边模组件、混凝试块成型模具及集群化试块制作装置
本发明涉及混凝试块制作技术,具体包括边模组件、混凝试块制作模具及集群化试块制作装置。
背景技术:
1、实验室常用混凝土试块代替天然煤岩体进行研究,通过使用模具来制作长宽高符合尺寸的试块,通过带有裂隙成型件(如刀片)的井筒来在试块内构造出裂隙。目前,普遍采用四块边板组合形成试块制作模具,制作不同尺寸的试块则需要使用对应尺寸的模具或者将模具拆卸后重组出符合要求的模具,而且在浇筑前或浇筑中将井筒插入模具中,且只能通过经验判断或粗略测量来将井筒置于模具中部,这种试块制作方式不仅效率低,而且对模具的数量以及规格都有要求,导致实验室存放很多不同尺寸的模具。另外,由于不能精准地放置井筒,这会导致形成的预制孔及预制裂缝都偏离理论位置,可能会导致研究结果存在较大的误差。
2、另外,现有试块制作方式是一个模具制作一个试块,而一组研究通常需要四块或更多试块,因此工作人员需要找出多个尺寸相同的模具并调整井筒的位置,或者对边模进行拼装、固定以得到满足尺寸需求的模具,这种常规的操作方式会明显延长试块的制作时间,且过程繁琐。
技术实现思路
1、本发明的目的在于提供一种能够调整长度的一体式边模组件,其包括安装在一起的定量边模和固定边模,通过调整定量边模的伸出长度来改变整个边模组件的尺寸,且两者始终保持固定的夹角关系,结构稳定。
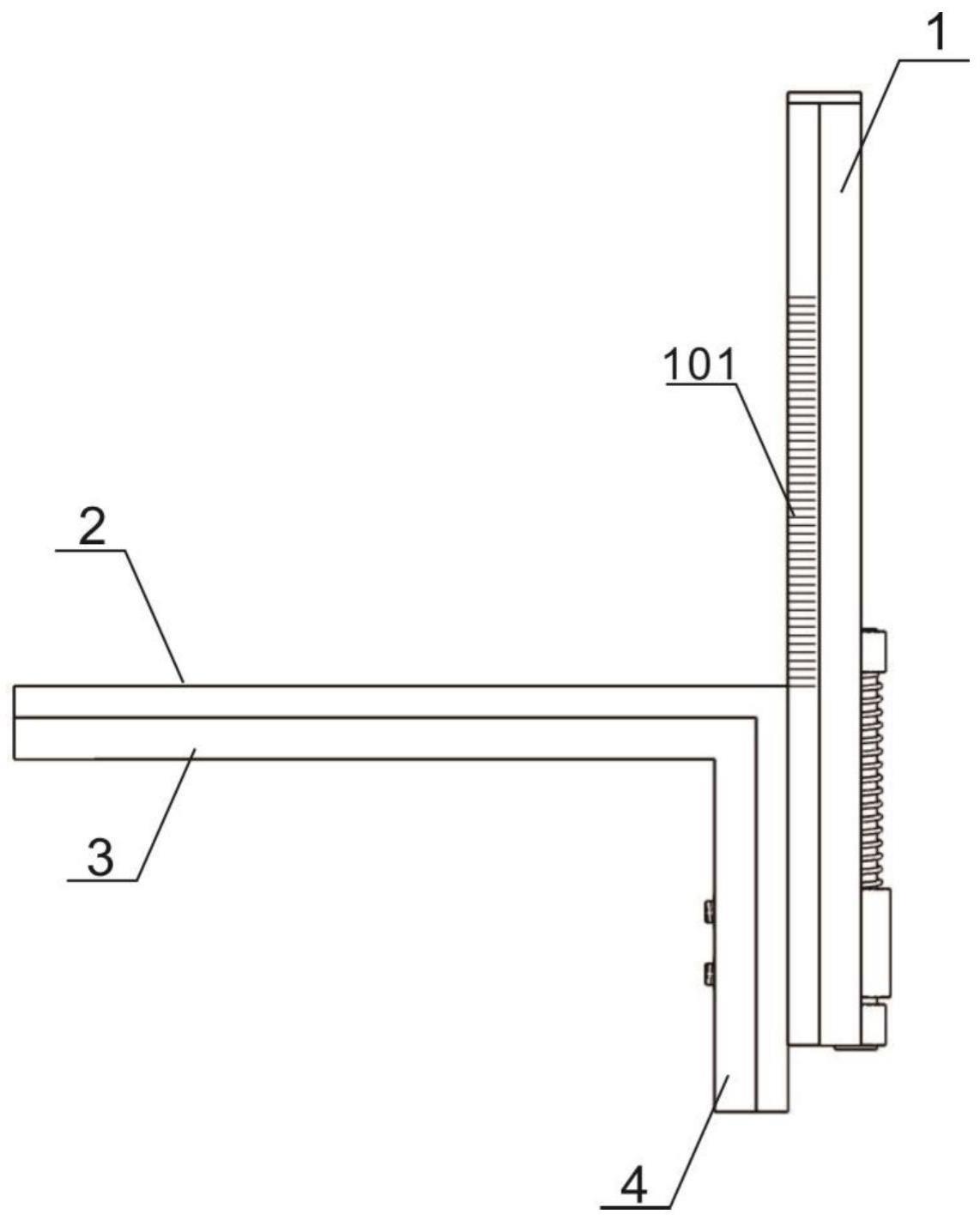
2、为实现上述目的,本发明提供如下技术方案:边模组件,包括定量边模和固定边模,两者的正面平整;所述固定边模整体呈l型,分为定型部和安装部,所述定量边模的后部与安装部正面贴合,使得定量边模的前部与定型部构成成型边;该边模组件具有对固定边模限位的限位机构,在该限位机构的约束下定量边模只能相对于安装部向前或向后移动。
3、在上述技术方案中,定量边模贴合安装部设置,由定量边模与定型部构成的成型边实际为矩形浇筑腔的两个侧面,由于固定边模的形状固定,因此该边模组件构成的成型边具有固定的夹角,且在限位机构的约束下,首先,定量边模只能沿着长度方向定向移动,其次,在限位机构允许的调整范围内,定量边模能够调整任意尺寸;另外,定量边模和固定边模会保持稳定的组装状态,不会散乱,便于调整尺寸和边模组件的拼装。
4、作为优选方案,在边模组件上设置标高线或/和标宽线,其中的标高线设置在定量边模或定型部的正面,标宽线设置在定量边模的正面的上部或者顶部且沿着定量边模的长度方向分布;标高线上的刻度示数表示成型边的底部距离该刻度的高度,标宽线与定型部的正面对齐的刻度示数表示该定量边模构成成型边的部分的长度。将标高线设置在定量边模或定型部的正面,其刻度示数为浇筑高度,便于使用者控制浇筑量,以精确获得特定高度的混凝土试块;标宽线则便于准确地调整定量边模的伸出长度,便于快速、精准地调节边模组件,因此,在设置标高线或/和标宽线后,工作人员不需要使用测量工具来测量对应的尺寸。
5、作为优选方案,所述限位机构包括固定设置在安装部正面的轴套组件以及固定设置在定量边模后部背面的安装轴;所述安装轴沿着定量边模的长度方向设置,且在定量边模上正对安装轴的位置设置预制口,该预制口的长度大于轴套组件的长度,所述轴套组件穿过该预制口并滑动套装在安装轴上。采用轴套组件与安装轴配合,两者共同作用使得定量边模始终保持贴合安装部的状态,且由于设置的预制口的长度大于轴套组件的长度,因此定量边模会在预制口的长度范围限制内移动;另外,由于安装轴设置在定量边模背面,其会对定量边模起到加固作用,避免定量边模在使用过程中发生变形。
6、作为优选方案,所述限位机构还包括弹簧,该弹簧始终处于蓄能状态,并给定量边模提供向前移动的弹力。在自然状态下,定量边模在弹簧的推动作用下会位于最大伸出长度的状态,因此在调整定量边模的伸出长度时只需要推动定量边模回缩即可,这可以使拆模后的边模组件自动回到原始状态,同时也能使闲置的边模组件具有统一的存放状态,便于收纳;在调整定量边模伸出长度的过程中,弹簧会明显减少部件之间存在的卡滞问题,使得定量边模的调整更加流畅,因此使用者能够更加快速地完成边模组件的调整。
7、本发明的另一个目的在于提供一种便于调整尺寸的混凝试块制作模具,该制作模具采用上述边模组件,在可调范围内能够调整出任意尺寸的成型腔,从而满足不同尺寸试块的制作需求。
8、为实现上述目的,本发明提供如下技术方案:混凝试块制作模具,包括两个上述边模组件,分别为高度相等的边模组件i和边模组件ii,且定型部的高度和长度均大于定量边模前部构成成型边的部分的长度;所述边模组件i和边模组件ii中心对称设置,其中定量边模的前端顶触对应的定型部的正面,从而使两组成型边围成成型腔i;所述限位机构上设置定位机构i,该定位机构i能够锁紧限位机构并阻止定量边模相对于固定边模移动;该制作模具还包括两个定位机构ii,该定位机构ii整体呈u型,包括第一夹臂和第二夹臂,两个夹臂之间形成夹持空间;在定量边模的背面设置被夹持件,第一夹臂的前端夹持对应的被夹持件,第二夹臂的前端设置指向定型部的手拧螺栓组件i,通过拧紧该手拧螺栓组件i能够使定位机构ii夹紧边模组件i和边模组件ii。
9、在上述技术方案中,边模组件i和边模组件ii围合形成底部为矩形的成型腔i,由于定量边模的前端顶触对应的定型部的正面,因此通过调整定量边模相对于安装部的伸出长度能够调整成型腔i的两个平行面的长度,而通过调整两个定量边模的距离(即将边模组件i和边模组件ii沿着定量边模的法线方向移动)则可以调整成型腔i的另外两个平行面的长度,因此该制作模具能够根据需求来调整成型腔i的长和宽。另外,由于定型部的高度和长度均大于定量边模前部构成成型边的部分的长度,因此在成型腔i的可变大小范围之内,可以通过控制混凝土的浇筑高度均能获得正方体混凝土试块,从而满足制作不同尺寸试块的制作需求。
10、本发明的另一个目的在于提供一种能够同时对多个模具进行控制,并能制作出多个规格相同的混凝土试块的试块制作装置,用以解决上述背景技术中提出的现有混凝土试块制作效率低的问题,满足单次研究对混凝土试块数量以及规格的需求。
11、为实现上述目的,本发明提供如下技术方案:集群化试块制作装置,包括工作台、工作台中部设置的调节组件,还包括两列平行设置在工作台上的模具单体,且两列模具单体对称分布在调节组件的左右两侧。所述模具单体包括两个前述的边模组件,其中一个为固定边模组件,另一个为活动边模组件;两个边模组件呈中心对称分布,其中定量边模的前端顶触定型部的正面,两个成型边共同围成立方体成型腔ii,且成型腔ii的第一条对角线沿着两列模具单体的排列方向延伸,第二条对角线垂直于第一条对角线,因此所形成的成型腔ii为正方体。所述固定边模组件的固定边模的背面设置固定安装角码,并通过固定安装角码固定安装在工作台上,活动边模组件的固定边模的背面设置安装头组件,且该安装头组件指向调节组件;所述活动边模组件通过安装头组件连接调节组件,且通过该调节组件能够控制所有活动边模组件沿着所述第一条对角线的方向前进或后退。
12、在上述技术方案中,通过调节组件控制活动边模组件移动,在弹簧的作用下,定量边模做出适应性变化,且始终与定型部保持接触,因此能够调整整个成型腔i的底面积,且由于成型腔i的一条对角线沿着两列模具单体的排列方向延伸,即活动边模组件是沿着对角线的方形移动,因此整个成型腔i的底部始终保持正方形,在浇筑混凝土时只需要根据正方形的边长来确定混凝土的深度,就可以浇筑出正方体混凝土试块。
13、作为优选方案,所述调节组件包括与所述第一条对角线平行的传动杆i,还包括与两侧的模具单体一一对应的若干模具单体连接组件,其中传动杆i上设置螺纹段i,且整个传动杆i在定位轴套组件的约束下只能绕自身轴线转动;所述模具单体连接组件包括水平垂直于传动杆i的连接臂i,连接臂i的中部设置安装在螺纹段i上的螺纹套i,所述安装头组件安装在连接臂i的端部。由于活动边模组件位于工作台上,因此安装头组件的高度不会发生变化,即在两个安装头组件的支撑下连接臂i会始终保持水平状态,当转动传动杆i时,在螺纹套i的作用下,整个模具单体连接组件会带动活动边模组件一起移动,且传动杆i与螺纹套i配合的结构可以有效防止模具单体连接组件自主移动,因此该结构的调节组件既能调节活动边模组件的位置,同时也能对其进行定位,确保调节后的模具单体保持固定形态。
14、作为优选方案,所述调节组件还包括仅能沿着传动杆i的长度方向平移的井筒调节组件,该井筒调节组件包括若干井筒连接组件,每个井筒连接组件的左右两端均安装一个井筒;所述井筒垂直设置并向下延伸至成型腔ii的内部,且井筒的中轴线经过第一条对角线与第二条对角线的交点。设置的井筒调节组件用于对与每个成型腔ii对应的井筒进行定位,由于上述结构的井筒调节组件将井筒保持在第一条对角线的正上方,因此只需要通过顺着传动杆i的方向平移井筒调节组件就可以快速地使井筒正好位于成型腔i的中部,以此来使井筒的位置与调整后的成型腔ii相匹配。
15、作为优选方案,所述井筒调节组件包括位于传动杆i正上方的传动杆ii,所述井筒连接组件安装在该传动杆ii上;在模具单体连接组件的顶部设置支撑臂,并在支撑臂的顶端设置直线轴承,所述传动杆ii活动穿过直线轴承;所述传动杆i上还设置螺纹段ii,螺纹段ii与螺纹段i均为旋向相同的单线螺纹,且螺距之比为1:2;在传动杆ii上固定设置下端具有螺纹套ii的连接臂,且螺纹套ii安装在螺纹段ii。顶部设置直线轴承的支撑臂对传动杆ii起到限位和导向作用,其可以防止传动杆ii左右移动,设置的连接臂上端固定连接传动杆ii,下端通过螺纹套ii安装在螺纹段ii上,因此当传动杆i转动时连接臂会推动上方的传动杆ii移动,且在直线轴承和连接臂的共同作用下传动杆ii仅能平移而不会发生转动,因此可以确保井筒连接组件两端的井筒始终保持垂直状态;另外,由于螺纹段ii与螺纹段i的螺距之比为1:2,因此,当模具单体连接组件移动两个单位长度时,井筒连接组件移动一个单位长度,即在调整活动边模组件的同时,井筒连接组件的位置也随之调整,且使井筒始终位于成型腔ii的中间位置。
16、作为优选方案,所述井筒连接组件包括横向垂直于传动杆ii的连接臂ii,在连接臂ii的两端设置管状安装套;所述井筒的外周具有一段能够调节位置的内衬套,该内衬套的上沿具有向圆周凸起的支撑环,整个井筒自上而下安装,且内衬套稳定插入安装套中,支撑环压在安装套的上沿。整个井筒通过外周的内衬套安装在安装套中,通过向上移动来拆除井筒,以便对井筒进行预处理和后期清理;由于设置的内衬套能够移动,因此可以通过移动内衬套的位置来调节井筒的下端距离成型腔ii的高度,使井筒的插入深度适应成型腔ii的大小,从而获得满足要求的试块。
17、作为优选方案,所述连接臂ii的中部设置带有手拧螺栓组件iii的滑套,并通过该滑套安装在传动杆ii上;在传动杆ii上固定设置定位环,当滑套贴合定位环时井筒位于正对成型腔ii中心的位置;所述手拧螺栓组件iii对滑套进行定位,松动手拧螺栓组件iii后整个井筒连接组件能够顺着传动杆ii平移,并使得连接臂ii及端部的安装套移动至完全离开成型腔i所在的竖向空间。在拆模时,首先将井筒取出,然后将井筒连接组件移动至避开试块的位置,此时试块上方没有遮挡物,便于取出试块,同时,采用可移动结构安装的井筒连接组件也便于对成型腔ii进行清理以及浇筑前的脱模预处理。
- 还没有人留言评论。精彩留言会获得点赞!