一种具有复合内胆的保温杯的制作方法
1.本实用新型涉及保温杯,尤其涉及一种具有复合内胆的保温杯。
背景技术:
2.市场上现有的一些复合保温杯存在杯壁较厚、整体质量较重、真空层的气密性差等缺陷,例如cn202011059269.9专利中主要利用不锈钢、铝、钛三层复合板进行内胆制造,但三种材料的拉伸系数不同,成型困难;其他专利中还利用不锈钢、铝、钛复合板作为中间层,钛内胆与中间层的钛焊接,不锈钢与中间层的不锈钢焊接,该结构存在气密性能差、真空性能持续时间短等技术问题。
技术实现要素:
3.本实用新型针对现有技术中存在的复合保温杯内胆壁较厚、整体质量偏重、三层复合板制造内胆时成型困难等缺陷,提供了新的一种具有复合内胆的保温杯。
4.为了解决上述技术问题,本实用新型通过以下技术方案实现:
5.一种具有复合内胆的保温杯,包括不锈钢外壳、复合内胆、杯底,所述杯底焊接于所述不锈钢外壳的底部,所述不锈钢外壳的口部与所述复合内胆的口部焊合,所述不锈钢外壳与所述复合内胆之间设有真空层,还包括内胆底,所述复合内胆由钛内层、钢外层组成,所述内胆底由钛上层、钢下层组成,所述内胆底与所述复合内胆的底部配合并焊合,所述内胆底边缘与所述复合内胆边缘之间设有凹槽,所述凹槽内设有填料并通过所述填料焊合所述凹槽。
6.在上述具有复合内胆的保温杯的结构中,不锈钢外壳、复合内胆、内胆底组成保温杯的主体,杯底用于密封真空层,复合内胆、内胆底均采用钛、钢两层复合材料,钛内层、钛上层均可采用纯钛材质制成,钢外层、钢下层均可采用430不锈钢或碳钢制成,大大简化复合内胆的制作工艺,克服了现有的三层复合内胆的制造工艺复杂的缺陷,进一步降低了复合内胆的厚度与重量。
7.内胆底与复合内胆经过两次焊合,能够增强焊接的牢度,采用同种材质的焊合能保证真空层的密封性,且焊接操作方便。
8.作为优选,上述所述的一种具有复合内胆的保温杯,所述钛内层下端设有第一直边,所述钛上层上设有圆角,所述第一直边与所述圆角焊合。
9.焊位设在上述位置,能够简化焊接操作,增强焊合的牢度和气密性。
10.作为优选,上述所述的一种具有复合内胆的保温杯,所述钛内层下端设有第二直边,所述钛上层上设有第三直边,所述第二直边与所述第三直边焊合。
11.焊位设在上述位置,能够简化焊接操作,增强焊合的牢度和气密性。
12.作为优选,上述所述的一种具有复合内胆的保温杯,所述钛内层下端设有第一折边,所述钛上层上设有第二折边,所述第一折边与所述第二折边焊合。
13.焊位设在上述位置,能进一步保证真空层的气密性。
14.作为优选,上述所述的一种具有复合内胆的保温杯,所述凹槽的宽度为0.2~2mm,所述填料为不锈钢焊丝。
15.当凹槽的预设宽度为0.2~2mm,采用填入不锈钢焊丝进行激光焊接的方式能达到最佳的焊合效果。
16.作为优选,上述所述的一种具有复合内胆的保温杯,所述凹槽的宽度为0.4~2mm,所述填料为粉状玻璃或金属焊料。
17.当凹槽的预设宽度为0.4~2mm,采用填入粉状玻璃或金属焊料进行钎焊的方式能达到最佳的焊合效果。
18.作为优选,上述所述的一种具有复合内胆的保温杯,所述杯底的厚度为0.3~2mm,所述不锈钢外壳的厚度为0.4~2mm,所述复合内胆的厚度为0.3~2mm。
19.将杯底的厚度、不锈钢外壳的厚度、复合内胆的厚度控制在上述参数范围内,能够保证保温杯整体的壁厚较薄、质量偏轻且具有合适的强度和刚性。
20.作为优选,上述所述的一种具有复合内胆的保温杯,所述钢外层口部端面低于所述不锈钢外壳口部端面,所述钢外层口部与所述不锈钢外壳口部焊合,所述钛内层口部端面向外侧弯曲并与所述不锈钢外壳口部端面焊合。
21.对复合内胆的钢外层口部进行削短,使复合内胆的钛内层、钢外层之间形成0.5mm~2mm阶梯,并使钢外层口部端面低于所述不锈钢外壳口部端面,无需对不锈钢外壳进行二次加工,简化了配口工艺,后续也能简便地将高出的阶梯部分进行卷边,并与不锈钢外壳口部端面焊合。另外,复合内胆、不锈钢外壳之间采用二次焊接工艺,第一次焊接用于封闭真空层的一端,且焊合的材质均为钢材,能保证真空层的密封性,第二次焊合用于覆盖第一次焊接位置,即覆盖复合内胆的钢外层,使得钢外层不与食品产生接触,增强保温杯的饮水健康。
22.作为优选,上述所述的一种具有复合内胆的保温杯,所述钛内层口部端面与所述钢外层口部端面等高,所述钢外层口部与所述不锈钢外壳口部焊合,所述不锈钢外壳口部端面向内弯曲并与所述钛内层口部端面焊合。
23.钛内层口部端面与钢外层口部端面等高,从而便于后续将高出的不锈钢外壳口部进行卷边、焊合。另外,复合内胆、不锈钢外壳之间采用二次焊接工艺,第一次焊接用于封闭真空层的一端,且焊合的材质均为钢材,能保证真空层的密封性更好,第二次焊合用于覆盖第一次焊接位置,即覆盖复合内胆的钢外层,使得钢外层不与食品产生接触,增强保温杯的饮水健康。
附图说明
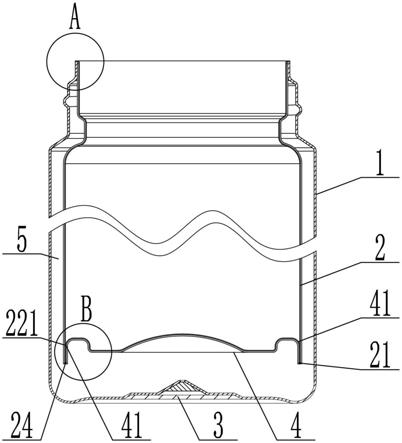
24.图1为本实用新型的结构示意图一;
25.图2为本实用新型的结构示意图二;
26.图3为本实用新型的结构示意图三;
27.图4为图1中a处的局部放大图;
28.图5为图3中e处的局部放大图;
29.图6为图1中b处的局部放大图;
30.图7为图2中c处的局部放大图;
31.图8为图3中d处的局部放大图。
具体实施方式
32.下面结合附图1
‑
8和具体实施方式对本实用新型作进一步详细描述,但它们不是对本实用新型的限制:
33.实施例1
34.一种具有复合内胆的保温杯,包括不锈钢外壳1、复合内胆2、杯底3,所述杯底3焊接于所述不锈钢外壳1的底部,所述不锈钢外壳1的口部与所述复合内胆2的口部焊合,所述不锈钢外壳1与所述复合内胆2之间设有真空层5,还包括内胆底4,所述复合内胆2由钛内层22、钢外层23组成,所述内胆底4由钛上层44、钢下层45组成,所述内胆底4与所述复合内胆2的底部配合并焊合,所述内胆底4边缘与所述复合内胆2边缘之间设有凹槽21,所述凹槽21内设有填料24并通过所述填料24焊合所述凹槽21。
35.作为优选,所述钛内层22下端设有第一直边221,所述钛上层44上设有圆角41,所述第一直边221与所述圆角41焊合。
36.作为优选,所述凹槽21的宽度为0.2~2mm,所述填料24为不锈钢焊丝。
37.作为优选,所述杯底3的厚度为0.3~2mm,所述不锈钢外壳1的厚度为0.4~2mm,所述复合内胆2的厚度为0.3~2mm。
38.作为优选,所述钢外层23口部端面低于所述不锈钢外壳1口部端面,所述钢外层23口部与所述不锈钢外壳1口部焊合,所述钛内层22口部端面向外侧弯曲并与所述不锈钢外壳1口部端面焊合。
39.实施例2
40.作为优选,所述钛内层22下端设有第二直边222,所述钛上层44上设有第三直边42,所述第二直边222与所述第三直边42焊合。
41.本实施例中的其它实施方式同实施例1。
42.实施例3
43.作为优选,所述钛内层22下端设有第一折边223,所述钛上层44上设有第二折边43,所述第一折边223与所述第二折边43焊合。
44.本实施例中的其它实施方式同实施例1~2。
45.实施例4
46.作为优选,所述凹槽21的宽度为0.4~2mm,所述填料24为粉状玻璃或金属焊料。
47.本实施例中的其它实施方式同实施例1~3。
48.实施例5
49.作为优选,所述钛内层22口部端面与所述钢外层23口部端面等高,所述钢外层23口部与所述不锈钢外壳1口部焊合,所述不锈钢外壳1口部端面向内弯曲并与所述钛内层22口部端面焊合。
50.本实施例中的其它实施方式同实施例1~4。
51.总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利的范围所作的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1