线切割总成及线切割装置的制作方法
本技术涉及线切割装置领域,具体提供一种线切割总成及线切割装置。
背景技术:
1、线切割机是一种通过切割线的高速往复运动对待切割件进行切割的设备,在进行切割的过程中需要主辊带动着线往复高速运动从而实现切割,切割装置的主辊的安装精度和稳定性会影响切割的效果,因此主辊的安装是切割设备中很重要的一环。
2、现有技术中,线切割装置切割过程中需要对主辊两端的轴承箱进行更换,轴承箱存在不同的尺寸,为实现对不同尺寸轴承箱的兼容,支撑框架内部的轴承箱安装孔不设置凸台结构,主辊在安装过程中就需要增加安装套装置,从而为主辊与支撑框架之间的连接提供紧固与过渡作用,主辊的安装的精度和稳定性对切割质量存在一定的影响,为了提高切割质量,主辊需要更有效的定位结构,本领域技术人员亟需一种安装结构,提高主辊两端的轴承箱的安装稳定性。
3、相应地,本领域需要一种安装结构来解决上述问题。
技术实现思路
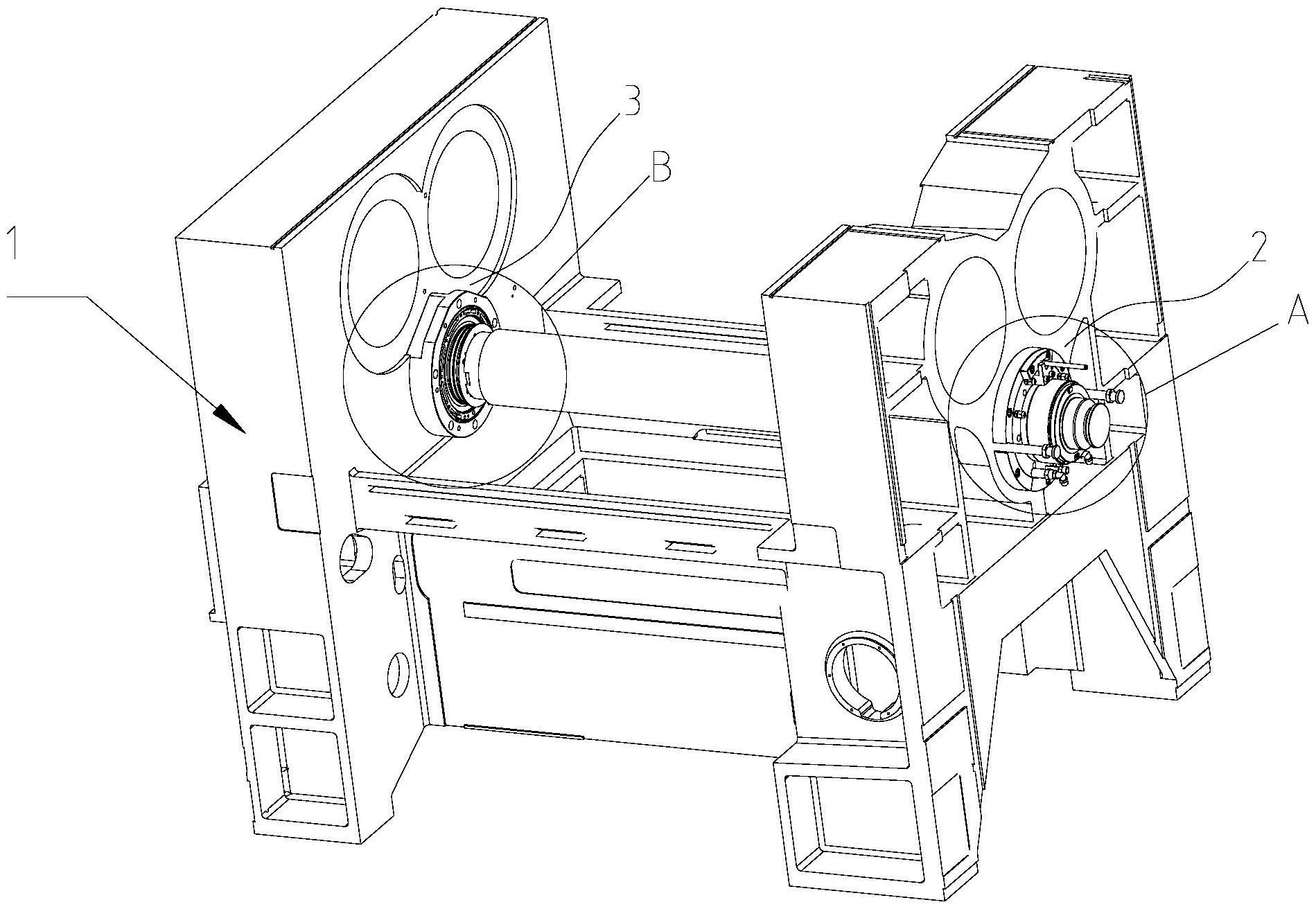
1、本实用新型旨在解决上述技术问题,即解决现有技术中线切割总成在更换轴承箱时,主辊如何定位的问题。为此目的,本实用新型提供了一种线切割总成,所述线切割总成包括支撑框架和切割单元,所述切割单元包括主辊和安装结构,该安装结构包括设置在所述支撑框架上的两个安装套,两个所述安装套分别套设在所述主辊的两端,至少一个所述安装套上设置有与所述支撑框架配合的定位结构。
2、通过上述方案,在线切割总成的主辊更换不同类型的轴承箱时,通过在支撑框架上设置安装套与主辊两端的轴承箱配合,从而能够很好地解决不同类型的轴承箱与支撑框架的安装问题,除此之外,还需要将主辊进行有效的定位,因此主辊两端的安装套至少有一个要设计定位结构,起到定位作用,从而让主辊能够与支撑框架保持适配的安装结构,同时安装结构的定位也会更准确,针对线切割装置而言,从而提升主辊带动线切割的质量。
3、在上述具有线切割总成的具体实施方式中,所述安装套包括第一安装套和第二安装套,所述第一安装套上设置有双侧定位结构,所述第二安装套上设置有单侧定位结构;或者,
4、所述第一安装套和所述第二安装套上均设置有单侧定位结构;或者,
5、所述第一安装套和所述第二安装套上均设置有双侧定位结构。
6、通过上述技术方案,安装在主辊的两端的安装套分为第一安装套和第二安装套,其中第一安装套上设计的是内外两侧的定位结构,能够更好地实现轴向定位的限制,避免主辊沿轴向窜动,除此之外也限制了轴承箱圆周的转动,起到固定作用,第二安装套上是单侧定位结构,一方面对轴向的定位会进一步加强,另外一方面也是对轴承箱的圆周方向进行了固定,除上述结构以外,第一安装套和第二安装套根据使用情况可以适应性的采取均采用单侧定位结构和双侧定位结构。
7、在上述具有线切割总成的具体实施方式中,所述双侧定位结构包括定位件和固定环,所述定位件与所述支撑框架的内侧连接,所述固定环与所述支撑框架的外侧连接。
8、通过上述技术方案,双侧定位结构通过在支撑框架的内侧和外侧安装定位件和固定环,通过定位件和固定环将主辊的端部夹在中间部位,实现主辊的定位。
9、在上述具有线切割总成的具体实施方式中,所述单侧定位结构包括连接件,所述连接件的一侧与所述支撑框架连接以使所述第二安装套与所述支撑框架固定。
10、通过上述技术方案,单侧定位结构采取的是连接件,连接件通过与支撑框架的侧壁连接将第二安装套进行固定,进一步提高定位作用。
11、在上述具有线切割总成的具体实施方式中,所述定位件与所述主辊的一端抵接以将所述主辊沿其内侧的轴向方向定位。
12、通过上述技术方案,定位件与支撑框架连接实现了圆周的运动限定,并且定位件与主辊的端部或者端部的轴承箱抵接,实现轴向的定位,防止主辊沿着轴向朝内侧窜动。
13、在上述具有线切割总成的具体实施方式中,所述固定环与所述主辊的一端抵接以将所述主辊沿其外侧轴向定位。
14、通过上述技术方案,固定环与支撑框架连接,实现圆周转动方向的定位,固定环与主辊的端部或者与端部的轴承箱抵接,实现了主辊沿轴向的定位,避免主辊沿轴向朝外侧窜动。
15、在上述具有线切割总成的具体实施方式中,所述安装结构还包括密封件,所述密封件设置在所述定位件和所述主辊的端部之间。
16、通过上述技术方案,在定位件和主辊的端部之间或者定位件与轴承箱之间还安装密封件,密封件能够提高密封性,避免硅粉进入到轴承箱内引起机械故障。
17、在上述具有线切割总成的具体实施方式中,所述安装结构还包括导向杆,所述固定环上设置有固定件,所述固定件上设置有中心孔,所述导向杆穿过所述中心孔并与所述主辊的端部连接。
18、通过在固定环上安装导向杆,导向杆用于为安装套内的主辊的端部或者安装在端部的轴承箱提供导向作用,从而提高主辊的安装精度,导向杆是通过固定环上的固定件进行固定安装的,在固定件上开设中心孔,将导向杆插入实现导向杆位置的固定。
19、在上述具有线切割总成的具体实施方式中,所述固定环与所述固定件为分体式结构。
20、通过将固定件与固定环设计为分体式的结构,便于导向杆的安装与拆卸,也便于通过调节来提高导向杆的安装精度,并且当固定件的结构出现安装稳定性与精度问题,也便于更换。
21、在上述具有线切割总成的具体实施方式中,所述固定件为固定块,所述固定块与所述固定环可拆卸连接。
22、通过固定件与固定环之间设计为分体式结构,固定件可以设计为固定块,而固定块与固定环之间可拆卸连接,在固定块上开设中心孔也便于加工,采取可以拆卸的连接降低了安装难度。
23、在上述具有线切割总成的具体实施方式中,所述安装结构还包括定位块,所述主辊的两端各设置有一个轴承箱,所述轴承箱夹设在所述主辊的两端与所述第一安装套和所述第二安装套之间,所述定位块与对应所述第一安装套的轴承箱连接,所述定位块上设置有第一定位缺口,所述第一定位缺口与所述导向杆卡接。
24、通过上述技术方案,在主辊的两个端部安装轴承箱,轴承箱安装在安装套和主辊的端部之间,轴承箱具有润滑系统,能够降低主辊的转动阻力,然后在轴承箱上可以通过安装定位块将轴承箱与导向杆间接连接实现定位,定位块上开设第一定位缺口,通过定位缺口能与导向杆配合,一方面安装的时候精度更高,另外一方面,拆卸轴承箱的时候,使用拉拔工装时,避免轴承箱转动,起到导向和限制转动的作用。
25、在上述具有线切割总成的具体实施方式中,所述定位块为l型件,所述定位块的一端与所述轴承箱可拆卸连接,所述第一定位缺口设置在所述定位块的另一端。
26、通过将定位块设计为l型件,l型件的一端与轴承箱可拆卸连接,另外一端开设第一定位缺口,l型件能够在实现连接的同时减小定位件的尺寸,使空间连接更加合理。
27、在上述具有线切割总成的具体实施方式中,所述固定环上设置有第二定位缺口,所述安装结构还包括拆装杆,所述拆装杆插入所述第二定位缺口并与所述支撑框架连接。
28、通过在固定环上开设第二定位缺口,将拆装杆插入第二缺口内,拆装杆与支撑框架连接实现定位,从而限制了固定环的旋转,同时也提高了固定环的安装精度,然后通过其他固定结构将固定环安装在支撑框架的侧壁上。
29、在上述具有线切割总成的具体实施方式中,所述定位件上设置有第一让位缺口,所述第一让位缺口至少为两个。
30、在支撑框架上安装有多个主辊,定位件将其中一个主辊固定后,相邻的主辊也需要进行固定,为了合理利用安装空间,在定位件上开设第一让位缺口,第一让位缺口有两个或多个,根据安装情况可以设置多个,便于其他部件的安装。
31、在上述具有线切割总成的具体实施方式中,所述定位件和固定环均为环形件,所述定位件和所述固定环均套设在所述主辊的端部。
32、通过将定位件和固定环设计为环形件,套设在主辊的端部,环形件圆周进行固定安装,圆周方向均匀施加定位压力,主辊的端部定位更加准确,不会出现偏斜的情况。
33、在上述具有线切割总成的具体实施方式中,所述连接件上设置有第二让位缺口和第三让位缺口,所述第二让位缺口和所述第三让位缺口沿所述连接件的厚度方向依次设置,所述第三让位缺口靠近所述支撑框架的一侧。
34、在主辊的另一端即第二安装套是通过连接件将其进行固定,连接件与支撑框架的侧壁连接,由于单侧定位结构,相应固定安装套的连接件需要的强度就比较大,因此连接件厚度较大,为了便于相邻的主辊端部连接件的安装,在连接件上沿厚度方向开设第二让位缺口和第三让位缺口,阶梯式的让位缺口能够让与之相邻的固定安装套的连接件设计更厚的尺寸,从而满足更高的强度。
35、在上述具有线切割总成的具体实施方式中,所述第三让位缺口的开口大于所述第二让位缺口的开口。
36、通过在连接件的第三让位缺口大于第二让位缺口,连接件能够压住相邻主辊的端部连接件,一方面实现让位,另外一方面也能够对相邻侧的连接件进行压合固定。
37、在上述具有线切割总成的具体实施方式中,所述主辊至少为两个,所述安装结构用于全部或部分所述主辊。
38、在上述具有线切割总成的具体实施方式中,所述主辊为三个,两个所述主辊平行设置,另一个所述主辊为第三辊且设置在平行主辊的上方或者下方,所述安装结构用于所述第三辊。
39、一种线切割装置,包括上述方案中的线切割总成。
40、在上述具有线切割装置的具体实施方式中,所述线切割装置为切片机。
- 还没有人留言评论。精彩留言会获得点赞!