定量磨豆装置、定量磨豆方法及磨豆咖啡机与流程
1.本发明属于饮料冲泡电器,具体涉及定量磨豆装置、定量磨豆方法及磨豆咖啡机,用于根据粉碗的大小、咖啡粉的粗细程度自行确定咖啡粉的研磨量和工作时间,清空粉碎系统内滞留的未经研磨的咖啡豆。
背景技术:
2.目前,市场上磨咖啡豆装置的布粉、压粉、定量方法有以下几种:
3.第一种方法是视觉定量,其布粉、压粉、定量需要人工干预。此方法成本低廉,但缺点也很显著,体现在:咖啡粉流道内有残余咖啡粉,致使每一杯咖啡都不是100%现磨咖啡粉,难以获得最佳口感;由于定量、布粉、压粉依赖于个人水平,咖啡质量一致性差。
4.第二种方法是时间定量,人工布粉、压粉,这种方法在定量上将时间作为唯一变量,没有考虑粗细、品种、烘焙程度等因素的影响,相比第一种方法有进步。缺点是更换咖啡豆品种时需要重新调试,造成咖啡粉浪费,同时,布粉、压粉方面仍依赖于个人水平,对于咖啡粉流道内有残余咖啡粉问题,此种方法未提供解决方案。
5.第三种方法是时间定量,智能压粉。这种方法在定量上和第二种方法一样,但由于提供了一个恒定的力度用于压实咖啡粉,因此比第二种方法做出的咖啡质量更稳定。缺点是更换咖啡豆品种时需要重新调试,造成咖啡粉浪费。同时,只有压实工艺,缺少布粉工艺,难言完美。对于滞留在粉碎系统内未经研磨的咖啡豆的问题以及咖啡粉流道内有残余咖啡粉的问题,此种方法未提供解决方案。
6.第四种方法是旋转布粉,自动压实,负载定量。产品上有两个电机,一个用于粉碎,另一个用于布粉与压实。此种方法采用旋转布粉,布粉与挤压同步,层层堆积,当负载达到布粉与压实电机的设定阈值时,磨咖啡豆装置停止工作。这种装置相比前三种方法,提供了定量、布粉与压实的近乎完美的解决方法,操作过程自动化,做出的咖啡质量更好,稳定性更高。缺点是使用了两套传动装置,成本高,且同样没有解决滞留在粉碎系统内未经研磨的咖啡豆的问题以及咖啡粉流道内的残余咖啡粉问题,残余咖啡粉和滞留的咖啡豆会受潮甚至变质,进而影响咖啡饮料的品质与口感。
技术实现要素:
7.本发明要解决的技术问题和提出的技术任务是克服现有磨咖啡豆装置及方法存在的停止研磨后粉碎系统内滞留未经研磨的咖啡豆问题的缺陷,提供定量磨豆装置、定量磨豆方法及磨豆咖啡机,用于根据粉碗的大小、咖啡粉的粗细程度自行确定咖啡粉的研磨量和工作时间,清空粉碎系统内滞留的未经研磨的咖啡豆。并进一步清理咖啡粉流道内的残余咖啡粉。
8.为达到上述目的,本发明的定量磨豆装置,其特征是包括:
9.用于储存和向下输出咖啡豆的储料及下料系统;
10.用于对输送来的咖啡豆进行研磨粉碎的粉碎系统;
11.用于接收和定量咖啡粉的填充及定量系统,其包括传动轴、压粉轮、第一感应开关、可更换的粉碗,所述粉碗位于所述粉碎系统的下方,所述压粉轮位于所述粉碗中并借所述传动轴传递的动力转动用于对粉碗内的咖啡粉压实的同时升高其在粉碗中的位置,所述第一感应开关用于感应所述压粉轮在粉碗内升高时的第一位置和第二位置,所述第一位置对应咖啡粉在粉碗内堆积到的第一容量位置,所述第二位置对应咖啡粉在粉碗内堆积到的第二容量位置,咖啡粉在粉碗内从第一容量位置堆积到第二容量位置的容量差为第二容量;
12.控制系统,其用于控制储料及下料系统、粉碎系统、填充及定量系统协同动作,该控制系统记录所述第一感应开关感应所述压粉轮在粉碗内从所述第一位置升高到第二位置所需的第二时间段,该控制系统依据所述第二容量和第二时间段确定研磨速度并依据该研磨速度确定所述粉碎系统的研磨总时间或者剩余工作时间以清空粉碎系统。
13.由于磨粉工作时粉碗的大小的是确定的,因此,咖啡粉在粉碗内从第一容量位置堆积到第二容量的容量差(即第二容量)是确定的,即该第二容量是一个常量;但由于实际研磨咖啡豆时,由于研磨间隙的大小、咖啡豆的品种、咖啡豆的干燥程度等因素的不同,研磨的速度存在差异,因此,由控制系统记录第一感应开关感应压粉轮在粉碗内从第一位置升高到第二位置所需的第二时间段,即可计算出研磨咖啡粉的速度;再依据该速度和粉碗的大小,即可确定研磨咖啡粉的总量及所需的时间,进而在清空粉碎系统后关闭储料及下料系统。
14.具体的,为了对咖啡粉进行均匀布粉和压粉,并随着咖啡粉在粉碗内的堆积而升高位置,所述压粉轮具有倾斜的轮叶,所述压粉轮转动时所述轮叶被所述粉碗内的咖啡粉举升。
15.尤其是,所述传动轴竖向浮动配置,所述压粉轮固定连接在所述传动轴下端。借此由压粉轮推着传动轴升高。而且,为了令第一感应开关能能够准确地检测到信号,避免咖啡粉造成影响,所述第一感应开关位于所述粉碗上方,所述传动轴上设有用于触发所述第一感应开关的对应所述第一位置的第一位置结构和对应所述第二位置的第二位置结构。具体的所述第一感应开关为光电开关,所述第一位置结构和第二位置结构为开设在所述传动轴上的环槽,所述光电开关对应所述环槽时向控制系统发送信号。
16.而且,所述粉碎系统包括一个动力输出端,所述传动轴与所述动力输出端插装在一起实现所述竖向浮动。
17.具体实施时,所述传动轴还可以竖向定位配置,所述压粉轮浮动装配于所述传动轴。压粉轮被推挤的咖啡粉举升时沿着传动轴向上移动。
18.在一种优选方案中,所述轮叶的边缘配置接触所述粉碗内壁的柔性部。在压粉轮压实咖啡粉的过程中,柔性部可以刮去附着于粉碗内壁上的细小粉尘,保持粉碗干净。
19.为了制得不同容量的咖啡饮料,所述粉碗包括至少两个规格不同的粉碗,规格不同的粉碗对应所述第一位置以下部分的容量不同,规格不同的粉碗对应所述第一位置以上部分的容量相同。据此,可以选用不同规格容量的粉碗,以制得不同容量的咖啡饮料。而且,由于规格不同的粉碗对应第一位置以上部分的容量相同,更换规格不同的粉碗后,对应所述第一位置以上部分的咖啡粉容量相同,据此可以根据磨粉速度确定剩余磨粉时间。
20.在一种优选方案中,所述粉碗可更换装在过滤器中,所述过滤器可拆卸装配在保
持架上,所述传动轴从所述保持架的上方延伸向所述粉碗;所述传动轴或压粉轮被竖向限位使得粉碗随过滤器从保持架上拆卸下来时所述传动轴和压粉轮保持在其装配位置。从而,在更换粉碗时,能够令压粉轮保持在原位,不会随着粉碗移开而脱离传动关系,利于操作。
21.尤其是,该定量磨豆装置配置有第二感应开关,所述过滤器装配在保持架时所述第二感应开关为所述控制系统提供待机信号。该定量磨豆装置配置有第三感应开关,所述储料及下料系统安装到位后所述第三感应开关为所述控制系统提供待机信号。所述待机信号表示定量磨豆装置处于可启动工作的状态,否则,定量磨豆装置不可启动工作。
22.为了清空粉碎系统内滞留的未经研磨的咖啡豆,有必要适时将储料及下料系统关闭,因此,所述储料及下料系统配置常闭的门,所述门由驱动装置驱动着开启,所述驱动装置受控于所述控制系统。
23.而且,为了迅速关闭及开启门,所述储料及下料系统具有储料盒,所述储料盒具有底面,所述底面具有下料口,所述门为两个并对称地滑动装配于所述底面用于开启或者关闭所述下料口。
24.尤其是,所述下料口的下方具有一段圆筒,所述圆筒上套置一可转动的齿轮,与所述齿轮啮合配置两个齿条,所述两个齿条分居于所述齿轮两侧,所述门一一与所述齿条连接使得两个门能够同步彼此靠近关闭下料口或者彼此远离开启下料口,所述驱动装置经一个齿条的直线移动驱动着所述门开启。
25.而且,为了使结构紧凑,所述门位于所述底面上侧,所述底面具有长孔,所述门与所述齿条经穿设在所述长孔中的杆相连,杆随着齿条和门移动时长孔为杆提供活动空间,同时杆在长孔中被导向。
26.为了引导门顺畅开启和关闭,所述底面设有导向条,所述门被所述导向条导向。
27.为了将下料口保持在常闭状态,所述门上连接有弹簧,所述弹簧的弹力促使所述门关闭所述下料口。
28.为了调节咖啡粉的粗细程度,所述粉碎系统包括位于磨豆室内的动磨轮和可调磨轮,所述动磨轮被磨豆电机经传动装置驱动,所述可调磨轮经调节环调节其与动磨轮之间的间隙。
29.为达到上述目的,本发明的磨豆咖啡机,其特征是:在机身上配置本发明的定量磨豆装置用于研磨对应粉碗的容量的咖啡粉并清空粉碎系统。
30.为达到上述目的,本发明的定量磨豆方法,其特征是:包括以下连续的步骤:
31.(1)储料及下料系统向粉碎系统输送咖啡豆,启动粉碎系统研磨咖啡豆,咖啡粉落入粉碗并堆积;
32.(2)粉碎系统研磨咖啡豆至咖啡粉在粉碗内堆积到第一容量位置,该步骤耗时第一时间段t1,该步骤研磨咖啡粉的量为咖啡粉在粉碗内堆积到第一容量位置之前的第一累积容量va;针对相同容量的粉碗,第一累积容量是常量,而不同容量的粉碗,第一累积容量不同;
33.(3)确定咖啡粉在粉碗内从第一容量位置堆积到第二容量位置所需的第二时间段,该第二时间段可以单独计时,也可以通过计算得出,从第(1)步开始计时至此经历的总时间减去第一时间段t1所得的差值,计算粉碎系统的研磨速度v=v2/t2,其中v2为咖啡粉
在粉碗内从第一容量位置堆积到第二容量位置的容量差,即第二容量,针对不同容量的粉碗,v2均为常量;
34.(4)依据所述研磨速度确定所述粉碎系统的研磨总时间或者剩余工作时间以清空粉碎系统。
35.由于粉碗的大小的是确定的,而研磨咖啡粉的速度可以计算得到;则依据研磨咖啡粉的速度和粉碗的大小,即可确定研磨咖啡粉的总量及所需的时间,进而适时关闭储料及下料系统,来清空粉碎系统。
36.尤其是,所述剩余工作时间包括粉碎系统清空时间,该粉碎系统清空时间的起点为停止储料及下料系统向粉碎系统输送咖啡豆的时间点;该粉碎系统清空时间t4=v4/v=t2(v4/v2),其中v4是常量,是停止储料及下料系统向粉碎系统输送咖啡豆时粉碎系统未完成的咖啡粉研磨量,是停止储料及下料系统向粉碎系统输送咖啡豆时未被研磨的咖啡豆对应的咖啡粉的容量。
37.进一步的,所述剩余工作时间包括补偿时间,该补偿时间处于第二时间段与粉碎系统清空时间之间,该补偿时间为t3=v3/v=t2(v3/v2),其中v3是常量。
38.为了确保将粉碎系统清空,弥补工作误差,所述剩余工作时间包括安全研磨时间,该安全研磨时间处于粉碎系统的最后时段,该安全研磨时间设定为t5=0-5秒。
39.为了确保可靠工作,所述步骤(1)之前通电进行自检,确定储料及下料系统和粉碗安装到位时处于待机状态,在待机状态开启研磨开关后执行本发明的定量磨豆方法。
40.为达到上述目的,本发明的磨豆咖啡机,其特征是:执行本发明的定量磨豆方法,得到粉碗大小对应的咖啡粉的总容量并清空粉碎系统。
41.本发明通过计算粉碎系统研磨咖啡粉的速度,并结合粉碗对应的咖啡粉的总容量,从而计算出研磨完成咖啡粉总容量的研磨总时间或者剩余研磨时间以清空粉碎系统。既能清空粉碎系统,又避免粉碎系统空转。在实际研磨咖啡豆时,只要调整好研磨间隙的大小,将咖啡豆储存在储料及下料系统,即确定了咖啡粉的粗细、咖啡豆的品种、咖啡豆的干燥程度,依据本发明的方案总能自动清空粉碎系统,恰到好处地停机,避免粉碎系统空转,自动化程度好。
42.本发明,同样通过旋转布粉,自动压实,但填充及定量系统的传动轴与粉碎系统的动力输出端插装,传动轴从磨豆电机获得动力,简化了动力结构。
43.本发明,通过压粉轮的位置以及预设值确定咖啡粉的容量,针对任一规格的粉碗,均能得到容量精准的咖啡粉以及咖啡粉的压实程度,据此能够冲泡出质量好、稳定性高的咖啡饮料。
44.而且,本发明解决了滞留在粉碎系统内未经研磨的咖啡豆的问题以及咖啡粉流道内的残余咖啡粉问题,避免残余咖啡粉和滞留的咖啡豆受潮甚至变质进而影响咖啡饮料的品质与口感。
附图说明
45.图1为本发明定量磨豆装置的一个轴侧图;
46.图2为图1所示定量磨豆装置的正投影示意图;
47.图3为图2的a-a向剖视图;
48.图4为图2的b-b向剖视图;
49.图5为图2的c-c向剖视图;
50.图6为图1所示定量磨豆装置的结构分解示意图;
51.图7为图6所示结构的另一视角的示意图;
52.图8为本发明的储料及下料系统的结构分解示意图;
53.图9为图8所示结构的另一视角的示意图;
54.图10为本发明的传动轴与粉碎系统的输出端相配合的结构分解示意图;
55.图11为图10所示结构的另一视角的示意图;
56.图12为本发明的传动轴、压粉轮、第一感应开关、第二感应开关装配关系示意图;
57.图13为图12所示结构的另一视角的示意图;
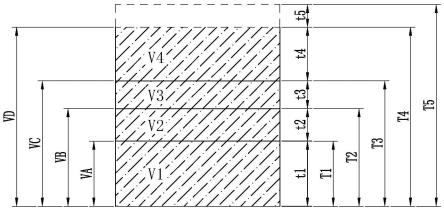
58.图14为依据本发明的装置、方法研磨的咖啡粉随时间在粉碗内堆积的示意图;
59.图15为将图1所示定量磨豆装置应用于磨豆咖啡机的示意图;
60.图中标号说明:
61.10机身,20定量磨豆装置;
62.100储料及下料系统;
63.110储料盒,111底面,112下料口,113圆筒,114长孔,115导向条,116底盖,117连接卡槽,118筋条,119顶盖,120安全盖,
64.120门,121驱动装置,122杆,123弹簧,
65.131齿轮,132齿条,
66.k3第三感应开关;
67.200粉碎系统:
68.210动力输出端,
69.220磨豆室,221壳体,222落粉通道,223钩子,224缺口,
70.230动磨轮,231盲孔
71.240可调磨轮,
72.250磨豆电机,
73.260传动装置,261末级齿轮,262扭力传递块,263插装空间,264蜗杆,265蜗轮,266清扫部,
74.271调节环,272螺纹套,273升降套,274臂,275端套,276引导套,
75.280出粉叶轮,281扭力传递柱,282柱,
76.290结构件;
77.300填充及定量系统:
78.310传动轴,311第一位置结构,312第二位置结构,313环边,314六角形盲孔,
79.320压粉轮,321轮叶,322缺口,
80.330粉碗,
81.340过滤器,341耳部,
82.350保持架,351伸缩杆,352弹簧,353螺旋槽
83.k1第一感应开关,
84.k2第二感应开关。
具体实施方式
85.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
86.本发明的说明书和权利要求书中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列技术特征的方法或产品,不必限于清楚地列出的那些技术特征,还可包括没有清楚地列出的能够包含在该方法或产品中的其它技术特征。
87.在本发明的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
88.在本发明的描述中,需要理解的是,被术语“第一”、“第二”等具有顺序概念限定的技术特征,仅在于为了清楚地描述被限定的技术特征,使被限定的技术特征与其它技术特征能够清楚的区别开来,而不代表实际实施时这样命名,因此不能理解为对本发明的限制。
89.下面结合具体实施例及附图对本发明进行详细介绍。
90.图1-3、图6-7以不同的形式示出了一种结构的定量磨豆装置。该定量磨豆装置包括:储料及下料系统100、粉碎系统200、填充及定量系统300、控制系统。储料及下料系统100用于储存和向下方的粉碎系统200输出咖啡豆。粉碎系统200用于对输送来的咖啡豆进行研磨粉碎。填充及定量系统300用于接收和定量来自粉碎系统200的咖啡粉。控制系统用于控制储料及下料系统100、粉碎系统200、填充及定量系统300协同动作,因此控制系统体现为控制电路如pcb电路板,在图中未予示出。
91.如图4-5、图8-9所示,储料及下料系统100配置常闭的门120,用以将咖啡豆储存在储料及下料系统当中。门120由驱动装置121驱动着开启,驱动装置受控于控制系统,因此,控制系统控制驱动装置适时开启门。具体的,储料及下料系统100具有储料盒110,储料盒110具有底面111,底面111具有下料口112,门120为两个并对称地滑动装配于底面111用于开启或者关闭下料口。而且,下料口112的边缘向下延伸而在下料口112下方形成一段圆筒113,圆筒113上套置一可转动的齿轮131,与齿轮啮合配置两个齿条132,两个齿条132分居于齿轮131两侧,门120一一与齿条132连接使得两个门能够同步彼此靠近以关闭下料口或者彼此远离以开启下料口。而且,驱动装置121经一个齿条的直线移动驱动着门开启,故而,驱动装置首选产生轴线运动的动力输出形式,如电磁铁、直线电机,水泵液压驱动等,还可以是曲柄滑块机构、凸轮机构等。门120位于底面111上侧,底面111具有长孔114,门120与齿条132经穿设在长孔中的杆122相连。杆122与门120制为一体并与齿条连接。具体实施时,杆还可以与齿轮制为一体并与门连接。底面111上侧设有成对的导向条115,门120的边缘侧向接触导向条115被导向条导向。门120上连接有弹簧123,弹簧的弹力促使门关闭下料口。为了避免齿轮、齿条受外界因素干扰,底面111下方连接一个底盖116以遮蔽齿轮、齿条。而且,圆筒也可以设于底盖上。无论圆筒设于底盖还是底面,其均构成了咖啡豆从下料口落入粉碎系统的通道。此外,为了便于向储料盒中添加咖啡豆,储料盒以拆卸的方式装在咖啡机的
机身上,以便从机身上拆下去添加咖啡豆。如图所示,储料盒的外壁设有连接卡槽117,欲将储料盒安装到机身时,将储料盒置于机身,旋转储料盒,即可通过该连接卡槽117与机身的图中未示出的卡接凸起卡在一起,将储料盒固定于机身,储料盒处于待用状态。此外,该定量磨豆装置配置有第三感应开关k3,第三感应开关k3固定于机身,在储料盒的外壁设有筋条118,将储料盒固定于机身处于待用状态时,即储料及下料系统安装到位后,第三感应开关k3被筋条118触动,为控制系统提供待机信号。此外,储料盒制为组装结构,其还包括顶盖119、安全盖120。顶盖119盖在储料盒的顶部且便于移开。安全盖120装配在储料盒的内部并对应下料口112,用于引导咖啡豆向下料口滑落,并可避免咖啡豆滞留拥堵在下料口处障碍门的关闭。
92.如图10-11所示,并结合图1-3、图6-7,粉碎系统200的上端与储料及下料系统100的下端对接用以接收咖啡豆。具体的,粉碎系统200包括磨豆电机250、传动装置260、壳体221、出粉叶轮280、动磨轮230、可调磨轮240以及调节机构。壳体221内形成一个磨豆室220,磨豆室220的底部边缘设有落粉口,落粉口向下延伸有落粉通道222。在磨豆室220的下端连接一个结构件290,该结构件290与壳体221之间保持安装空间并在该空间内布设传动装置。该传动装置为蜗轮蜗杆与齿轮传递相结合的结构。该传动装置的末级齿轮261的上端具有三个均布的扭力传递块262,相邻的扭力传递块262之间保持插装空间263,该传动装置的末级齿轮261具有一个向下延伸的六棱柱状的传动杆作为动力输出端210。磨豆电机250位于安装空间之外,磨豆电机250的动力经蜗杆264传递给蜗轮265,再经蜗轮传递给减速的齿轮组。出粉叶轮280位于磨豆室220底部并通过其下端的扭力传递柱281插装在扭力传递块之间的插装空间263,从而可以随末级齿轮261一起转动。而且,出粉叶轮280的边缘具有清扫部266,出粉叶轮转动时清扫部将磨豆室内的咖啡粉扫入落粉口,供咖啡粉经落粉口、落粉通道向下落入粉碗。动磨轮230呈圆锥状并位于磨豆室220,动磨轮230的下端面具有三个盲孔231,出粉叶轮280的上端设有三个柱282,三个柱282一一插入对应的盲孔231内实现动磨轮与出粉叶轮的装配,动磨轮即可随着出粉叶轮一起转动。可调磨轮240呈套筒状并套在动磨轮外侧,与动磨轮一起位于磨豆室。可调磨轮240与动磨轮230之间保持间隙用以研磨咖啡豆,该间隙的大小确定了研磨的咖啡粉的粗细。因此通过调节可调磨轮相对于动磨轮的位置来调节该间隙的大小。这这种调节是通过调节机构实现的。该调节机构包括调节环271、螺纹套272、升降套273。调节环271转动装配在壳体221上并被钩子223钩住,不能脱离壳体。调节环271的外周具有齿轮,用于与设于机身的未示出的调节旋钮通过齿轮配合,旋转调节旋钮可以带着调节环转动。螺纹套272装配在调节环271内侧而可以随调节环一起转动,螺纹套272的内壁设内螺纹。在图示结构中,为了便于装配,将调节环与螺纹套设为分体结构,具体实施时,不排出可以将二者制为一体。升降套273呈套状,其周边具有径向延伸的臂274,而且臂274位于开设在壳体侧壁的缺口224中而被限制转动,同时臂274还与螺纹套272的内螺纹构成螺纹配合,据此,螺纹套随调节环转动时,升降套的臂可以沿着内螺纹滑动而被举升或者降低。基于前述调节机构,将可调磨轮固定装配到升降套,即可通过转动调节旋钮调节可调磨轮的高度,调节可调磨轮与动磨轮之间的间隙。将可调磨轮固定装配到升降套是借着一个与升降套保持装配的端套275实现的。进一步的,为了将咖啡豆引导入磨豆室,借者端套还装配一个引导套276,引导套276向上敞口。此外,在结构制造上,壳体、结构件可以是机身的相关结构件的一部分。
93.如图1-3、图6-7、图12-13所示,填充及定量系统300包括保持架350、过滤器340、传动轴310、压粉轮320、第一感应开关k1、可更换的粉碗330。保持架350处于位置固定状态,如固定在咖啡机的机身。
94.保持架350为一个架体,用作填充及定量系统其它零部件的安装基础。因此它可以是机身的相关结构件的一部分,也可以是一个装配到机身的独立结构件。而且,在保持架350上设有第二感应开关k2和竖向伸缩杆351,伸缩杆351在弹簧352的弹力作用下远离第二感应开关k2。
95.过滤器首选具有过滤功能,这种过滤功能通过配置过滤网实现。具体实施时,由于粉碗具有微孔能够实现过滤功能时,可以不赋予过滤器过滤功能。无论哪种结构,过滤器更多地用于安放可更换的粉碗。过滤器340可拆卸连接装配到保持架350,如通过其边缘的耳部341与保持架内壁的螺旋槽353配合实现。当将过滤器装配在保持架时,耳部341沿着螺旋槽353升高,推着伸缩杆351向上移动,由伸缩杆351触发第二感应开关k2,第二感应开关k2为控制系统提供待机信号。
96.粉碗330包括至少两个,如大中小三种规格。在研磨咖啡粉时,将任一粉碗置放于过滤器340内,即可随过滤器将粉碗安放到保持架,位于粉碎系统200的下方,用以接纳咖啡粉。粉碗置放于过滤器340内时,不同规格的粉碗对应第一位置以下部分的容量彼此不同、对应第一位置以上部分的容量相同,因此大中小三种规格的粉碗具有彼此不同的总容量。具体研磨咖啡粉时,根据需求可将需求容量的粉碗装在过滤器中用以冲泡不同容量的咖啡饮料,因此粉碗是可依需更换的。
97.传动轴310为圆柱状轴,其从保持架340上侧向下穿过保持架伸向粉碗330,因此可以相对保持架转动。传动轴310上设环边313,环边313位于保持架340上侧而被竖向限位,用以阻挡传动轴向下脱离保持架,据此将传动轴保持在其工作位置,粉碗随过滤器从保持架上拆卸下来时传动轴和压粉轮保持在其装配位置。
98.传动轴310的上端具有六角形盲孔314,作为粉碎系统的动力输出端210的六棱柱状的传动杆插入六角形盲孔314实现动力传动,而且传动轴可以相对于传动杆轴向移动,由此实现传动轴的竖向浮动配置。传动轴上还设两环槽作为第一位置结构311和第二位置结构312。第一位置结构对应压粉轮在粉碗内升高时的第一位置,第二位置结构对应压粉轮在粉碗内升高时的二位置。
99.图示中,压粉轮320呈轴流风扇的扇叶状,其具有倾斜的轮叶321。压粉轮320固定连接在传动轴310下端。因此,压粉轮位于粉碗中并借传动轴传递的动力转动,压粉轮转动时用于对粉碗内的咖啡粉压实,同时轮叶被粉碗内的咖啡粉举升,升高压粉轮在粉碗中的位置。此外,在轮叶的边缘配置柔性部如硅胶,用以接触粉碗内壁来清扫粉碗内壁,图中轮叶的边缘示出了用于配置柔性部的缺口322。
100.虽然前述通过传动轴310浮动的方式实现压粉轮的浮动,但在具体实施时,还可以将传动轴竖向定位配置,将压粉轮浮动装配于传动轴。这种情形下,第一位置结构和第二位置结构可设于压粉轮。
101.第一感应开关k1用于感应压粉轮在粉碗内升高时的第一位置和第二位置,第一位置对应咖啡粉在粉碗内堆积到的第一容量位置,第二位置对应咖啡粉在粉碗内堆积到的第二容量位置,咖啡粉在粉碗内从第一容量位置堆积到第二容量位置的容量差为第二容量
v2。第一感应开关k1为光电开关,其具有相对的发射端和接收端,而且发射端和接收端在多数时间段内被传动轴遮挡而不能由接收端接收来自发射端发射的信号。光电开关对应环槽时向控制系统发送信号。第一感应开关k1装配在保持架350顶部而位于粉碗330上方。当传动轴310升高时,仅当作为第一位置结构和第二位置结构的两环槽分别对应发射端和接收端时,环槽为发射端向接收端发射信号提供通道,第一感应开关k1即被触发并向控制系统发送信号。
102.控制系统除了用于控制储料及下料系统、粉碎系统、填充及定量系统协同动作,还用于记录第一感应开关k1感应压粉轮在粉碗内从第一位置升高到第二位置所需的第二时间段t2,光电开关对应作为第一位置结构和第二位置结构的两环槽时向控制系统发送的信号分别作为该第二时间段t2的起始点和终止点。该控制系统依据第二容量v2和第二时间段t2确定研磨速度,再由研磨速度来确定粉碎系统s2的研磨总时间或者剩余工作时间以清空粉碎系统。
103.由于规格不同的粉碗对应第一位置以下部分的容量不同,规格不同的粉碗对应第一位置以上部分的容量相同,因此,定量磨豆装置磨粉时,无论选用哪种规格的粉碗,在磨粉轮升高至第一位置之前,定量磨豆装置会持续磨粉,而从磨粉轮升高至第一位置之后,规格不同的粉碗对应第一位置以上部分的容量相同,据此可以根据磨粉速度确定剩余磨粉时间,从而能够实现第一位置之后的统一控制。
104.上述定量磨豆装置,实现或者体现为下述定量磨豆方法,该定量磨豆方法包括以下连续的步骤:
105.(1)通电自检,装置自动检测储料及下料系统、填充及定量系统的初始位置,确定储料及下料系统、填充及定量系统安装到位,然后进入待机状态;
106.启动定量磨豆装置:开启研磨开关,储料及下料系统的门120打开,咖啡豆进入粉碎系统的磨豆室220;磨豆电机250启动,控制系统开始计时,粉碎系统研磨咖啡豆,咖啡粉被出粉叶轮280推送至出粉口并向粉碗330掉落;咖啡粉落入粉碗330并堆积,在压粉轮的作用下压实于粉碗中。
107.(2)随着粉碗330中的咖啡粉逐渐累积,咖啡粉推动压粉轮320及传动轴310向上运动,直至咖啡粉在粉碗内堆积到第一容量位置,作为第一位置结构311的环槽升高至第一位置并对应第一感应开关k1,第一感应开关k1产生并向控制系统输出第一个信号,控制系统录得第一研磨总时长t1,该步骤耗时的第一时间段t1与第一研磨总时长t1相等,此时粉碗内的咖啡粉为第一累计容量va,即该步骤研磨咖啡粉的量v1。不同容量的粉碗,该第一累积容量不同。
108.(3)磨豆电机250连续工作,粉碗330中的咖啡粉继续累积,咖啡粉继续推动压粉轮及传动轴向上运动,直至咖啡粉在粉碗内堆积到第二容量位置,作为第二位置结构312的环槽升高至第二位置并对应第一感应开关k1,第一感应开关k1产生并向控制系统输出第二个信号,控制系统录得第二研磨总时长t2,该步骤耗时第二时间段t2=t2-t1,此时粉碗内的咖啡粉为第二累积容量vb,控制系统自动计算粉碎系统的研磨速度v=v2/t2,其中v2为咖啡粉在粉碗内从第一容量位置堆积到第二容量位置的容量差,即第二容量,第二容量v2为常量,v2=vb-va;
109.(4)控制系统依据研磨速度v确定粉碎系统的研磨总时间或者剩余工作时间以清
空粉碎系统,剩余工作时间包括补偿时间、粉碎系统清空时间和安全研磨时间:
110.4.1依据产品规格要求的研磨总体积及研磨速度,系统自动计算出补偿时间,该补偿时间为t3=v3/v=t2(v3/v2),截至该补偿时间结束,系统连续计时时间为t3,t3=t2+t3;其中v3是常量,根据第二位置结构相对于粉碗的位置设定,v3≥0;当v3>0时,用于补偿对应粉碗容量的咖啡粉的总容量;
111.4.2补偿时间完成后,储料及下料系统的门120关闭,咖啡豆进入粉碎系统的通道被阻断,此刻从储料及下料系统输出的尚未完成研磨的咖啡豆对应一个确定的咖啡粉容量。因此,该粉碎系统清空时间t4的起点为停止储料及下料系统向粉碎系统输送咖啡豆的时间点,该粉碎系统清空时间t4=v4/v=t2(v4/v2),v4是停止储料及下料系统向粉碎系统输送咖啡豆时粉碎系统未完成的咖啡粉研磨量,是停止储料及下料系统向粉碎系统输送咖啡豆时未被研磨的咖啡豆对应的咖啡粉的容量。v4是常量,由磨豆室、动磨轮与可调磨轮之间的间隙等容纳已经输出的咖啡豆的空间确定,设定于系统。随着磨豆电机继续工作,直至粉碎系统内的残余咖啡豆及咖啡粉被清空。至此,系统连续计时时间为t4,t4=t3+t4;系统研磨完成的咖啡粉总量v=vd=v1+v2+v3+v4,其中vd为该步骤完成咖啡粉的累计容量。根据该咖啡粉总量v及研磨速度v,可以计算出粉碎系统的研磨总时间为v/v。
112.4.3粉碎系统清空时间完成后,为了确保将粉碎系统内的咖啡粉清空,控制系统令磨豆电机继续工作安全研磨时间t5,该安全研磨时间设定为t5=0-5秒,完成该安全研磨时间后令磨豆电机停止工作。当t5=0时,则完成t4时即令磨豆电机停止工作。至此,系统连续计时时间为t5,t5=t4+t5;系统研磨完成的咖啡粉总量同样为v=v1+v2+v3+v4。
113.因此,通过控制系统计时,磨豆电机工作总时间达到t5时,即令磨豆电机停止工作。或者,在t1的时间结束点(对应t2的计时开始点)或者t2的时间结束点(对应t3的计时开始点)开始计时,根据研磨速度指令磨豆电机在该计时点之后应该工作的时长来控制磨豆电机停止工作。
114.以上定量磨豆装置及定量磨豆方法应用于磨豆咖啡机则令磨豆咖啡机实现定量磨豆:在机身上定量磨豆装置用于研磨对应粉碗的容量的咖啡粉并清空粉碎系统,或/和执行定量磨豆方法,得到粉碗大小对应的咖啡粉的总容量v并清空粉碎系统。再将咖啡粉冲泡成为咖啡饮料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1