用于不粘炊具的复合材料及其制造方法以及不粘炊具与流程
1.本发明涉及一种用于不粘炊具的复合材料及其制造方法以及不粘炊具,更具体地,涉及一种包括钙钛矿材料和韧性金属材料的用于不粘炊具的复合材料及其制造方法以及不粘炊具。
背景技术:
2.目前烹调食物所用的不粘炊具主要有两大类:1)在金属基材表面喷涂一层作为不粘涂料的氟树脂来起到不粘作用,但是,目前使用氟树脂制造的不粘炊具易被磨损划伤,并且存在不粘寿命短等问题;2)通过热喷涂方式来喷涂复合材料的不粘粉末以形成物理不粘涂层,虽然这种不粘涂层的硬度高且耐磨性好,但是,这种不粘涂层依然存在均匀性较差、不粘性不足等问题。
3.因此,需要开发能够解决现有的不粘涂层的均匀性差的问题,从而改善不粘涂层的不粘性能。
技术实现要素:
4.本发明旨在解决相关技术中的上述技术问题。为此,本发明的目的在于提供一种用于不粘炊具的复合材料及其制造方法以及不粘炊具,通过将钙钛矿材料和韧性金属材料进行造粒,能够解决钙钛矿复合不粘层均匀性较差的问题,从而提升不粘层的不粘性。
5.根据本发明的一方面,提供了一种用于不粘炊具的复合材料,该复合材料按重量份计包括:10份-20份的钙钛矿材料、5份-10份的韧性金属材料以及1份-2份的将钙钛矿材料与韧性金属材料结合的粘结剂,其中,钙钛矿材料由abo3表示,a包括碱土金属中的至少一种,b包括过渡金属中的至少一种,其中,韧性金属材料的断裂伸长率大于或等于12%。通过将钙钛矿材料和韧性金属材料进行造粒,能够解决钙钛矿复合不粘层均匀性较差的问题,从而提升不粘层的不粘性。
6.根据本发明的实施例,a可以为ca,b可以为ti。通过包括预定的钙钛矿材料,包括该复合材料的不粘涂层可以具有更高的不粘性。
7.根据本发明的实施例,韧性金属材料可以包括fe、al、cu、ni或它们的合金。通过包括预定的韧性金属材料,包括该复合材料的不粘涂层可以具有更高的不粘性。
8.根据本发明的实施例,所述复合材料呈颗粒形式。通过将钙钛矿材料和韧性金属材料进行造粒,能够更好地解决钙钛矿复合不粘层均匀性较差的问题。
9.根据本发明的另一方面,提供一种制备用于不粘炊具的复合材料的方法,该方法包括以下步骤:将粘结剂、分散剂、消泡剂和溶剂混合,以得到浆液;将钙钛矿材料和韧性金属材料加入到浆液中,以得到固含量在20wt%-70wt%的浆料;将浆料进行喷雾干燥,以得到粉末颗粒;将粉末颗粒进行烧结,以获得复合材料,其中,钙钛矿材料与韧性金属材料的重量比为1:1至4:1,其中,钙钛矿材料由abo3表示,a包括碱土金属中的至少一种,b包括过渡金属中的至少一种,其中,韧性金属材料的断裂伸长率大于或等于12%。通过制浆的方式
使钙钛矿材料和韧性金属材料混合,能够提高钙钛矿材料和韧性金属材料的混合均匀性。
10.根据本发明的实施例,浆液按重量百分比计可以包括1wt%-4wt%的粘结剂、0.5wt%-1wt%的分散剂、1wt%-2wt%的消泡剂以及余量的溶剂。在该条件下能够提高钙钛矿材料和韧性金属材料的混合均匀性。
11.根据本发明的实施例,粘结剂可以包括纤维素类粘结剂和醇类粘结剂中的至少一种;分散剂可以包括柠檬酸和三乙基己基磷酸中的至少一种;消泡剂可以包括聚醚改性硅油和有机硅油中的至少一种;溶剂可以包括水。粘结剂使韧性金属材料很好地粘附在钙钛矿材料的表面上;分散剂能够防止韧性金属材料和钙钛矿材料的沉降和凝聚,使韧性金属材料和钙钛矿材料悬浮在溶液中,以形成稳定的浆料;消泡剂能够抑制浆料的起泡性,使浆料均匀稳定。
12.根据本发明的实施例,以6000转/分钟至10000转/分钟的转速且在100℃至400℃的温度下执行喷雾干燥的步骤;以升温速度为5至10℃/分钟升温至预定温度后保持3小时至10小时来执行烧结的步骤。在条件下执行喷雾干燥和烧结工艺能够提高生产效率,能够节省能源。
13.根据本发明的另一方面,提供一种不粘炊具,该不粘炊具包括:基体,包括承载物品的内表面以及背对内表面的外表面;以及不粘涂层,设置在基体的内表面上,并且包括根据如上所述所述的复合材料。通过该复合材料制成的不粘涂层具有更好不粘性且提高的不粘寿命。
14.根据本发明的实施例,不粘炊具具有20μm至100μm的厚度。通过控制不粘涂层的厚度,该不粘炊具可以具有高稳定性等性能。
15.根据本发明的实施例,通过根据本发明的喷雾干燥方法能够解决现有技术中金属-陶瓷复合材料均匀性差、不粘性不足的问题。此外,包括通过根据本发明的方法制备的复合材料的不粘炊具具有高硬度、高耐磨性、高耐高温性和改善的寿命等性能,实现不粘效果。
附图说明
16.通过结合附图对实施例的描述,本发明的上述和/或其它特征和方面将变得清楚和易于理解。
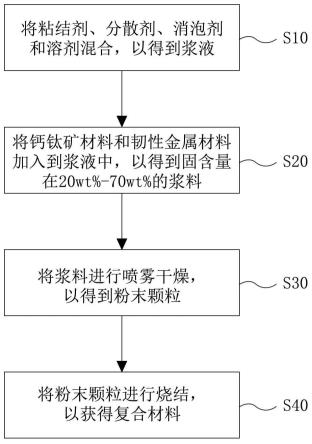
17.图1是根据本发明的实施例的制造用于不粘炊具的复合材料的方法的流程图。
具体实施方式
18.下面将更详细地描述本发明的实施例。虽然在下文中描述了本发明的示例性实施例,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。
19.如前文所述,现有技术中的包括在不粘炊具中的不粘涂层或多或少存在一定的功能缺陷,因此本发明提出了一种性能更优化的复合材料。
20.根据本发明的复合材料按重量份计包括10份-20份的钙钛矿材料、5份-10份的韧性金属材料以及1份-2份的将钙钛矿材料与韧性金属材料结合的粘结剂。
21.在实施例中,钙钛矿材料可以由abo3表示,a可以包括碱土金属中的至少一种,b可以包括过渡金属中的至少一种。在实施例中,a为ca,b为ti。钙钛矿材料(具体地,钛酸钙陶瓷材料)具有特殊的性质。具体地,钙钛矿材料可以具有典型的abx3晶体结构。作为钙钛矿材料的代表,钛酸钙113结构中可以具有大量的氧空位和晶体缺陷。在钙钛矿材料的abx3晶体结构中,a位可以为ca金属阳离子,b位可以为ti金属阳离子,在加热时,a位和b位的金属阳离子会发生位移而导致晶格畸变,降低晶体结构的对称性和有序性,降低表面能,从而表现出一定的不粘效果。详细地,作为钙钛矿材料中的最典型代表,钛酸钙目前常用于光伏行业,并且具有出色的光电转化效率。钛酸钙属于立方晶系,由于钛酸钙晶体极易通过tio6旋转或者阳离子发生位移而导致晶格发生畸变,从而降低晶体结构的对称性,因此钛酸钙常常在立方、四方和斜方晶系之间发生相变。在钛酸钙晶格畸变的过程中,材料晶体结构的有序性降低,表面自由能下降,因此钛酸钙可以表现出一定的不粘性,并且不粘性的大小可以与钛酸钙的晶格畸变的程度有关。因此,钙钛矿材料可以用作用于不粘炊具的复合材料。另外,将钙钛矿材料与韧性金属材料混合制备复合材料可以进一步弥补钙钛矿材料韧性不足的问题,从而进一步增加复合材料的不粘性。
22.在本发明的实施例中,钙钛矿材料的用量可以为10重量份-20重量份,例如,11重量份-19重量份、12重量份-18重量份、13重量份-17重量份、14重量份-16重量份或者上述给定数值的任意范围内,例如,10重量份-18重量份。
23.在本发明的实施例中,韧性金属材料的断裂伸长率可以大于或等于约12%且小于或等于20%。例如,韧性金属材料的断裂伸长率可以大于或等于约13%、大于或等于约14%、大于或等于约15%、大于或等于约16%、大于或等于约17%、大于或等于约18%或大于或等于约19%且小于或等于约20%等。具体地,韧性金属材料的断裂伸长率可以为12%、13%、14%、15%、16%、17%、18%、19%、20%等。
24.在本发明的实施例中,韧性金属材料可以包括fe、al、cu、ni或它们的合金。
25.在本发明的实施例中,韧性金属材料的用量可以为5重量份-10重量份,例如,6重量份-9重量份、7重量份-8重量份或者上述给定数值的任意范围内,例如,6重量份-10重量份。
26.在本发明的实施例中,钙钛矿材料与韧性金属材料的重量比可以为1:1至4:1。在本发明复合材料中,复合粉末中钙钛矿材料占比过低,则不粘效果不明显;复合粉末中钙钛矿材料占比过高,则涂层太脆,喷涂过程中的热应力积累容易导致涂层崩落。复合粉末中韧性金属材料占比过低,则不粘涂层太脆;复合粉末中韧性金属材料占比过高,则影响不粘涂层的不粘性。
27.现有钙钛矿复合粉末热喷涂制备不粘涂层,一般是将钙钛矿粉末和韧性金属粉末先均匀混合后,放到热喷涂设备送粉罐中进行热喷涂,由于钙钛矿粉末属于陶瓷粉末,其熔点与韧性金属粉末熔点差异较大,两种粉末在同一参数下同时喷涂,沉积率会有较大差异,导致最终涂层中的二者的比例与喷涂前粉末中的比例差异较大,使得不粘涂层的不粘性能不佳且质量不高。
28.在本发明的实施例中,为了解决热喷涂钙钛矿材料粉末和韧性金属材料粉末而导致的工艺效果较差的问题,将钙钛矿材料粉末和韧性金属材料粉末造粒成颗粒形式,使得最终形成的不粘涂层的组分均匀且质量较高。
29.下面将详细参照图1来描述根据本发明的实施例的制造复合材料的方法。
30.图1是根据本发明的实施例的制造用于不粘炊具的复合材料的方法的流程图。
31.参照图1,本发明的实施例的制造用于不粘炊具的复合材料的方法包括以下步骤:将粘结剂、分散剂、消泡剂和溶剂混合,以得到浆液(步骤s10);将钙钛矿材料和韧性金属材料加入到浆液中,以得到固含量在20wt%-70wt%的浆料(步骤s20);将浆料进行喷雾干燥,以得到粉末颗粒(步骤s30);将粉末颗粒进行烧结,以获得复合材料(步骤s40)。
32.在步骤s10中,将粘结剂、分散剂、消泡剂和溶剂混合,以得到浆液。将粘结剂、分散剂、消泡剂加入到溶剂(例如水)中,以制备成其中包括1wt%-4wt%的粘结剂、0.5wt%-1wt%的分散剂和1wt%-2wt%的消泡剂以及余量的溶剂的浆液。
33.粘结剂可以包括纤维素类粘结剂和醇类粘结剂中的至少一种,纤维素类粘结剂可以包括羟甲基纤维素、羟乙基纤维素和羟丙基甲基纤维素中的至少一种,醇类粘结剂可以包括聚乙烯醇、聚丙烯醇和其它含六个碳原子以上的高级醇类粘结剂中的至少一种。消泡剂可以包括聚醚改性硅油和有机硅油中的至少一种,分散剂可以包括柠檬酸和三乙基己基磷酸中的至少一种。根据本发明的实施例,选择分散剂和消泡剂作为助剂,能够使得钙钛矿材料和韧性金属材料均匀地分散在浆液中。
34.在步骤s20中,将钙钛矿材料和韧性金属材料加入到浆液中,以得到固含量在20wt%-70wt%的浆料。具体地,将重量比为1:1至4:1的钙钛矿材料和韧性金属材料加入到浆液中,以形成固含量在20wt%-70wt%的浆料。
35.在本发明的实施例中,可以选用平均粒径均为10μm至100μm的钙钛矿材料和韧性金属材料,然而,本发明不限于此。
36.在步骤s30中,将浆料进行喷雾干燥,以得到粉末颗粒。具体地,可以以6000转/分钟至10000转/分钟的转速且在100℃至400℃的温度下执行喷雾干燥。更具体地,将制备好的浆料输送到高速甩液圆盘上以形成液滴,然后利用热风将液滴吹进干燥塔内,液滴在下降过程中经过短暂的停留,最终形成造粒粉。高速甩液圆盘的转速可以被控制在6000转/分钟-10000转/分钟的范围内(优选地,可以控制在7000转/分钟-8000转/分钟的范围内),以形成其中均匀地混合有钙钛矿材料和韧性金属材料的造粒粉结构。热风的温度可以被控制在60℃-100℃的范围内,干燥塔的温度可以被控制在100℃-400℃的范围内,液滴在干燥塔内的短暂停留时间可以控制为5秒-15秒。经过喷雾干燥后,可以得到包括钙钛矿材料、韧性金属材料和粘结剂的颗粒。
37.在步骤s40中,将粉末颗粒进行烧结,以获得复合材料。具体地,可以以升温速度为5至10℃/分钟升温至预定温度后保持3小时至10小时来执行烧结的步骤。更具体地,喷雾干燥形成的颗粒会存在水分,因此,为了去除其中存在的水分,可以对颗粒进行烧结处理。例如,以一定的升温速度升温并保持一定时间来完成烧结。烧结曲线可以根据原料粉末的物理性质来制定。根据示例性实施例,烧结的初始温度可以为25℃,升温速度可以为5-10℃/分钟,最终温度可以是150℃-200℃,然后可以保温3小时-10小时。根据本发明的实施例,由于造粒粉末的粒径较小,因此较慢的升温速度和较短的保温时间即可以达到所需要的效果,而且能够节省能源。
38.在本发明的实施例中,可以采用热喷涂工艺将上述复合材料喷涂在不粘炊具的基体的表面上。具体地,可以在如下条件下执行等离子喷涂:供应主气(例如氩气)的流量为
1500l/h至2500l/h,供应氢气的流量为30l/h至100l/h,电压为40v至90v,电流为400a至500a,送入复合材料的速率为15g/min至60g/min,喷枪的枪嘴直径为3mm至7mm,喷枪距基体的距离为80mm至130mm。然而,本发明的实施例不限于此。
39.此外,可以将不粘涂层制成具有20μm至100μm的厚度;然而,本发明的实施例不限于此。
40.下面将结合实施例和对比例对本发明的复合材料及制造复合材料的方法进行详细描述。
41.实施例1
42.采用平均粒径为20μm的钛酸钙粉末材料与平均粒径为20μm的feti
30
合金粉末混合均匀,两种粉末质量比为4:1;将混合粉末预热后进行等离子喷涂,预热的作用是提高粉末流动性,防止堵枪。
43.将粘结剂(羟丙基甲基纤维素)、分散剂(柠檬酸)、消泡剂(有机硅油)加入到去离子水中,以制备成其中包括2wt%的粘结剂、1wt%的分散剂和2wt%的消泡剂以及余量的水的浆液。
44.在制备好浆液后,将上述的钛酸钙粉末材料和feti
30
粉末加入到浆液中,以形成固含量为50wt%的浆料。
45.将制备好的浆料输送到高速甩液圆盘上以形成液滴,然后利用热风将液滴吹进干燥塔内,液滴在下降过程中经过短暂的停留,最终形成造粒粉。高速甩液圆盘的转速可以被控制在8000转/分钟的范围内。热风的温度可以被控制在80℃的范围内,干燥塔的温度可以被控制在300℃的范围内,液滴在干燥塔内的短暂停留时间可以控制为10秒。
46.经过喷雾干燥后,可以得到颗粒。为了去除其中存在的水分,对颗粒进行烧结处理。烧结的初始温度可以为25℃,升温速度为5℃/分钟,最终温度可以是150℃,然后可以保温5小时。
47.喷涂基材为铝合金锅胚,并且40-60目的棕刚玉对锅胚进行喷砂处理,以使锅胚的粗糙度(rz)为30-50μm;在供应氩气的流量为1500l/h,供应氢气的流量为100l/h,电压为50v,电流为500a,送入复合材料的速率为30g/min,枪嘴的直径为5mm,喷枪距锅胚的距离为80mm的条件下等离子喷涂复合材料,以形成平均厚度为50μm的不粘涂层。
48.等离子喷涂后对不粘涂层进行砂光处理,得到内表面光滑(即粗糙度ra=4-8μm,rz=20-30μm)的不粘炊具。
49.实施例2
50.与实施例的不同之处在于,钛酸钙粉末材料与feti
30
合金粉末的重量比为2:1。
51.实施例3
52.与实施例的不同之处在于,钛酸钙粉末材料与feti
30
合金粉末的重量比为1:1。
53.对比例1
54.采用氟树脂作为不粘材料来制备不粘炊具。具体地,采用聚四氟乙烯作为涂层材料,以空气喷涂和烧结固化的方式制备不粘炊具,其中,聚四氟乙烯的成分为45wt%的聚四氟乙烯树脂、35wt%的水、5wt%的二甘醇乙醚、5wt%的甘油和10wt%的聚氧乙烯乙二醇烷基醚。
55.在空气喷涂工艺中,具体参数如下:喷涂距离为160mm;空气压力为0.3mpa;流量为
8l/min。
56.在烧结固化工艺中,具体参数如下:烧结温度为420℃且保温6min。
57.由上述步骤最终形成的不粘涂层的平均厚度为20μm。
58.对比例2
59.采用不粘陶瓷材料作为不粘材料来制备不粘炊具。具体地,采用不粘陶瓷作为涂层材料,以空气喷涂和烧结固化的方式制备不粘炊具,其中,不粘陶瓷的成分为45wt%的聚甲基硅氧烷、25wt%的硅溶胶、10wt%的醋酸丁酯、5wt%的乙醇和15wt%的去离子水。
60.在空气喷涂工艺中,具体参数如下:喷涂距离为160mm;空气压力为0.3mpa;流量为10l/min。
61.在烧结固化工艺中,具体参数如下:烧结温度为270℃且保温4min。
62.由上述步骤最终形成的不粘涂层的平均厚度为20μm。
63.不粘炊具性能的测试
64.采用加速模拟测试和持久不粘性测试来测试实施例1至实施例3以及对比例1和对比例2所制备的不粘炊具的不粘涂层的不粘效果。具体地,测试方法如下:
65.(1)加速模拟(不粘寿命)的测试
66.参照不粘炒锅的加速模拟测试程序,对实施例1至实施例3以及对比例1和对比例2所制备的不粘炊具的不粘寿命进行评价。测试流程如下:
67.对实施例1至实施例3以及对比例1和对比例2所制备的不粘炊具依次进行震动耐磨测试、干烧混合酱料测试、煮食盐水测试、炒石英石(铁铲)测试和煎鸡蛋评价不粘等级测试。当完成以上所有测试步骤时,标志一个测试循环结束。
68.在震动耐磨测试中,具体参数如下:
69.仪器:震动耐磨测试机。
70.测试方法:1)将1kg的石英石(粒径9mm至12mm)放入不粘炊具中;2)将不粘炊具放置在加热炉上;3)设置仪器的震动时间为15分钟,加热温度为150℃至180℃,转速为每分钟300转;4)开启振动按钮,使石英石在不粘炊具里面震动15分钟;以及5)在测试结束后,将不粘炊具里的石英石倒出,使用洗洁精将不粘炊具的内表面清洗干净且擦干。
71.石英石的更换周期:1次/月。
72.在干烧混合酱料测试中,具体参数如下:
73.配料:酱油、醋、料酒、味精、盐、糖、食用油。
74.测试程序和步骤:1)按如下重量比配备混合酱料:以酱油:醋:料酒:味精:盐:糖:食用油=4:3:2:1:1:2:2(质量比)将所有配料完全溶解,混和均匀后配成特殊混合酱料;2)取50g混合酱料放入不粘炊具内,将不粘炊具摇晃至酱料均匀覆盖住不粘炊具的锅底;3)将不粘炊具放置在煤气灶上干烧至250℃至270℃且保温2min,停止加热;以及4)用水冲洗不粘炊具,然后使用洗洁精和抹布擦洗干净不粘炊具内的污染区域。
75.在煮食盐水测试中,具体参数如下:
76.配料:食盐50g、水950g。
77.测试程序和步骤:1)称取50g食盐和950g水配制成5wt%的食盐水,将食盐水倒入不粘炊具内;2)在水煮沸后开始计时,保持微沸10min,期间根据情况加水以保持浓度不变;以及3)在煮完规定时间后,使用自来水把不粘炊具清洗干净且擦干。
78.在炒石英石(铁铲)测试中,具体参数如下:
79.配料:1kg粒径为9mm至12mm的石英石、油、醋、料酒、酱油、盐少许。
80.测试程序和步骤:1)将15g食用油倒入不粘炊具内,摇晃均匀至浸染整个内表面,加热至产生油烟,然后将1kg石英石倒入不粘炊具中,加入少量醋、料酒、酱油、水、盐,均匀翻炒10min;2)结束后,使用洗洁精将不粘炊具的内表面清洗干净且擦干;以及3)在每个循环结束后将汤料过滤,留下石英石以备下个循环使用。
81.石英石的更换周期:1次/月
82.在进行加速模拟测试时,在每个循环结束后,对不粘炊具的不粘寿命进行判定。当不粘炊具出现下述现象中的一种时,即可判定测试终点:(1)不粘性下降:煎鸡蛋不粘等级连续两个循环为ⅲ级;以及(2)外观破坏:涂层出现起毛现象;涂层脱落面积直径大于3mm2;磨损明显露出基材;涂层出现刺穿型划伤(露基材)超过3条;或者出现用湿抹布无法洗掉的脏污。
83.在记录测试至终点时历经加速模拟测试循环的次数即为不粘炊具的不粘寿命,循环次数越多,不粘炊具的不粘涂层的不粘寿命越长。一般而言,循环次数大于或等于3个循环即为合格。
84.(2)持久不粘性的测试
85.参照国标gb/t32388-2015中的5.6.9持久不粘性测试方法,对实施例1至实施例3以及对比例1和对比例2所制备的不粘炊具的持久不粘性进行评价。
86.实施例1至实施例3以及对比例1和对比例2所制备的不粘炊具的不粘寿命和持久不粘性的测试结果示出在表1中。
87.表1
88.样品不粘性lne寿命持久不粘寿命对比例1ⅰ28000对比例2ⅰ12000实施例1ⅰ1528000实施例2ⅱ1020000实施例3ⅱ712000
89.一般而言,当不粘涂层的lne寿命大于或等于15,并且不粘涂层的持久不粘寿命大于或等于12000时,可以认定该不粘炊具具有改善的不粘性能。
90.通过表1中的数据可知,与对比例1和对比例2相比,根据本发明的实施例1至实施例3的不粘涂层具有改善的不粘寿命和持久不粘性。
91.根据本发明的实施例,通过根据本发明的喷雾干燥方法能够解决现有技术中金属-陶瓷复合材料均匀性差、不粘性不足的问题。此外,包括通过根据本发明的方法制备的复合材料的不粘炊具具有改善的寿命等性能,实现优异的不粘效果。
92.虽然已经参照本发明的示例性实施例具体地示出并描述了本发明,但是本领域普通技术人员将理解,在不脱离如权利要求和它们的等同物所限定的本发明的精神和范围的情况下,可以在此做出形式和细节上的各种改变。应当仅仅在描述性的意义上而不是出于限制的目的来考虑实施例。因此,本发明的范围不是由本发明的具体实施方式来限定,而是由权利要求书来限定,该范围内的所有差异将被解释为包括在本发明中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1