一种异形梁及其制作方法与流程
本发明涉及建筑工程中的混凝土3d打印,尤其是涉及一种异形梁及其制作方法。
背景技术:
1、近年来,装配式混凝土结构由于具有施工效率高,人力成本低,在我国发展迅速,虽然标准化生产会提升建造效率,但只有加工量很大时,才能满足经济效益,当构件加工量较小时,成本往往远高于现浇混凝土结构。因此,装配式混凝土结构往往结构单一,缺乏设计灵活性。而且目前装配式混凝土结构,常常在关键节点断开钢筋连接,然后在现场采用机械连接后浇筑后浇带,实践表明,这种施工方法常常造成pc结构节点过早开裂,造成延性和耗能能力较差。如何解决装配式混凝土结构单一,提高设计的灵活性;同时提高pc构件的延性和耗能能力,提高工程质量、节约工程成本成为亟待解决的行业技术难题。
技术实现思路
1、本发明的目的在于提供一种异形梁及施工方法,以解决现有技术中存在的至少一种以上技术问题。
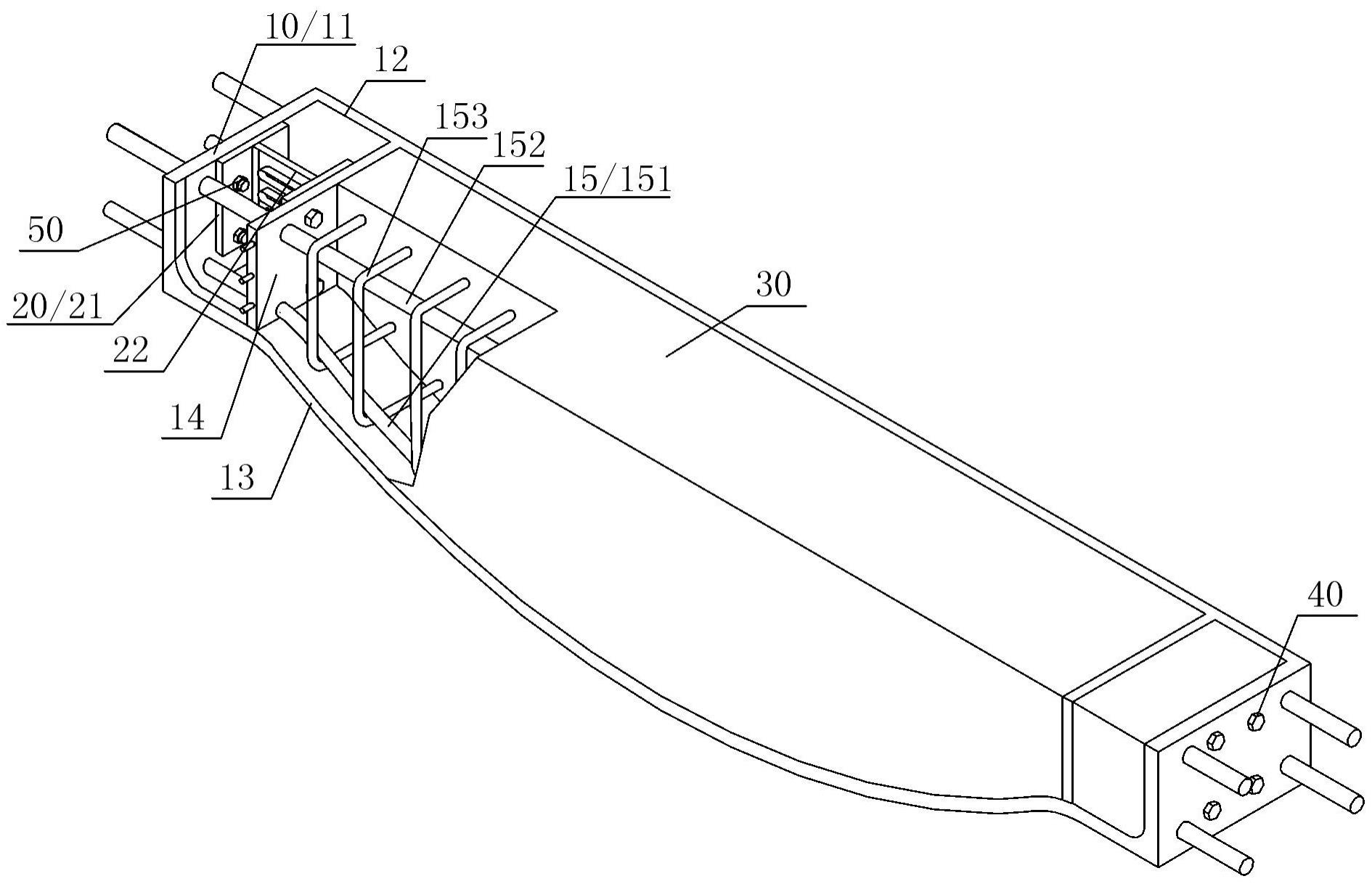
2、为解决上述技术问题,本发明提供的一种异形梁,包括:3d打印ecc异形梁外槽、耗能器及现浇混凝土层;
3、所述耗能器固定设置于所述3d打印ecc异形梁外槽的内的两端;
4、所述3d打印ecc异形梁外槽内设置有钢筋笼骨;
5、所述现浇混凝土层浇筑于所述3d打印ecc异形梁外槽内。
6、进一步地,所述3d打印ecc异形梁外槽包括:侧板、底板和端板;
7、所述端板与所述3d打印ecc异形梁外槽(或称异形梁长度方向)长度方向垂直布设;
8、所述侧板与所述3d打印ecc异形梁外槽长度方向平行布设;
9、所述端板设置于所述侧板的两端且与所述侧板垂直;
10、两个相互平行布设的所述侧板、两个相互平行布设的端板以及一个底板合围形成u型槽。
11、进一步地,还包括分隔板,两个所述分隔板分别布设在所述u型槽的两端;
12、所述分隔板与所述端板平行间隔设置,所述分隔板与所述端板之间形成用于设置所述耗能器的边缘耗能区;所述u型槽内以及两个分隔板之间为跨中受力区。
13、进一步地,所述耗能器为低屈服点钢耗能器,包括核心耗能板和垂直且固定设置于所述核心耗能板左右两端的翼缘板;
14、所述核心耗能板为一块或多块;
15、两个所述翼缘板分别与两侧的所述分隔板和所述端板固定连接。
16、进一步地,所述翼缘板上开设有多个螺栓孔;
17、所述端板与所述分隔板上设置有多个与所述螺栓孔对应布设的通孔。
18、所述翼缘板上的螺栓孔数量与耗能器的尺寸相关,一般不少于4个,螺栓孔轴心间距不大于对应耗能器翼缘板对应边长的3/4,且不大于600mm。
19、所述核心耗能器的材料为低屈服点钢材lyp100或lyp160。低屈服点钢材具有优良的深冲性能和深拉延性能,在地震中能起到很好的消能减震效果。
20、进一步地,所述底板整体呈弓形,包括:两端与所述边缘耗能区对应设置的平板部,以及与所述跨中受力区对应设置的弧形部。
21、其中,所述弧形部向背离现浇混凝土层方向凸出设置,即所述弧形部使得异性梁的中部向外鼓起,进而形成中间粗大,两端细小形状。施工时,现场向u型槽内浇筑混凝土形成现浇混凝土层,待养护凝固后形成异形梁。
22、优选地,所述钢筋笼骨包括异形底筋、平直顶筋和箍筋;
23、所述异形底筋贴靠着所述底板设置,异形底筋的形状与所述底板形状一致,包括两端与所述边缘耗能区对应设置的直线部,以及与所述跨中受力区对应设置的圆弧部;
24、所述平直顶筋沿所述3d打印ecc异形梁外槽(或称异形梁长度方向)长度方向布设在所述u型槽内的中上部;
25、若干个所述箍筋平行间隔布设,套装在所述平直顶筋和所述异形底筋外部。
26、进一步地,所述异形底筋的两端分别伸出所述端板,用于(与其他构件的)连接装配。
27、进一步地,所述箍筋贴靠着所述底板和所述侧板布设。
28、进一步地,所述3d打印ecc异形梁外槽由3d打印的ecc条带挤压完成。
29、其中,ecc条带的宽度b和厚度h均视3d打印的打印机属性和需打印的构件尺寸决定。
30、优选地,打印过程中,打印层间设置高低交错的槎,槎的高差不小于打印层厚度m的1/3,且不小于1cm,槎的长度不大于5cm。
31、进一步地,所述端板和所述侧板底部的ecc打印厚度不小于所述异形梁最大截面高度的1/10。
32、进一步地,所述分隔板的厚度不小于所述端板和所述侧板厚度的1/2。
33、进一步地,所述侧板及所述底板之间设置有抗剪切槽。
34、进一步地,所述分隔板与所述侧板之间设置有抗剪切槽。
35、进一步地,3d打印材料ecc的主要成分包括:胶凝材料p·ⅱ52.5型硅酸盐水泥(opc)、硫铝酸盐水泥(sac)、i级粉煤灰(fa)、955级硅灰(sf)、细骨料、水、减水剂、羟丙基甲基纤维素(hpmc)、pe纤维。
36、优选地,胶凝材料p·ⅱ52.5型硅酸盐水泥(opc)、硫铝酸盐水泥(sac)、i级粉煤灰(fa)、955级硅灰(sf)、细骨料、水、减水剂、羟丙基甲基纤维素(hpmc)、pe纤维的按质量计其配比为:0.32:0.08:0.12:0.48:0.26:0.26:0.001:0.0004:0.018。
37、其中,粉煤灰中的mgo含量不高于2%,烧失量小于5%;细骨料采用石英砂,石英砂的最大粒径不大于500μm,平均粒径不大于150μm;减水剂为固含量20%的聚羧酸系高效减水剂。
38、为保证快硬性,优选添加增稠剂,本发明采用的增稠剂为黏度值为38000-42000mpas的羟丙基甲基纤维素(hpmc)。
39、pe纤维采用高强高弹模聚乙烯(pe)纤维增强基体材料,pe纤维为长度选用为6mm和12mm的混杂纤维,纤维直径20μm-35μm,要求纤维拉伸大于强度2.5gpa,弹性模量大于100gpa;拌合用水为普通自来水。
40、进一步地,所述现浇混凝土层为普通混凝土、纤维混凝土或高延性水泥基材料等。
41、本发明第二方面公开了一种异形梁的制作方法,包括以下步骤:
42、1)3d打印相关软件建模、切片并将模型数据传输到混凝土打印机;
43、2)按照设定配合比配置ecc高延性水泥基材料;
44、3)使用3d打印机打印ecc异形梁外槽,并在加载过程中预留相关的安装通孔等;
45、4)打印至设定安装位置时,依次放置并固定构成钢筋笼骨的异形底筋、平直顶筋和箍筋;
46、5)ecc异形梁外槽打印完成后,进行养护,养护1天后,放置耗能器,然后通过螺栓和垫片将耗能器与ecc异形梁外槽固定连接;
47、6)运输至施工现场,现场浇注现浇混凝土层。
48、采用上述技术方案,本发明具有如下有益效果:
49、本发明提供的一种异形梁及施工方法,具有如下优点:
50、1.利用3d打印技术使得构件外形设计更加灵活合理,同时采用ecc高延性水泥基复合材料作为底模,在提高材料利用率的同时也提高了材料的承载力、延性及力学等性能,避免梁底受弯开裂等问题。
51、2.3d打印技术和装配式的混凝土制作方法,提升了施工效率;同时3d打印工艺也是构件的质量更加容易控制,进一步地提升了建造的机械化程度。
52、3.3d打印ecc异形梁外槽不仅在现场充当底膜,节约了现场模板的加工流程,缩短了工期,提高了施工效率;同时,与全干法制作的混凝土结构相比,现场采用部分湿法作业会提升加工构件的整体性。避免拼缝处过早开裂引起的耐久性等问题。
53、4.在梁的两端设置的耗能器,在地震作用下能起到很好的消能减震效果,在连接节点处消耗地震能量。降低在地震作用下节点的损伤,保证结构的安全性。
- 还没有人留言评论。精彩留言会获得点赞!