多调料自动下料装置及下料控制方法与流程
1.本发明涉及一种多调料自动下料装置及下料控制方法。
背景技术:
2.多调料自动下料装置应用于厨房烹饪场景中为解决调料自动化而生,而作为自动烹饪的一部分,消费者为调料自动化功能买单的溢价区间有限,因此控制调料自动化模组整机成本具有实际意义。
3.由于调料种类众多,一个装置往往很难做到多种调料下料的功能,即使能做到多种调料下料的功能也很难满足程序化下料的功能,且通过一个装置实现多调料自动下料的功能,对成本控制起到重要作用。
技术实现要素:
4.本发明要解决的技术问题是克服现有技术中的多调料自动下料装置较难做到多调料自动下料的功能且成本过高的缺陷,提供一种多调料自动下料装置及下料控制方法。
5.本发明是通过下述技术方案来解决上述技术问题:
6.本发明提供一种多调料自动下料装置其包括旋转件、磁性元件、霍尔元件、下料组件、下料启动部和控制中心,旋转件能以自身中心为轴心旋转;磁性元件固定在旋转件的外侧;霍尔元件环绕旋转件的周向设置,霍尔元件在接收到磁性元件的磁力后发送下料信号至控制中心;下料组件与霍尔元件对应,下料组件用于下料;下料启动部与旋转件相对固定,下料启动部启动后令下料组件下料;控制中心用于接收霍尔元件发送的下料信号,还用于在获得下料信号后,控制旋转件停止转动,并且启动下料启动部。
7.在本案中,采用上述结构,使得下料启动部能被旋转件带动到设定位置令下料组件下料,达到自动下料的效果。
8.较佳地,所述霍尔元件的数量为若干个,所述下料组件的数量为若干个,若干所述霍尔元件与若干所述下料组件一一对应设置。
9.在本案中,可通过设置多个下料组件及霍尔元件,即可满足多调料下料的效果
10.较佳地,所述控制中心还用于根据用户指令确认所需下料的下料组件并生成下料选择信息;所述控制中心还用于根据所述下料选择信息发送启动信号给所需下料的下料组件所对应的霍尔元件,所述控制中心还用于发送关闭信号给其余不需下料的下料组件所对应的霍尔元件;所述霍尔元件还用于接收到所述启动信号后打开,所述霍尔元件还用于接收到所述关闭信号后关闭。
11.在本案中,使得控制中心能接收下料选择信息,控制霍尔元件开闭,避免了多调料下料时下错调料的问题产生。
12.较佳地,所述控制中心还用于根据用户指令确认所需下料的时间并生成下料时间信息,所述控制中心还用于根据所述下料时间信息发送停止信号至所述下料启动部,所述下料启动部还用于接收到停止信号后停止。
13.在本案中,为了满足调料下料剂量可调的需求,设置控制中心可根据用户指令所确认的下料时间信息来控制下料启动部的开启时间。
14.较佳地,所述控制中心还用于在发送所述停止信号至所述下料启动部之后,判断是否有未执行的用户指令;若是,继续根据所述用户指令生成下料选择信息;若否,维持所述下料启动部停止状态。
15.在本案中,通过让控制中心判断是否有未执行的用户指令,达到下多种调料的效果。
16.较佳地,所述旋转件包括步进电机,所述步进电机的上轴与所述下料启动部相对固定。
17.在本案中,通过设置步进电机作为旋转动力,输出稳定。
18.较佳地,所述下料启动部包括直线电机,所述直线电机设有推出轴,所述推出轴指向所述下料组件;所述下料组件包括面向所述推出轴设置的从动轴,所述直线电机旋转至所述推出轴上方时,所述推出轴能向下伸出并带动所述从动轴进行下料。
19.在本案中,将下料启动部设置为直线电机,直线电机在控制中心的控制下,伸出推出轴,起到推动下料的效果。
20.较佳地,所述下料组件还包括从动齿轮,所述从动轴与所述从动齿轮为轴连接;所述步进电机的下轴固定连接主动齿轮,所述从动齿轮位于所述主动齿轮的上方,所述推出轴推动所述从动轴后使得所述从动齿轮与所述主动齿轮相啮合;
21.在本案中,设置主动齿轮与从动齿轮啮合时,主动齿轮进行转动,使得从动轴达到旋转下料的效果,下料效果更佳,同时也能通过旋转使得一些容易结块的调料下料。
22.较佳地,所述复位机构对所述从动齿轮提供向上的力所述从动齿轮不受来自所述推出轴的推力时,所述从动齿轮位于所述主动齿轮的上方。
23.在本案中,为了防止从动齿轮一直与主动齿轮啮合而导致下错料的问题,设置复位机构,在下料启动部关闭的状态下,使得从动齿轮向下,与主动齿轮不啮合。
24.较佳地,所述下料装置还包括外壳,所述外壳包围设置于所述旋转件的四周,所述霍尔元件设置于所述外壳的内周面。
25.在本案中,为了使得霍尔元件更好的放置在旋转件的四周,同时对旋转件起到保护作用,因此设置外壳在旋转件周围。
26.本发明还提供一种多调料自动下料装置下料控制方法,所述控制方法包括以下步骤:
27.s1、所述旋转件旋转,直至所述霍尔元件接收到所述磁性元件的磁力;
28.s2、所述霍尔元件发送所述下料信号,使所述旋转件停止转动;
29.s3、所述旋转件停止转动后,启动所述下料启动部令所述下料组件下料。
30.在本案中,使用该控制方法,使得旋转件带动磁性元件旋转与霍尔元件作用,发送下料信号,起到下料的作用。
31.较佳地,步骤s1之前还包括:
32.s01、预设不同的下料组件对应不同的霍尔元件;
33.s02、根据用户指令确认所需下料的下料组件并生成下料选择信息;
34.s03、根据下料选择信息发送启动信号给所需下料的下料组件所对应的霍尔元件,
发送关闭信号给其余不需下料的下料组件所对应的霍尔元件。
35.在本案中,通过预设不同的下料组件对应不同的霍尔元件,可根据用户旋转,下不同的调料。
36.较佳地,步骤s1之前还包括,
37.s001、根据用户指令确认所需下料的时间并生成下料时间信息;
38.步骤s3之后还包括,
39.s4、根据所述下料时间信息发送停止信号至所述下料启动部,使所述下料启动部停止下料。
40.在本案中,通过获取下料时间信息,对下料的量进行控制,进一步增加了下料装置的功能。
41.较佳地,步骤s4之后还包括,
42.s5、判断是否有未执行的用户指令;若是,则执行s02;若否,则执行s6;
43.s6、维持所述下料启动部处于停止状态。
44.在本案中,为了保证多重指令均能执行,设定判断循环系统,保证所有的指令都能被完成。
45.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
46.本发明的积极进步效果在于:上述多调料自动下料装置及下料控制方法,实现多调料自动下料的功能同时,利用霍尔元件与磁性元件的特性,对下料起到控制作用,极大的降低成本的同时,也提高了下料的准确性。
附图说明
47.图1为本发明实施例1的多调料自动下料装置的结构示意图。
48.图2为本发明实施例1的多调料自动下料装置的内部结构图。
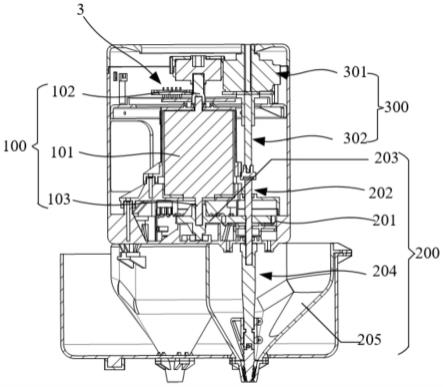
49.图3为本发明实施例1的多调料自动下料装置的剖面图。
50.图4为本发明实施例1的多调料自动下料装置下料组件结构示意图。
51.图5为本发明实施例2的多调料自动下料装置的下料控制方法的步骤示意图。
52.图6为本发明实施例3的多调料自动下料装置的下料控制方法的步骤示意图。
53.附图标记说明:
54.磁性元件1
55.霍尔元件2
56.控制中心3
57.外壳4
58.旋转件100
59.步进电机101
60.上轴102
61.下轴103
62.下料组件200
63.从动齿轮201
64.从动轴202
65.主动齿轮203
66.螺杆204
67.调料瓶205
68.下料启动部300
69.直线电机301
70.推出轴302
71.复位机构400
72.压缩弹簧401
73.从动齿轮支架402
74.底部壳体403
具体实施方式
75.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
76.下面举个较佳实施例,并结合附图来更清楚完整地说明本发明。
77.如图1至图4所示,一种多调料自动下料装置其包括旋转件100、磁性元件1、霍尔元件2、下料组件200、下料启动部300和控制中心3,旋转件100能以自身中心为轴心旋转;磁性元件1固定在旋转件100的外侧;霍尔元件2环绕旋转件100的周向设置,霍尔元件2在接收到磁性元件1的磁力后发送下料信号至控制中心3;下料组件200与霍尔元件2对应,下料组件200用于下料;下料启动部300与旋转件100相对固定,下料启动部300启动后令下料组件200下料;控制中心3用于接收霍尔元件2发送的下料信号,控制中心3还用于在获得下料信号后,控制旋转件100停止转动,并且启动下料启动部300。
78.通过在旋转件100上设置磁性元件1,当旋转件100旋转时,带动磁性元件1旋转,当磁性元件1旋转触发设置在周围的霍尔元件2时,霍尔元件2发送下料信号至控制中心3,控制中心3控制旋转件100停止转动,此时下料启动部300位于可触发霍尔元件2对应下料组件200的位置,下料启动部300启动,带动下料组件200下料。
79.其中,如图2所示,霍尔元件2的数量为若干个,下料组件200的数量为若干个,若干霍尔元件2与若干下料组件200一一对应设置。
80.当有多调料下料的需求时,设置多个霍尔元件2,对应多个下料组件200,每个下料组件200内装有一种调料,当旋转件100旋转时,带动下料组件200下料。
81.进一步地,控制中心3还用于根据用户指令确认所需下料的下料组件200并生成下料选择信息;控制中心3还用于根据下料选择信息发送启动信号给所需下料的下料组件200所对应的霍尔元件2,控制中心3还用于发送关闭信号给其余不需下料的下料组件200所对应的霍尔元件2;霍尔元件2还用于接收到启动信号后打开,霍尔元件2还用于接收到关闭信号后关闭。
82.为了满足在多种调料中旋转其中一种调料下料的需求,当操作者想要某种调料下料时,操作者输入用户选择指令,选择该调料下料,控制中心3会根据用户选择指令生成下料选择信息,控制中心3会根据下料选择信息发送启动信号至下料组件200所对应的霍尔元
件2,发送关闭信号给其他霍尔元件2,这样就避免了当旋转件100旋转时,位于旋转件100上的磁性元件1触发其余调料对应的霍尔元件2,也就避免了下错调料的问题产生。
83.进一步地,控制中心3还用于根据用户指令确认所需下料的时间并生成下料时间信息,控制中心3还用于根据下料时间信息发送停止信号至下料启动部300,下料启动部300还用于接收到停止信号后停止。
84.为了满足下料时间的控制,当控制中心3接收到下料时间信息后,根据下料时间信息所提供的下料时间,控制下料启动部300启动的时长,当下料启动部300保持启动状态到达下料时间所设定的时间后,控制中心3发送停止信号至下料启动部300,下料启动部300关闭。
85.进一步地,控制中心3还用于在发送停止信号至下料启动部300之后,判断是否有未执行的用户指令;若是,继续根据用户指令生成下料选择信息;若否,维持下料启动部300停止状态。
86.当操作者一次性需下料多种调料时,控制中心3会接收到多个用户指令,当控制中心3判断已经还有未执行的用户指令后,控制中心3会继续根据用户指令生成下料选择信息,直到所有用户指令都被执行,控制中心3此时会维持下料启动部300处于停止状态。
87.如图3所示,旋转件100包括步进电机101,步进电机101的上轴102与下料启动部300相对固定。通过设置步进电机101来带动下料启动部300旋转,控制中心3来控制步进电机101旋转的时机。
88.如图3所示,下料启动部300包括直线电机301,直线电机301设有推出轴302,推出轴302指向下料组件200;下料组件200包括面向推出轴302设置的从动轴,直线电机301旋转至推出轴302上方时,推出轴302能向下伸出并带动从动轴进行下料。通过设置直线电机301,将其推出轴302面对下料组件200的从动轴,由于有多个下料组件200,因此也会有多个从动轴,当直线电机301被带动旋转时,其推出轴302面对不同的从动轴,每当直线电机301被控制中心3控制启动时,其推出轴302推动从动轴吗,下料组件200完成下料。
89.其中,下料组件200还包括从动齿轮201,从动轴与从动齿轮201为轴连接;步进电机101的下轴103固定连接主动齿轮203,从动齿轮201位于主动齿轮203的上方,推出轴302推动从动轴后使得从动齿轮201与主动齿轮203相啮合;
90.在下料组件200下料的过程中,除了下压下料组件200的从动轴来下料外,某些调料还需要现场研磨等工序才能更好的下料,因此利用步进电机101单轴双出的特性,很好的利用了步进电机101下轴103的旋转,通过设置主动齿轮203和从动齿轮201,当从动轴被推出轴302下压时,主动齿轮203和从动齿轮201相啮合,主动齿轮203在步进电机101下轴103带动下旋转时,主动齿轮203带动从动齿轮201旋转,从动齿轮201带动从动轴旋转。在其他可实施方式中,可在从动轴的下端设置螺杆204,螺杆204的周围设置调料瓶205,螺杆204转动带动周围的调料瓶205的调料研磨下料。
91.其中,下料装置还包括复位机构400,复位机构400对从动齿轮201提供向上的力从动齿轮201不受来自推出轴302的推力时,从动齿轮201位于主动齿轮203的上方。通过设置复位机构400,当复位机构400包括在从动齿轮201下方设置的从动齿轮支架402和底部壳体403,从动齿轮支架402用于支撑从动齿轮201,将压缩弹簧401设置于从动齿轮支架402和底部壳体403之间,避免从动齿轮201转动时对压缩弹簧401产生磨损和损坏。
92.如图2所示,下料装置还包括外壳4,外壳4包围设置于旋转件100的四周,霍尔元件2设置于外壳4的内周面。通过设置外壳4,将霍尔元件2固定在旋转件100的四周,也便于设置下料组件200的位置,使得霍尔元件2与下料组件200相互对应。
93.实施例2
94.图5所示为本发明实施例2的一种多调料自动下料装置下料控制方法,该控制方法包括以下步骤:
95.s1、旋转件100旋转,直至霍尔元件2接收到磁性元件1的磁力;
96.s2、霍尔元件2发送下料信号,使旋转件100停止转动;
97.s3、旋转件100停止转动后,启动下料启动部300令下料组件200下料。
98.通过在旋转件100上设置磁性元件1,当旋转件100旋转时,带动磁性元件1旋转,当磁性元件1旋转触发设置在周围的霍尔元件2时,霍尔元件2发送下料信号至控制中心3,控制中心3控制旋转件100停止转动,此时下料启动部300位于可触发霍尔元件2对应下料组件200的位置,下料启动部300启动,带动下料组件200下料。
99.实施例3
100.图6所示为本发明实施例3的一种多调料自动下料装置下料控制方法,该控制方法包括以下步骤:
101.s1、旋转件100旋转,直至霍尔元件2接收到磁性元件1的磁力;
102.s2、霍尔元件2发送下料信号,使旋转件100停止转动;
103.s3、旋转件100停止转动后,启动下料启动部300令下料组件200下料。
104.步骤s1之前还包括:
105.s01、预设不同的下料组件200对应不同的霍尔元件2;
106.s02、根据用户指令确认所需下料的下料组件200并生成下料选择信息;
107.s03、根据下料选择信息发送启动信号给所需下料的下料组件200所对应的霍尔元件2,发送关闭信号给其余不需下料的下料组件200所对应的霍尔元件2。
108.为了满足在多种调料中旋转其中一种调料下料的需求,当操作者想要某种调料下料时,操作者输入用户选择指令,选择该调料下料,控制中心3会根据用户选择指令生成下料选择信息,控制中心3会根据下料选择信息发送启动信号至下料组件200所对应的霍尔元件2,发送关闭信号给其他霍尔元件2,这样就避免了当旋转件100旋转时,位于旋转件100上的磁性元件1触发其余调料对应的霍尔元件2,也就避免了下错调料的问题产生。
109.如图6所示,步骤s1之前还包括,
110.s001、根据用户指令确认所需下料的时间并生成下料时间信息;
111.步骤s3之后还包括,
112.s4、根据下料时间信息发送停止信号至下料启动部300,使下料启动部300停止下料。
113.为了满足下料时间的控制,当控制中心3接收到下料时间信息后,根据下料时间信息所提供的下料时间,控制下料启动部300启动的时长,当下料启动部300保持启动状态到达下料时间所设定的时间后,控制中心3发送停止信号至下料启动部300,下料启动部300关闭。
114.如图6所示,步骤s4之后还包括,
115.s5、判断是否有未执行的用户指令;若是,则执行s02;若否,则执行s6;
116.s6、维持下料启动部300处于停止状态。
117.当操作者一次性需下料多种调料时,控制中心3会接收到多个用户指令,当控制中心3判断已经还有未执行的用户指令后,控制中心3会继续根据用户指令生成下料选择信息,直到所有用户指令都被执行,控制中心3此时会维持下料启动部300处于停止状态。
118.虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1