烧结砖自动切坯装置及其使用方法与流程
本技术涉及烧结砖,特别涉及一种烧结砖自动切坯装置及其使用方法。
背景技术:
1、烧结砖是指以粘土、页岩、煤矸石或粉煤灰为原料,经成型和高温焙烧而制得的用于砌筑承重和非承重墙体的砖统称。
2、烧结砖在进行烧制前,需要将原料通过挤压机挤压成条,并切割为条状的坯料,然后再将条状的坯料切割成多个砖坯,其中,切割完毕后,坯料两端切割下来的废料由于尺寸不符,无法使用,如图9所示,需要将废料回收再利用。
3、相关技术中,对于切割砖坯的方式,多是通过传输装置将坯料传输至切割台架上,再通过推料装置,将坯料从切割台架上推出,使坯料经过线架的切割,将坯料分割成砖坯。
4、但是这种方式,由于坯料在未经烧制前较为潮湿,具有一定的粘附性,且可塑性较大,坯料受到推料装置推动时,坯料底部与切割台架端面紧贴,切割成的砖坯会发生变形,造成成品率降低,另外,推料装置在复位后,由于部分碎屑或废料尺寸较小,质量较轻,且粘附性强,容易跟随推料装置复位,从而影响后续推料。
5、现有的解决办法,是通过人工在切割台架和推料装置上涂刷脱模液,减小坯料与各个接触面之间的贴合,并在推料装置复位后进行及时清理,以保证砖坯切割的持续进行,但是这种方式,需要人工在每一块坯料推入切割台架前完成上述操作,工作量巨大。
技术实现思路
1、本技术旨在至少在一定程度上解决上述技术中的技术问题之一。
2、为此,本技术的一个目的在于提出一种烧结砖自动切坯装置,能减少坯料在切坯时的接触面积,同时能够自动对坯料进行涂刷脱模液,并能够将废料排出,避免了废料回位,大大降低了相关工作人员的劳动强度。
3、本技术的第二个目的在于提出一种烧结砖自动切坯装置的使用方法。
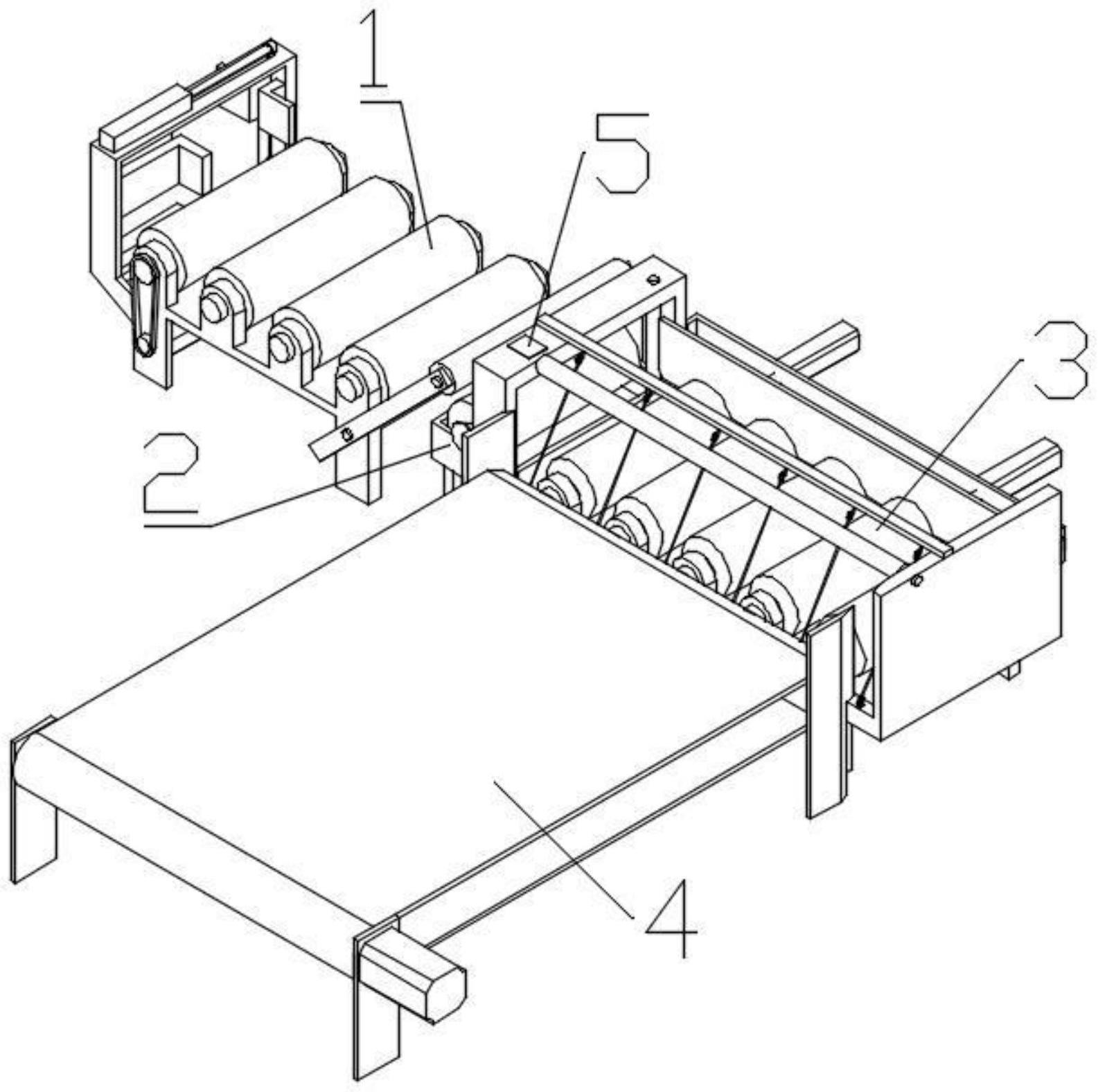
4、为达到上述目的,本技术第一方面实施例提出了一种烧结砖自动切坯装置,包括:制坯组件、涂刷组件、切坯组件、转运组件和控制器,其中,所述制坯组件、所述涂刷组件和所述切坯组件依次排列布置,所述转运组件设置在所述切坯组件的出料端,所述控制器设置在所述切坯组件上;所述制坯组件,用于对挤压成型的原料进行切割,以形成坯料,并在获取压力信号后将所述坯料传输到所述涂刷组件处;所述涂刷组件,用于对所述坯料进行涂刷,并将所述坯料传输至所述切坯组件;所述涂刷组件包括承接箱、主滚动辊和副滚动辊,其中,所述承接箱顶部开口且灌注有脱模液;所述主滚动辊水平设置在所述承接箱内,所述主滚动辊,用于对所述坯料底部进行涂刷所述脱模液;所述副滚动辊竖直设置在所述承接箱内,且所述副滚动辊设置在所述主滚动辊靠近所述切坯组件的一侧,所述副滚动辊,用于对所述坯料侧边进行涂刷所述脱模液;所述切坯组件,用于获取接触信号,并将所述坯料切割成砖坯传输到所述转运组件上,并在切割所述砖坯后获取复位信号。所述转运组件包括第二传输装置和两个引导板,其中,两个所述引导板分别设置在所述第二传输装置进料端的两侧,所述引导板,用于分离所述砖坯和废料;所述第二传输装置,用于对所述砖坯进行传输;其中,所述制坯组件、所述切坯组件分别与所述控制器相连,所述控制器,用于根据所述接触信号,对所述所述切坯组件进行控制,还用于根据所述压力信号和所述复位信号对所述制坯组件进行控制。
5、本技术实施例的烧结砖自动切坯装置,减少了坯料在切坯时的接触面积,同时自动对坯料进行涂刷脱模液,减少了砖坯切割时的变形且能够将废料排出,避免了废料回位,降低了相关工作人员的劳动强度。
6、另外,根据本技术上述实施例提出的烧结砖自动切坯装置还可以具有如下附加的技术特征:
7、在本技术的一个实施例中,所述制坯组件包括第一传输装置、切割装置和限位装置,其中,所述切割装置设置在所述第一传输装置的进料端,所述切割装置,用于对挤压成型的原料进行切割,以形成坯料;所述第一传输装置,用于对切割后的坯料进行传输;所述限位装置可转动设置在所述第一传输装置的出料端,所述限位装置转动至第一位置时,用于对传输的所述坯料进行限位;所述限位装置转动至第二位置时,用于对坯料的限位进行解除。
8、在本技术的一个实施例中,所述切割装置包括第一安装架、限位板、第一伸缩气缸和切割线,其中,所述第一安装架设置在所述第一传输装置的进料端;两个所述第一伸缩气缸分别设置在所述第一安装架的顶部和底部;所述切割线的两端分别设置在两个所述第一伸缩气缸的伸缩端;两组所述限位板分别相对设置在所述第一安装架上,两组所述限位板,用于对所述坯料进行限位。
9、在本技术的一个实施例中,所述限位装置包括转动板、限位辊、压力传感器、连接杆和第二伸缩气缸,其中,所述转动板可转动设置在所述第一传输装置的出料端;所述限位辊可轴转设置在所述转动板的一端,所述限位辊上设置有压力传感器,所述压力传感器,用于对所述坯料施加在所述限位辊上的压力数值进行检测,并生成压力信号,传输至所述控制器;所述连接杆设置在所述转动板的另一端;所述第二伸缩杆气缸可转动设置在所述第一传输装置的出料端,且所述第二伸缩气缸的伸缩端与所述连接杆相连,其中,所述压力传感器和所述第二伸缩气缸分别与所述控制器相连。
10、在本技术的一个实施例中,所述第一传输装置包括第一支撑架、第一驱动电机、第一滚动辊和连接链条,其中,多个所述第一滚动辊等距设置在所述第一支撑架上;所述第一驱动电机设置在所述第一支撑架上,且所述第一驱动电机与靠近所述切割装置的所述第一滚动辊通过所述连接链条相连。
11、所述切坯组件包括支撑装置、第二滚动辊、线架和推料装置,其中,所述第二滚动辊设置在所述支撑装置上,用于传输并承接涂刷后的所述坯料;所述线架和所述推料装置分别设置在所述坯料的两侧,所述推料装置,用于对所述坯料向所述线架方向进行推动,以将所述坯料切割成砖坯。
12、在本技术的一个实施例中,所述支撑装置包括第二安装架、第二支撑架、第二限位架和压辊,其中,所述第二滚动辊等距设置在所述第二安装架上;所述第二支撑架和所述第二限位架分别相对设置在所述第二安装架的两侧;所述第二支撑架靠近所述涂刷组件设置,所述第二限位架远离所述涂刷组件设置;其中,所述线架一端设置在所述第二安装架上,所述线架的另一端架设在所述第二支撑架和所述第二限位架上,所述第二限位架上开设有凹槽,且凹槽内设置有弹簧接触开关,所述弹簧接触开关、所述推料装置分别与所述控制器相连,其中,若所述坯料压紧在所述第二限位架上,所述弹簧接触开关被压紧在所述凹槽内,所述弹簧接触开关生成接触信号,并传输至所述控制器,则所述控制器控制所述推料装置工作,并在所述推料装置复位后,生成复位信号。若所述第二限位架未被所述坯料压紧,则所述弹簧接触开关的弹性拨片伸出至凹槽外,所述控制器未接收所述接触信号;所述压辊的两端分别可转动设置在所述第二支撑架和所述第二限位架上,所述压辊,用于对所述砖坯进行限位。
13、在本技术的一个实施例中,所述推料装置包括连接板、第三伸缩气缸和推板,其中,所述连接板的两端分别设置在所述第二支撑架和所述第二限位架上;所述第三伸缩气缸设置在所述连接板上;所述推板设置在所述第三伸缩气缸的伸缩端。
14、为达到上述目的,本技术第二方面实施例提出了一种烧结砖自动切坯装置的使用方法,包括:对挤压成型的原料进行切割,以形成坯料,并在获取压力信号后将所述坯料传输到所述涂刷组件处;对所述坯料进行涂刷,并传输至所述切坯组件处;对涂刷后的坯料进行切割成砖坯,并对后续原料进行切割成后续坯料;对所述砖坯传输至转运组件。
15、另外,根据本技术上述实施例提出的烧结砖自动切坯装置的使用方法还可以具有如下附加的技术特征:
16、在本技术的一个实施例中,所述对涂刷后的坯料进行切割成砖坯,并对后续原料进行切割成后续坯料包括:若所述控制器接收到所述接触信号,则控制所述限位装置转动至所述第一位置,同时控制所述推料装置运行,将涂刷后的所述坯料切割成砖坯,并在所述推料装置复位后生成复位信号,并将压力信号传输给所述控制器;若所述限位装置生成压力信号,并将压力信号传输给所述控制器;若所述控制器接收到所述复位信号和所述压力信号,则控制所述切割装置对后续挤压成型的原料进行切割,以形成后续坯料,并控制所述限位装置转动至所述第二位置处。
17、本技术附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!