一种矩形毂节点安装定位装置的制作方法
1.本实用新型属于矩形毂节点拼装技术领域,具体涉及一种矩形毂节点安装定位装置。
背景技术:
2.随着钢结构技术的日益创新与提高,人们对于建筑外形的要求也日益趋于美观、独特,故毂节点网壳结构的结构形式因其空间结构简单,空间范围大等优点而深受社会的喜爱。采用手拉葫芦高空散装构件及满堂脚手架所含立杆临时支撑毂节点的方式进行安装时,现场实际操作时存在以下问题:(1)高空散装构件时采用的是人工进行定位其构件之间的端部相贯口的连接,很容易导致因人工定位的误差导致的构件焊接过程是造成的角度误差;(2)满堂脚手架所含立杆临时支撑毂节点时,很能对毂节点进行精确定位,在实际安装过生中可能因受现场复杂环境因素及焊接过程中产生偏移的影响造成构件的连接角度的偏移,致使后续毂节点的安装过程中产生的累计误差,使得实际安装过程中整体毂节点的安装位置与结构设计图纸的位置产生了巨大偏差而影响了整体的结构安全受力性能。
技术实现要素:
3.本实用新型目的在于针对现有技术所存在的不足而提供一种矩形毂节点安装定位装置的技术方案,结构设计简单合理,实用性强,通过该装置可以实现不同角度的毂节点的安装定位,提高结构安装拼接精度,固定内圆盘上的卡槽设计实现毂节点的初步卡接,再配合顶紧装置对毂节点顶紧支撑限位,有效确保毂节点固定后的结构牢固性和稳定性,而对压装置则对矩形管进行夹紧固定,从而实现矩形管与毂节点的精准安装定位,保证毂节点和矩形管的焊接角度精确性和焊接牢固性,确保焊接后的整体结构承受力性能,整体操作性强,且整个装置便于拆卸及重复利用,从而有效节约施工成本。
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.一种矩形毂节点安装定位装置,包括支撑胎架、调节支撑装置和支撑底板,调节支撑装置设置有两组,两组调节支撑装置对称设置在支撑胎架上,支撑底板位于两组调节支撑装置之间,毂节点位于支撑底板上,支撑底板上设置有固定内圆盘、顶紧装置和对压装置,固定内圆盘的中心设置有卡槽,毂节点底部限位卡接在卡槽内,顶紧装置沿卡槽的周向分布,通过顶紧装置顶紧限位毂节点,对压装置限位固定在支撑底板上,通过对压装置限位固定矩形管;两组调节支撑装置分别支撑在支撑底板的两侧,确保支撑底板的结构稳固性,保证支撑底板对毂节点的稳固支撑限位,固定内圆盘上的卡槽设计实现毂节点在整个装置的初步卡接定位,再配合顶紧装置对毂节点的顶紧支撑限位,有效确保毂节点固定后的结构牢固性和稳定性,同时两组调节支撑装置可调节可调,可以对支撑底板的角度进行调节,从而适用于不同角度需求的毂节点的安装定位,提高拼接精度,而对压装置则对矩形管进行夹紧固定,从而实现矩形管与毂节点的精准安装定位,保证毂节点和矩形管的焊接角度精确性和焊接牢固性,确保焊接后的整体结构承受力性能,整体操作性强,且整个装置便于
拆卸及重复利用,从而有效节约施工成本。
6.进一步,调节支撑装置包括两根调节螺杆,调节螺杆与支撑胎架固定连接,两根调节螺杆上均设置有支撑组件,支撑组件在调节螺杆上竖向移动,并进行固定,通过支撑组件支撑固定支撑底板,结构设计紧凑合理,每组调节支撑装置均包括两根调节螺杆,每个调节螺杆上均设置有一个支撑组件,即一共设置了四个支撑组件,同一调节支撑装置中的两个支撑组件为一组,支撑限位支撑底板的一侧,同一组的两个支撑组件的高度一致,而不同组的支撑组件高度可以进行调节,从而使得支撑底板形成角度,适用于不同空间角度毂节点的安装定位。
7.进一步,支撑组件包括夹紧螺母和固定套,固定套套设在调节螺杆上,固定套的上下两端均设置有夹紧螺母,夹紧螺母螺纹旋接在调节螺杆,通过上下两个夹紧螺母将固定套限位夹紧在调节螺杆上,固定套与支撑底板相连接,固定套套设在调节螺杆上,并配合上下两个夹紧螺母的夹紧固定,实现固定套在调节螺杆上的限位固定,有效确保支撑组件的自身结构牢固性,确保支撑组件对支撑底板的支撑固定效果,提高整体结构安全性和可靠性,而且该设计可以对固定套在调节螺杆上的高度进行调节,调节两组调节支撑装置上的支撑组件的高度,可以对支撑底板的角度进行调节,从而适用于对不同空间角度毂节点的支撑定位,确保毂节点安装过程中的精准就位,从而提高毂节点与矩形管之间的焊接质量,确保焊接后的构件的整体结构承载受力性能。
8.进一步,固定套上设置有l型支撑杆,支撑底板上设置有调节槽,l型支撑杆支撑托举支撑底板,且l型支撑杆的垂直端穿过对应调节槽延伸至支撑底板的上方,l型支撑杆的垂直端设置有紧固螺母,紧固螺母与l型支撑杆的垂直段螺纹旋接,通过紧固螺母将l型支撑杆与支撑底板限位固定,紧固螺母确保l型支撑杆与支撑底板之间的安装牢固性和可靠性,确保整个装置的结构强度,调节槽为长条形结构,调节槽的长度沿着两组调节支撑装置的布设方向设置,使得l型支撑杆的垂直段在调节槽内具有一定的调节范围,从而使得l型支撑杆可以配合支撑底板角度的调节进行适用性调整,使得支撑底板可以根据毂节点的安装角度需要进行调节,有效提高结构安装的拼接精度。
9.进一步,顶紧装置包括安装块、顶紧杆和顶紧块,安装块固定在固定内圆盘上,顶紧杆螺纹贯穿旋接在安装块上,顶紧杆的贯穿端部与顶紧块固定连接,安装块实现顶紧装置在固定内圆盘上的安装固定,确保顶紧装置的自身结构稳定性,安装块上设置有内螺纹孔,顶紧杆与内螺纹孔配合,螺纹旋接在安装块上,而顶紧杆的端部设置有顶紧块,顶紧块为圆盘结构,转动顶紧杆,可以带动顶紧块移动,实现顶紧块对毂节点的压紧或松开,顶紧装置设置有多个,多个顶紧装置同时顶紧限位,有效确保对毂节点的限位牢固性和可靠性,设计巧妙,使用调节方便。
10.进一步,对压装置包括限位底板和对压件,对压件设置有两组,两组对压件对称设置在限位底板,对压件包括竖向板、压紧杆和压紧块,竖向板与限位底板固定连接,压紧杆螺纹贯穿旋接在竖向板上,压紧杆的贯穿端部与压紧块转动连接,竖向板实现对压件在限位底板上的安装固定,确保对压件的自身结构稳定性,而竖向板上设置有内螺纹穿孔,压紧杆与内螺纹穿孔配合,螺纹旋接在竖向板上,而压紧杆的端部设置有压紧块,压紧块上设置有轴承,压紧杆与轴承连接,实现压紧杆与压紧块之间的转动连接,使得压紧杆转动时不会影响到压紧块,转动压紧杆,使得压紧杆可以带动压紧块移动,实现压紧块对矩形管的压紧
或松开,而且该设计也适用于对不同尺寸的矩形管的限位固定操作,两组对压件对称设置,对矩形管的两侧进行夹紧固定,便于矩形管与毂节点之间的精准定位,确保焊接过程中毂节点和矩形管均不会发生位移,有效提高焊接精度和焊接质量,确保焊接后的整体结构承载受力性能。
11.进一步,支撑底板上设置有垫支架,固定内圆盘固定安装在垫支架上,使得固定内圆盘与支撑底板之间形成间隙插槽,对压装置匹配插接在间隙插槽内,且对压装置通过限位件限位固定在支撑底板上,通过垫支架将固定内圆盘垫高,使得固定内圆盘与支撑底板之间形成间隙插槽,从而用于对压装置在支撑底板上的初步卡接定位,再配合限位件进一步固定,确保安装牢固性,设计巧妙合理,安装拆卸方便简单,便于操作。
12.进一步,限位件采用限位外圈,限位外圈设置在固定内圆盘的外侧,限位外圈限位压紧限位底板,且限位外圈限位支撑在垫支架上,限位外圈通过螺钉与垫支架固定连接,限位外圈与垫支架之间通过螺钉实现可拆卸安装,从而方便对压装置的安装和拆装,限位外圈正好限位压紧在对压装置的限位底板上,再通过螺钉实现限位外圈与垫支架之间的固定,从而有效确保对压装置的安装牢固性。
13.本实用新型由于采用了上述技术方案,具有以下有益效果:
14.本实用新型设计巧妙,结构简单合理,实用性强,通过该装置可以实现不同角度的毂节点的安装定位,提高结构安装拼接精度,固定内圆盘上的卡槽设计实现毂节点的初步卡接,再配合顶紧装置对毂节点顶紧支撑限位,有效确保毂节点固定后的结构牢固性和稳定性,而对压装置则对矩形管进行夹紧固定,从而实现矩形管与毂节点的精准安装定位,保证毂节点和矩形管的焊接角度精确性和焊接牢固性,确保焊接后的整体结构承受力性能,整体操作性强,且整个装置便于拆卸及重复利用,从而有效节约施工成本,所用零件均为常见配件,均采用绿色钢材,整体原理清晰、实施操作容易,且控制要求一般,易于推广。
附图说明
15.下面结合附图对本实用新型作进一步说明:
16.图1为本实用新型一种矩形毂节点安装定位装置使用时的状态结构示意图;
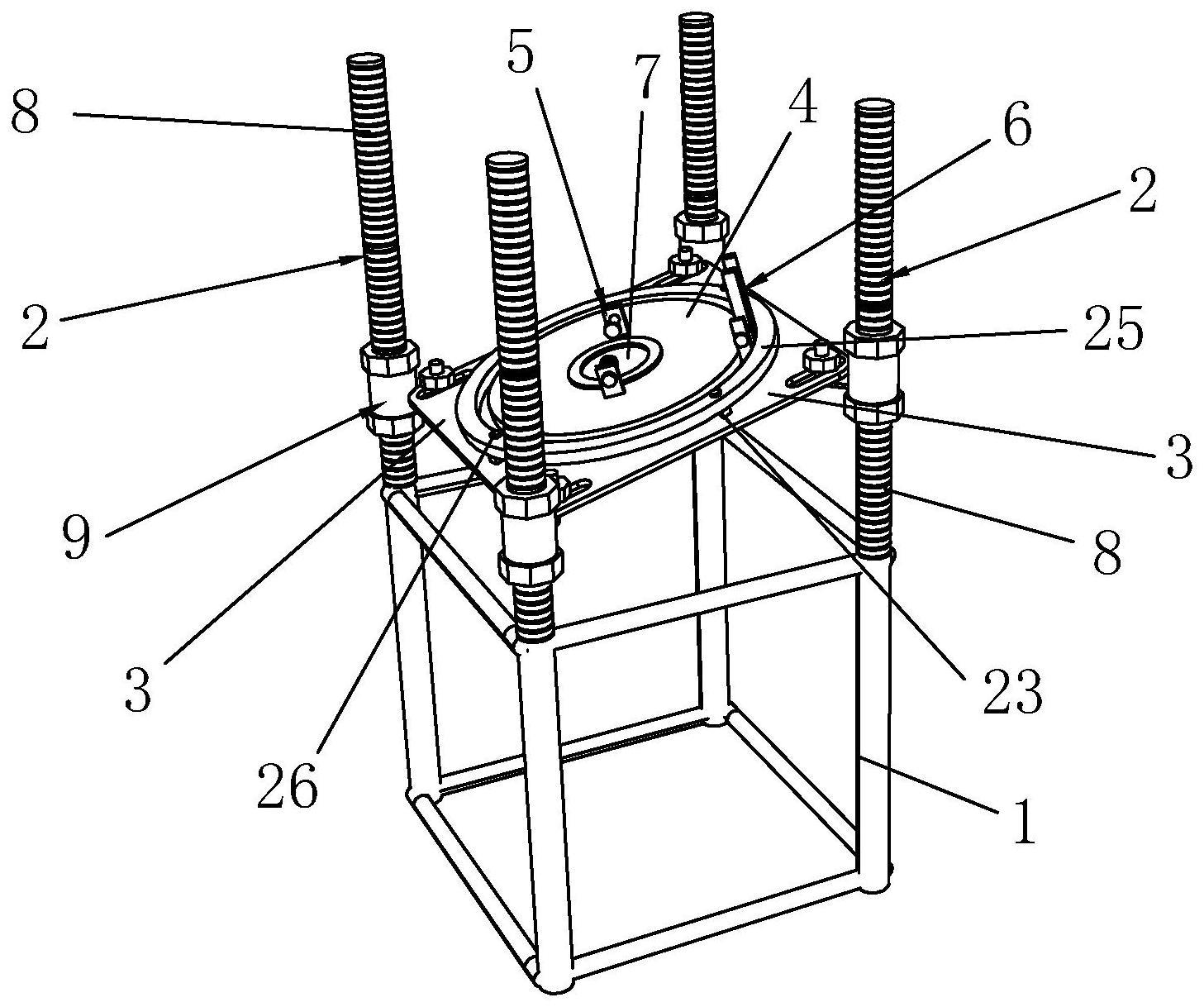
17.图2为本实用新型的结构示意图;
18.图3为本实用新型中支撑底板位于两组调节支撑装置之间的位置结构示意图;
19.图4为本实用新型中对压装置限位固定在支撑底板上的结构示意图;
20.图5为本实用新型中顶紧装置在固定内圆盘上的位置分布结构示意图;
21.图6为本实用新型中固定内圆盘与支撑底板之间的安装结构示意图;
22.图7为本实用新型中对压装置的结构示意图;
23.图8为本实用新型中两组调节支撑装置在支撑胎架上的位置分布结构示意图。
24.图中:1-支撑胎架;2-调节支撑装置;3-支撑底板;4-固定内圆盘;5-顶紧装置;6-对压装置;7-卡槽;8-调节螺杆;9-支撑组件;10-夹紧螺母;11-固定套;12-l型支撑杆;13-调节槽;14-紧固螺母;15-安装块;16-顶紧杆;17-顶紧块;18-限位底板;19-对压件;20-竖向板;21-压紧杆;22-压紧块;23-垫支架;24-间隙插槽;25-限位外圈;26-螺钉;27-毂节点;28-矩形管。
具体实施方式
25.如图1至图8所示,为本实用新型一种矩形毂节点安装定位装置,包括支撑胎架1、调节支撑装置2和支撑底板3,支撑胎架1确保整个装置的结构牢固性和放置稳定性,调节支撑装置2设置有两组,两组调节支撑装置2对称设置在支撑胎架1上,支撑底板3位于两组调节支撑装置2之间,毂节点27位于支撑底板3上,支撑底板3上设置有固定内圆盘4、顶紧装置5和对压装置6,固定内圆盘4的中心设置有卡槽7,毂节点27底部限位卡接在卡槽7内,实现在装置上的初步定位卡接,顶紧装置5沿卡槽7的周向分布,通过顶紧装置5顶紧限位毂节点27,对压装置6限位固定在支撑底板3上,通过对压装置6限位固定矩形管28;两组调节支撑装置2分别支撑在支撑底板3的两侧,确保支撑底板3的结构稳固性,保证支撑底板3对毂节点27的稳固支撑限位,固定内圆盘4上的卡槽7设计实现毂节点27在整个装置的初步卡接定位,再配合顶紧装置5对毂节点27的顶紧支撑限位,有效确保毂节点27固定后的结构牢固性和稳定性,同时两组调节支撑装置2可调,可以对支撑底板3的角度进行调节,从而适用于不同角度需求的毂节点27的安装定位,提高拼接精度,而对压装置6则对矩形管28进行夹紧固定,从而实现矩形管28与毂节点27的精准安装定位,保证毂节点27和矩形管28的焊接角度精确性和焊接牢固性,确保焊接后的整体结构承受力性能,整体操作性强,且整个装置便于拆卸及重复利用,从而有效节约施工成本。
26.调节支撑装置2包括两根调节螺杆8,调节螺杆8与支撑胎架1固定连接,两根调节螺杆8上均设置有支撑组件9,支撑组件9在调节螺杆8上竖向移动,并进行固定,通过支撑组件9支撑固定支撑底板3,结构设计紧凑合理,每组调节支撑装置2均包括两根调节螺杆8,每个调节螺杆8上均设置有一个支撑组件9,即一共设置了四个支撑组件9,同一调节支撑装置2中的两个支撑组件9为一组,支撑限位支撑底板3的一侧,同一组的两个支撑组件9的高度一致,而不同组的支撑组件9高度可以进行调节,从而使得支撑底板3形成角度,适用于不同空间角度毂节点27的安装定位。
27.支撑组件9包括夹紧螺母10和固定套11,固定套11套设在调节螺杆8上,固定套11的上下两端均设置有夹紧螺母10,夹紧螺母10螺纹旋接在调节螺杆8,通过上下两个夹紧螺母10将固定套11限位夹紧在调节螺杆8上,固定套11与支撑底板3相连接,固定套11套设在调节螺杆8上,并配合上下两个夹紧螺母10的夹紧固定,实现固定套11在调节螺杆8上的限位固定,有效确保支撑组件9的自身结构牢固性,确保支撑组件9对支撑底板3的支撑固定效果,提高整体结构安全性和可靠性,而且该设计可以对固定套11在调节螺杆8上的高度进行调节,调节两组调节支撑装置2上的支撑组件9的高度,可以对支撑底板3的角度进行调节,从而适用于对不同空间角度毂节点27的支撑定位,确保毂节点27安装过程中的精准就位,从而提高毂节点27与矩形管28之间的焊接质量,确保焊接后的构件的整体结构承载受力性能。
28.固定套11上设置有l型支撑杆12,支撑底板3上设置有调节槽13,l型支撑杆12支撑托举支撑底板3,且l型支撑杆12的垂直端穿过对应调节槽13延伸至支撑底板3的上方,l型支撑杆12的垂直端设置有紧固螺母14,紧固螺母14与l型支撑杆12的垂直段螺纹旋接,通过紧固螺母14将l型支撑杆12与支撑底板3限位固定,紧固螺母14确保l型支撑杆12与支撑底板3之间的安装牢固性和可靠性,确保整个装置的结构强度,调节槽13为长条形结构,调节槽13的长度沿着两组调节支撑装置2的布设方向设置,使得l型支撑杆12的垂直段在调节槽
13内具有一定的调节范围,从而使得l型支撑杆12可以配合支撑底板3角度的调节进行适用性调整,使得支撑底板3可以根据毂节点27的安装角度需要进行调节,有效提高结构安装的拼接精度,设计合理,使用调节方便。
29.顶紧装置5包括安装块15、顶紧杆16和顶紧块17,安装块15固定在固定内圆盘4上,顶紧杆16螺纹贯穿旋接在安装块15上,顶紧杆16的贯穿端部与顶紧块17固定连接,安装块15实现顶紧装置5在固定内圆盘4上的安装固定,确保顶紧装置5的自身结构稳定性,安装块15上设置有内螺纹孔,顶紧杆16与内螺纹孔配合,螺纹旋接在安装块15上,而顶紧杆16的端部设置有顶紧块17,转动顶紧杆16,可以带动顶紧块17移动,实现顶紧块17对毂节点27的压紧或松开,顶紧装置5设置有多个,多个顶紧装置5同时顶紧限位,有效确保对毂节点27的限位牢固性和可靠性,设计巧妙,使用调节方便。
30.对压装置6包括限位底板18和对压件19,对压件19设置有两组,两组对压件19对称设置在限位底板18,对压件19包括竖向板20、压紧杆21和压紧块22,竖向板20与限位底板18转动连接,压紧杆21螺纹贯穿旋接在竖向板20上,压紧杆21的贯穿端部与压紧块22固定连接,竖向板20实现对压件19在限位底板18上的安装固定,确保对压件19的自身结构稳定性,而竖向板20上设置有内螺纹穿孔,压紧杆21与内螺纹穿孔配合,螺纹旋接在竖向板20上,而压紧杆21的端部设置有压紧块22,压紧块22上设置有轴承,压紧杆21与轴承连接,实现压紧杆21与压紧块22之间的转动连接,使得压紧杆21转动时不会影响到压紧块22,转动压紧杆21,使得压紧杆21可以带动压紧块22移动,实现压紧块22对矩形管28的压紧或松开,而且该设计也适用于对不同尺寸的矩形管28的限位固定操作,两组对压件19对称设置,对矩形管28的两侧进行夹紧固定,便于矩形管28与毂节点27之间的精准定位,确保焊接过程中毂节点27和矩形管28均不会发生位移,有效提高焊接精度和焊接质量,确保焊接后的整体结构承载受力性能。
31.支撑底板3上设置有垫支架23,固定内圆盘4固定安装在垫支架23上,使得固定内圆盘4与支撑底板3之间形成间隙插槽24,对压装置6匹配插接在间隙插槽24内,且对压装置6通过限位件限位固定在支撑底板3上,通过垫支架23将固定内圆盘4垫高,使得固定内圆盘4与支撑底板3之间形成间隙插槽24,从而用于对压装置6在支撑底板3上的初步卡接定位,再配合限位件进一步固定,确保安装牢固性,设计巧妙合理,安装拆卸方便简单,便于操作。
32.限位件采用限位外圈25,限位外圈25设置在固定内圆盘4的外侧,限位外圈25限位压紧限位底板18,且限位外圈25限位支撑在垫支架23上,限位外圈25通过螺钉26与垫支架23固定连接,限位外圈25与垫支架23之间通过螺钉26实现可拆卸安装,从而方便对压装置6的安装和拆装,限位外圈25正好限位压紧在对压装置6的限位底板18上,再通过螺钉26实现限位外圈25与垫支架23之间的固定,从而有效确保对压装置6的安装牢固性。
33.本实用新型设计巧妙,结构简单合理,实用性强,通过该装置可以实现不同角度的毂节点27的安装定位,提高结构安装拼接精度,固定内圆盘4上的卡槽7设计实现毂节点27的初步卡接,再配合顶紧装置5对毂节点27顶紧支撑限位,有效确保毂节点27固定后的结构牢固性和稳定性,而对压装置6则对矩形管28进行夹紧固定,从而实现矩形管28与毂节点27的精准安装定位,保证毂节点27和矩形管28的焊接角度精确性和焊接牢固性,确保焊接后的整体结构承受力性能,整体操作性强,且整个装置便于拆卸及重复利用,从而有效节约施工成本,所用零件均为常见配件,均采用绿色钢材,整体原理清晰、实施操作容易,且控制要
求一般,易于推广。
34.以上仅为本实用新型的具体实施例,但本实用新型的技术特征并不局限于此。任何以本实用新型为基础,为实现基本相同的技术效果,所作出地简单变化、等同替换或者修饰等,皆涵盖于本实用新型的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1