑板向上移动,使液压缸推程到达所记录的液压缸推程位置,重新启动轮毂电机;
37、补充平板的补砖工作过程具体如下:
38、控制器控制推动组件二的直线模组工作,直线模组的滑块向远离整砖导向板的方向移动,并回到初始位置,接着控制器控制各推动组件二中旋转电机一的输出轴正转90°,进而驱动对应的l型推杆向上旋转90°,此时l型推杆的水平段与补充平板的凹槽六高度差大于一块整砖的宽度,接着控制器控制对应整砖补充组件中驱动电机二驱动链传动机构二带动移动板和各整砖放置板先向上后向下移动,直至重量传感器检测的重量值大于设定阈值的其中一个整砖放置板上的对射型光电传感器接收端接收到补充平板上对射型光电传感器的发射端信号,说明该整砖放置板与补充平板平齐,控制器控制对应的电动推杆四带动推砖杆向补充平板的方向移动,推砖杆进而推动该整砖放置板的所有整砖移动至补充平板上,然后关闭该整砖放置板上的对射型光电传感器接收端,控制器控制各推动组件二中旋转电机一的输出轴反转90°,进而驱动对应的l型推杆向下旋转90°回复至初始位置;
39、整砖补充组件的补砖工作过程具体如下:
40、控制器控制移动车架的轮毂电机停转,控制驱动电机二驱动链传动机构二,带动移动板和各整砖放置板向下移动至最低位,且控制器记录液压缸的当前推程,然后通过换向阀控制液压缸驱动支撑板向下移动至初始位置,人工在各整砖放置板上均放满阵列排布的整砖后,重新打开各整砖放置板上的对射型光电传感器接收端,让控制器通过换向阀控制液压缸驱动支撑板向上移动,使液压缸推程到达所记录的液压缸推程位置,重新启动轮毂电机;而在追求极高效率的情况下,对整砖补充组件补砖时,轮毂电机也可以不停转。
41、本发明具有的有益效果如下:
42、1、本发明进行机械手一或机械手二抓取整砖以及机械手三抓取半砖的工作过程后,在带动整砖或半砖向上移动离开整砖导向板或半砖导向板的同时使整砖经过凹型涂浆箱二的凹槽四或半砖经过凹型涂浆箱一的凹槽二,且电动推杆三推动凹型盖板二或电动推杆一推动凹型盖板一,将泥浆从各孔洞二或孔洞一处挤压出来,此时整砖或半砖完成涂浆工作,即本发明在机械手一、机械手二或机械手三的一个下降和上升周期中完成了取砖和涂浆,无需再将砖块移动至涂浆处进行涂浆作业,大大缩短了机械手的工作行程,提高了工作效率;同时本发明通过旋转电机二带动转盘、机械手一、机械手二和机械手三一起转动,机械手一完成一块整砖的抓取和涂浆工作后,旋转电机二的输出轴正转90°,机械手一抓取涂好浆的整砖进行砌墙工作,同时机械手二进行下一块整砖的抓取和涂浆工作,接着旋转电机二的输出轴反转90°,机械手二进行砌墙工作,同时机械手一回到初始位置进行另一块整砖的抓取和涂浆工作,相较于现有的砌墙机械人,本发明中机械手一和机械手二两者交替进行整砖的抓取和涂浆工作与砌墙工作,进一步缩短了工作行程,提高了工作效率,代替人工砌墙工作,解放了劳动力。
43、2、本发明设有整砖补充组件,整砖补充组件中设有三层整砖放置板,且整砖放置板上可放置多排整砖,整砖装载量大,满足砌墙工作时整砖需求量大的要求,避免频繁停机。而在追求极高效率的情况下,对整砖补充组件3补砖时,轮毂电机也可以不停转。
- 还没有人留言评论。精彩留言会获得点赞!