免拆模板成型装置的制作方法
本技术涉及建筑模板生产,具体公开了一种免拆模板成型装置。
背景技术:
1、免拆保温模板是一种经工厂化预制在现浇混凝土施工中起模板作用的复合保温板,免拆保温模板具有轻质高强、隔热保温、防火抗渗等显著优势,既是梁、柱、剪力墙、楼板、屋面等热桥部分的现浇钢筋混凝土结构的施工模板,又是结构热桥的保温层。如图1所示,现有的免拆保温模板由保温芯体、砂浆层和网格布组成,在生产过程中,通过一系列的生产成型设备对免拆保温模板作成型与固定加工。
2、传统的免拆模板成型装置由机架、输送滚筒、输送带、压辊、转动辊和切割装置等结构组成一组免拆模板的生产线,使用转动辊可以将网格布铺在水泥层的上方,使用压辊可以将水泥层和网格布依次叠层压实在保温芯体表面,每块保温芯体的上、下两个表面分别先后经过铺设砂浆层、网格布、砂浆层、网格布以及再次铺设砂浆层进行封层的原料铺设工序后得到成型的免拆模板,即先后一共需要由三道砂浆层和两道网格布相间铺设才完成免拆模板的成型生产。然而传统的免拆模板成型装置的生产线较长,使用的生产设备数量多,需要更多的工人对生产设备进行操作与监控,同时生产设备的结构庞大还使得占用的生产场地的空间也较大,增加了人力与物力方面的生产成本,因此,发明人有鉴于此,提供了一种免拆模板成型装置,以便解决上述问题。
技术实现思路
1、本实用新型的目的在于解决传统的免拆模板成型装置结构复杂且外形庞大,不仅耗费人力,还增大了生产场地的空间的问题。
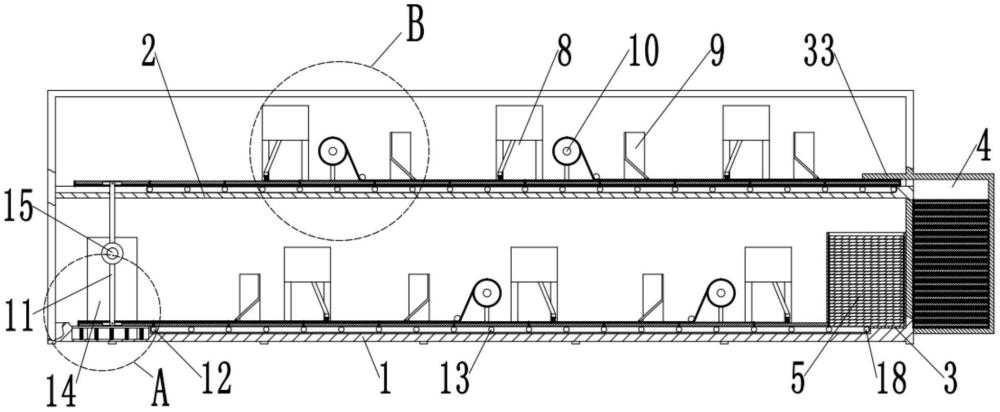
2、为了达到上述目的,本实用新型的基础方案提供一种免拆模板成型装置,包括生产架、设在生产架内侧的底部的第一底架和设在生产架内侧并位于第一底架上方的第二底架,所述第一底架的一端设有进料箱,第二底架靠近进料箱的一端设有堆料箱,进料箱与第一底架的另一端之间和第二底架的另一端与堆料箱之间均设有用于输送保温芯体的带输送机构,第一底架的保温芯体的输送方向为从进料箱输送到第一底架远离进料箱的一端,第二底架的保温芯体的输送方向与第一底架的保温芯体的输送方向相反,第一底架的一侧和第二底架的一侧均设有用于向保温芯体的表面铺设免拆模板材料的铺料件,第一底架的另一端与第二底架的另一端之间设有用于将保温芯体翻面的翻转机构,铺料件包括沿着保温芯体的输送方向并依次设在生产架的两端之间的若干用于在保温芯体表面浇筑砂浆的砂浆浇筑机构和相间设在砂浆浇筑机构之间并用于压平保温芯体表面的砂浆的若干压辊机构,第一底架上靠近进料箱的砂浆浇筑机构与压辊机构之间和第二底架上远离堆料箱的砂浆浇筑机构与压辊机构之间均设有用于在砂浆层表面铺设网格布的网格布铺设机构。
3、本基础方案的原理及效果在于:
4、1、与现有技术相比,本实用新型通过在第一底架上设置输送带机构,实现了对保温芯体的输送,通过在第一底架上设置铺料件,实现对保温芯体的其中一侧表面的材料铺设,利用翻转机构,实现对保温芯体的铺设表面实现翻转更换,并通过在第二底架上设置与第一底架上的输送带机构的输送方向相反的输送带机构和铺料件,再次利用对保温芯体的另一侧表面进行材料铺设施工,实现了对保温芯体的两个表面作材料的加工与铺设,构成了生产免拆模板并使之成型的完整加工工序,工序连贯、精简,整体结构叠层安置,占地空间小,避免了采用两条连续的生产线进行免拆模板的生产,采用输送带机构和翻转机构实现对保温芯体材料的输送与换面加工,无需人工干涉,减少了人力输出,提高了生产工作效率,解决了传统的免拆模板成型装置结构复杂且外形庞大,不仅耗费人力,还增大了生产场地的空间的问题。
5、进一步,所述带输送机构包括主动输送辊、从动输送辊、配合连接在主动输送辊与从动输送辊之间的输送带和均匀设在主动输送辊与从动输送辊之间的若干支撑辊,第一底架上的带输送机构的主动输送辊与第一底架靠近进料箱的一端转动连接,第一底架上的带输送机构的从动输送辊与第一底架远离进料箱的一端转动连接,第二底架上的带输送机构的主动输送辊与第二底架远离堆料箱的一端转动连接,第二底架上的带输送机构的从动输送辊与第二底架靠近堆料箱的一端转动连接。通过设置主动输送辊、从动输送辊、输送带和支撑辊,实现了对保温芯体的进料与运输,实现了流水线的生产方式,提高工作效率,同时通过将保温芯体的两侧端部凸出于输送带的两侧端部,使得保温芯体完全将输送带覆盖于其下,便于对铺料件保温芯体表面的材料铺设,防止砂浆浇筑机构工作时将砂浆材料掉落在输送带表面而影响输送带的正常工作,从而保证了对保温芯体的支撑与输送。
6、进一步,所述保温芯体的宽度大于输送带的宽度,保温芯体的两侧端部分别对称伸出至输送带的两侧端部之外,翻转机构包括对称设在第一底架远离进料箱的一端的两侧的安装座、转动连接在安装座之间的主动轴、对称固设在主动轴的两端的翻转支杆、对称设在翻转支杆的两端末端的翻转夹板、设在翻转夹板靠近输送带的一侧的气动夹板和可拆卸安装在安装座外侧并用于驱动主动轴转动的电机,生产架的底部设有用于控制气动夹板夹紧在保温芯体的两侧的控制气缸,第一底架远离进料箱的一端设有与输送带衔接的转动保护件,转动保护件包括设在第一底架远离进料箱的一端并位于从动输送辊一侧的凹槽、与凹槽的内侧壁滑动连接的支撑板和设在支撑板的底面与支撑板的内底面之间的若干弹簧,弹簧的原始平衡状态为支撑板的上表面与输送带的上表面相持平。通过利用电机带动主动轴转动,从而实现了对翻转支杆的转动控制,通过控制气缸带动翻转夹板上的气动夹板动作,实现了气动夹板对保温芯体的夹持,实现了将保温芯体由第一底架转运至第二底架的控制,即实现了对保温芯体整体结构的180度的翻转,通过设置弹簧和支撑板,便于在翻转支杆转动的过程中,对位于下方的气动夹板所夹持的保温芯体提供底部的转动容纳空间,避免保温芯体抵在第一底架上无法转动而造成运动干涉。
7、进一步,所述砂浆浇筑机构包括架设在输送带的两侧之间的混料箱、设在混料箱底侧并位于输送带上方的下料管和设在混料箱底侧靠近从动输送辊的一端的刮料板,下料管的端口与输送带上表面之间的间距均大于保温芯体的厚度,第一底架上的各组砂浆浇筑机构的下料管的端口与输送带的上表面之间的间距依次从进料箱所在的一端向支撑板所在的一端递增,第二底架上的各组砂浆浇筑机构的下料管的端口与输送带的上表面之间的间距依次从翻转机构所在的一端向堆料箱所在的一端递增,同一混料箱底侧的刮料板的底部和下料管的端口均位于同一高度。通过设置混料箱和下料管,便于将砂浆浇筑在保温芯体的上表面,通过设置刮料板,便于对浇筑在保温芯体上表面的砂浆刮平,同时阻隔多余的砂浆停留在同一保温芯体上而导致保温芯体上的砂浆层过厚,通过设置相邻的混料箱上的下料管和刮料板的高度依次提升,便于根据保温芯体上逐层铺设的砂浆和网格布后的高度变化而作调整,避免影响保温芯体的正常铺料工作。
8、进一步,所述压辊机构包括对称设在输送带的两侧之间的压辊支座、设在压辊支座之间并位于输送带上方的连接板和转动连接在连接板底部并可在保温芯体表面滚压的转动辊,转动辊的底侧与输送带上表面之间的间距均大于保温芯体的厚度,第一底架上的转动辊与输送带的上表面之间的间距依次从进料箱所在的一端向支撑板所在的一端递增,第二底架上的转动辊与输送带的上表面之间的间距依次从翻转机构所在的一端向堆料箱所在的一端递增。通过设置转动辊对运输经过连接板下方并铺设了混凝土和网格布的保温芯体作滚压整平处理。
9、进一步,所述网格布铺设机构包括对称设在输送带的两侧的高位支撑座、转动连接在高位支撑座顶部之间并用于套装网格布的高位转辊、对称设在输送带的两侧的低位支撑座和转动连接在低位支撑座之间并用于牵引网格布铺设在保温芯体表面的低位压辊,第一底架上的低位压辊与输送带的上表面之间的间距依次从进料箱所在的一端向支撑板所在的一端递增,第二底架上的低位压辊与输送带的上表面之间的间距依次从翻转机构所在的一端向堆料箱所在的一端递增。通过设置高位转辊,便于对网格布的支撑,同时便于在保温芯体上铺设网格布时的网格布的供给,通过设置低位压辊,
10、进一步,所述进料箱设在生产架内侧,堆料箱设在生产架外侧,进料箱的内底面与输送带的上表面位于同一水平面上,进料箱的底侧靠近输送带的一端设有与输送带衔接的进料口,输送带的端部穿过进料口并与进料口的内底部衔接,堆料箱顶部设有与第二底架上的输送带的一端衔接并可容成型的免拆模板通过的堆料口,堆料口靠近输送带的一侧设有位于输送带的一端上方的导向板。通过设置进料箱与堆料箱的位置,便于保温芯体的进料输送以及成型的免拆模板的输出堆料,通过设置与输送带衔接的进料口,使得进料箱内底部和输送带的端部共同为进料箱内的保温芯体提供支撑作用,同时还便于位于最底层的保温芯体随着输送带的输送而由进料箱内向输送带上表面并由左向右地移动运输,实现了保温芯体的出料,通过设置堆料口,便于经过双面铺料后的成型的免拆模板由输送带通过堆料口送入堆料箱内堆叠,通过导向板,便于对成型的免拆模板进入堆料箱过程中的限位与导向,防止成型的免拆模板进入堆料箱时发生倾斜和翘起而影响其堆叠。
- 还没有人留言评论。精彩留言会获得点赞!