一种陶瓷球加工设备及工艺的制作方法
本技术涉及陶瓷加工的,特别是涉及一种陶瓷球加工设备及工艺。
背景技术:
1、陶瓷球是一种精密的陶瓷制品,通常由高纯度的陶瓷材料制成,具有多种工业应用,广泛应用于轴承制造,特别是在高速、高温或强腐蚀性环境下,它们也用于制作阀门球、泵的密封部件、医疗器械和牙科应用。
2、现有技术中,陶瓷球的成型通常采用压制法,首先将研磨好的陶瓷原料放入模具中,在高压下压制成型。得到的陶瓷球经高温烧结,使陶瓷颗粒之间发生融合,增强陶瓷球的整体强度。最后通过磨削和抛光等加工工艺进行精细处理,以使陶瓷球达到要求的精度和光洁度。
3、然而,此类陶瓷球制备时,利用模具压制成型,由于模具的压制位有限,导致模具一次压制成型得到的陶瓷球数量有限,不适合陶瓷球的大批量生产,因此需要进一步改进。
技术实现思路
1、为了提高陶瓷球的成型效率,本技术提供了一种陶瓷球加工设备及工艺。
2、第一方面,本技术提供的一种陶瓷球加工设备采用如下技术方案:
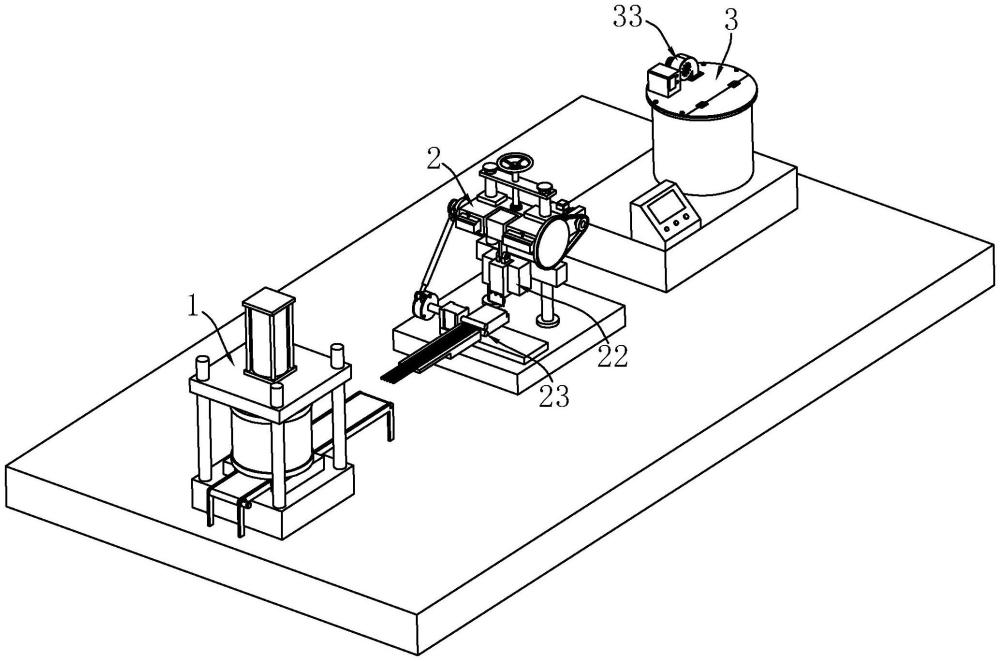
3、一种陶瓷球加工设备,包括挤出装置、切料装置以及成型装置,所述挤出装置用于将陶瓷球原料挤出形成长条状的陶瓷条,所述切料装置用于将陶瓷条切割为块状的陶瓷块;所述成型装置用于使陶瓷块成型为球形状,所述成型装置包括成型筒和转盘,所述转盘转动安装于成型筒内部以用于承载陶瓷块,所述成型筒分别设有用于调节成型筒内部温度的调温件和用于驱使转盘旋转的转动件。
4、通过采用上述的技术方案,通过成型筒和转盘的设置,陶瓷原料经挤出装置挤出形成长条状的陶瓷条,然后通过切料装置将陶瓷条切割为块状的陶瓷块,再将陶瓷块置入成型筒内,接着通过调温件将成型筒内的温度调节至合适温度,使陶瓷块软化,通过转动件驱使转盘转动,转盘带动陶瓷块形成涡流状的运动,逐渐增大转盘的转速,陶瓷块在成型筒内高速滚动、互相摩擦,逐渐形成球形结构,从而制得陶瓷球,大大提高了陶瓷球的成型效率,以大批量制造陶瓷球。
5、可选的,所述转盘将成型筒内部分隔形成温控区和成型区,所述转盘的外周壁与成型筒的内周壁之间间隔设置并形成通气流道,所述温控区通过通气流道连通于成型区;所述成型筒的底部设置有控制机台,所述控制机台内开设有连通于温控区的安装腔;所述调温件包括加热模块、第一鼓风机以及第二鼓风机,所述加热模块设置于安装腔以用于加热空气,所述第一鼓风机设置于控制机台以用于将加热模块形成的热空气吹送至温控区;所述第二鼓风机设置于成型筒,所述第二鼓风机的出口端连通于成型区以用于吹走成型区内的热空气。
6、通过采用上述的技术方案,通过加热模块、第一鼓风机以及第二鼓风机的设置,通过加热模块进行加热,然后通过第一鼓风机将加热后的空气吹送至温控区,热空气能够通过通气流道进入成型区,以对陶瓷块进行加热,使其软化,以便于转盘带动陶瓷块高速滚动时,陶瓷块在成型筒内互相摩擦,从而制得陶瓷球;陶瓷球成型后,通过第二鼓风机向成型区进行吹气,以提高成型区的散热速度,便可取出成型的陶瓷球,提高工作效率。
7、可选的,所述切料装置包括切料座、切料组件以及送料组件,所述切料座具有切料工位,所述切料座的一侧设置有导料座,所述导料座的表面开设有多个导料槽,每一所述导料槽的一端均延伸至切料工位,多个所述导料槽之间并列设置以用于输送多个陶瓷条;所述切料组件设置于切料座以用于对切料工位的陶瓷条进行切割,所述送料组件设置于导料座以用于将所有导料槽内的陶瓷条输送至切料工位。
8、通过采用上述的技术方案,通过切料座、切料组件以及送料组件的设置,将挤出装置挤出的陶瓷条置于导料座,导料座的多个导料槽能够用于放置多个陶瓷条,通过送料组件将所有陶瓷条输送至切料工位,然后通过切料组件对输送至切料工位的所有陶瓷条进行切割,一次切割多个陶瓷条,提高工作效率。
9、可选的,所述切料座转动安装有转动轴,所述切料组件包括滑动座、切刀、升降件以及第一驱动件,所述滑动座滑移安装于切料座以能够升降,所述切刀设置于滑动座的底部并正对于切料工位;所述升降件设置于转动轴和滑动座之间,当所述转动轴绕自身中轴线转动时,所述升降件驱使滑动座往复升降,以对陶瓷条进行切割;所述第一驱动件设置于切料座以用于驱使转动轴转动。
10、通过采用上述的技术方案,通过滑动座、切刀、升降件以及第一驱动件的设置,陶瓷条输送至切料工位后,通过第一驱动件驱使转动轴转动,滑动座在升降件的作用下往复升降,以对陶瓷条进行多次切割,从而将陶瓷条切割形成多个陶瓷块。
11、可选的,所述升降件包括偏心杆和摆动架,所述偏心杆固定安装于转动轴,且所述偏心杆的中轴线与转动轴的中轴线之间呈偏心设置;所述摆动架一端铰接于偏心杆,另一端铰接于滑动座。
12、通过采用上述的技术方案,通过偏心杆和摆动架的设置,偏心杆与转动轴之间呈偏心设置,使得转动轴转动过程中,偏心杆能够套转动轴的中轴线进行公转,从而带动摆动架进行往复摆动,摆动架的摆动能够对滑动座进行拉动或推动,迫使滑动座进行升降,随着转动轴的持续转动,使切刀能够对陶瓷条进行多次切割,大大提高整体结构的操作便捷性。
13、可选的,所述送料组件包括主动辊、从动辊、同步件以及第二驱动件,所述主动辊和从动辊均转动安装于导料座,所述主动辊和从动辊之间间隔设置并形成供陶瓷条穿过的输送通道;所述同步件设置于主动辊和从动辊之间,所述同步件用于驱使主动辊和从动辊同步并反向转动以输送陶瓷条;所述第二驱动件设置于主动辊和转动轴之间,当所述转动轴转动时,所述第二驱动件驱使主动辊间歇式转动,以间歇式输送陶瓷条。
14、通过采用上述的技术方案,通过主动辊、从动辊、同步件以及第二驱动件的设置,陶瓷条输送至切料工位时,通过第二驱动件驱使主动辊转动,主动辊和从动辊之间在同步件的作用下同步并反向转动,以对穿设于输送通道的陶瓷条进行输送,以将陶瓷条输送至切料工位进行切割;第二驱动件驱使主动辊间歇式转动,切刀对陶瓷条每切割一次,第二驱动件便驱使主动辊转动一次,以将陶瓷条补充至切料工位等待切刀的下次切割,大大提高了整体结构的操作便捷性。
15、可选的,所述转动轴的一端同轴设有转动盘,所述转动盘安装有安装柱,所述安装柱与转动盘呈偏心设置,所述主动辊同轴设有转动杆;所述第二驱动件包括联动套、联动杆、棘轮以及棘爪,所述联动套转动安装于转动杆的外周侧,所述联动杆一端铰接于联动套,另一端铰接于安装柱;所述棘轮同轴固定于转动杆的周壁,所述棘爪铰接于联动套的内周壁并与棘轮啮合,当所述转动轴驱使切刀抬离陶瓷条时,所述联动套通过棘爪推动棘轮转动,以使所述主动辊转动;当所述转动轴驱使切刀下移对陶瓷条进行切割时,所述联动套反转以使棘爪移动至棘轮的下一齿位。
16、通过采用上述的技术方案,通过联动套、联动杆、棘轮以及棘爪,联动套和安装柱之间通过联动杆相互连接,当转动轴转动驱使切刀抬力陶瓷条时,转动盘通过联动杆拉动联动套,迫使联动套转动一定角度,联动套通过棘轮棘爪的配合,带动转动杆转动一定角度,从而使主动辊和从动辊转动一定角度,以将陶瓷条朝切料工位输送一定距离;随着转动轴的继续转动,当转动轴驱使切刀下移时,此时转动盘通过联动杆驱使联动套反转,从而带动棘爪移动至棘轮的下一齿位(此时转动杆未转动),以便于当切刀下次抬离陶瓷条时,棘爪能够继续推动棘轮转动,从而实现主动辊间歇式转动,进而使得陶瓷条能够间歇式输送至切料工位,极大提高了整体结构的操作便捷性。
17、可选的,所述安装柱与转动盘之间滑动连接,并能够沿所述转动盘的径向滑移,所述转动盘设有用于驱使安装柱靠近或远离转动盘圆心的第一调节件。
18、通过采用上述的技术方案,通过第一调节件的设置,通过第一调节件驱使安装柱靠近或远离转动盘的圆心,能够改变联动杆与转动盘之间的位置,从而改变联动套的转动角度(即改变主动辊的转动角度),进而改变陶瓷条一次前进的输送距离,根据实际需求能够切割不同长度的陶瓷块,提高整体结构的适应性。
19、可选的,所述导料座滑移安装有移动块,所述从动辊转动安装于移动块,所述从动辊通过移动块滑移并转动安装于导料座;所述导料座设有第二调节件,所述第二调节件用于驱使从动辊滑移以调节输送通道的大小。
20、通过采用上述的技术方案,通过第二调节件的设置,通过第二调节件驱使从动辊滑移,从而能够调节输送通道的大小,以用于输送不同直径的陶瓷条,进一步提高整体结构的适应性。
21、第二方面,本技术提供的一种陶瓷球加工工艺采用如下技术方案:
22、一种陶瓷球加工工艺,具体包括以下步骤:s1、陶瓷条的挤出:陶瓷原料通过挤出装置进行挤出,得到长条状的陶瓷条;s2、陶瓷条的切割:陶瓷条通过切料装置进行切割,得到块状的陶瓷块;s3、陶瓷球的成型:陶瓷块通过成型装置进行成型,得到球形状的陶瓷球。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.通过成型筒和转盘的设置,陶瓷原料经挤出装置挤出形成长条状的陶瓷条,然后通过切料装置将陶瓷条切割为块状的陶瓷块,再将陶瓷块置入成型筒内,接着通过调温件将成型筒内的温度调节至合适温度,使陶瓷块软化,通过转动件驱使转盘转动,转盘带动陶瓷块形成涡流状的运动,逐渐增大转盘的转速,陶瓷块在成型筒内高速滚动、互相摩擦,逐渐形成球形结构,从而制得陶瓷球,大大提高了陶瓷球的成型效率,以批量制造陶瓷球;
25、2.通过主动辊、从动辊、同步件以及第二驱动件的设置,陶瓷条输送至切料工位时,通过第二驱动件驱使主动辊转动,主动辊和从动辊之间在同步件的作用下同步并反向转动,以对穿设于输送通道的陶瓷条进行输送,以将陶瓷条输送至切料工位进行切割;第二驱动件驱使主动辊间歇式转动,切刀对陶瓷条每切割一次,第二驱动件便驱使主动辊转动一次,以将陶瓷条补充至切料工位等待切刀的下次切割,大大提高了整体结构的操作便捷性;
26、3.通过联动套、联动杆、棘轮以及棘爪,联动套和安装柱之间通过联动杆相互连接,当转动轴转动驱使切刀抬力陶瓷条时,转动盘通过联动杆拉动联动套,迫使联动套转动一定角度,联动套通过棘轮棘爪的配合,带动转动杆转动一定角度,从而使主动辊和从动辊转动一定角度,以将陶瓷条朝切料工位输送一定距离;随着转动轴的继续转动,当转动轴驱使切刀下移时,此时转动盘通过联动杆驱使联动套反转,从而带动棘爪移动至棘轮的下一齿位(此时转动杆未转动),以便于当切刀下次抬离陶瓷条时,棘爪能够继续推动棘轮转动,从而实现主动辊间歇式转动,进而使得陶瓷条能够间歇式输送至切料工位,极大提高了整体结构的操作便捷性。
- 还没有人留言评论。精彩留言会获得点赞!