一种真空冰箱门及其制备方法与流程
1.本发明属于冰箱制备技术领域,具体涉及一种真空冰箱门及其制备方法。
背景技术:
2.冰箱显然已成为很多家庭甚至是办公场所不可或缺的电器设备。近年来,节能环保成为人们最关心的问题。现有冰箱门体多为不锈钢材质,通常采用在外壳内部填充聚氨酯泡沫形成保温材料,为保证聚氨酯泡沫发泡成型效果,需要根据不同冰箱门体外壳定制作用于定位外壳并密封外壳拼接缝隙的成型模具,生产成本由此提高。而且,在安装和拆卸冰箱门体外壳时,成型模具上的定位件或棱角容易划伤外壳,从而影响产品的外观品质。而且现有发泡工艺容易出现空泡或漏泡现象,既影响保温效果,又影响产品外观。另外,这种不透明冰箱门体还会大大增加用户寻找目标食材的时间从而增加冰箱门的开启次数及开启时间,如此频繁且持久的开启冰箱门,无疑加大了冰箱的制冷负载,加大了冰箱电量消耗。
3.已有冰箱为展示冰箱内部环境的需求,在冰箱门体上设置了透视窗。为了达到保温效果,透视窗通常会选用双层玻璃,并在双层玻璃之间冲入惰性气体,以使两层玻璃之间呈现真空状态,从而使冰箱门体达到保温隔热的效果。但是这种双层玻璃往往会由于密封性能不好而出现凝露滴水的现象,空气和水蒸气的进入会显著提高冰箱门体的导热系数,从而对冰箱保温性能造成极大的影响。
技术实现要素:
4.针对背景技术提出的问题,本发明研究设计了一种真空冰箱门及其制备方法,其目的在于:提供一种有助于用户快速准确地找寻目标食材,同时又能够有效地实现节能减耗的真空冰箱门及其制备方法。
5.本发明的技术解决方案:
6.一种真空冰箱门,由双层玻璃、玻璃边缘塑料封接框、真空隔热间隙组成,所述真空隔热间隙位于双层玻璃之间,玻璃边缘塑料封接框用于实现双层玻璃之间的密封,经真空处理后形成真空隔热间隙可有效提高保温隔热性能。
7.所述真空隔热间隙厚度为5~10mm。
8.所述双层玻璃均为low-e玻璃,单层厚度均为5~8mm。
9.所述玻璃边缘塑料封接框厚度为5~10mm,与真空隔热间隙厚度保持一致。
10.所述双层玻璃内表面均镀有多层银反射膜,可以实现对可见光高透过及对中远红外线高反射的特性,使其与普通玻璃及传统的建筑用镀膜玻璃相比,能在保持良好的透光性的同时仍具有优异的隔热效果。
11.所述双层玻璃外表面均镀有纳米液体玻璃膜,有效提高玻璃强度的同时还具有隔热降噪、防紫外线等功能。
12.所述玻璃边缘塑料封接框材质为聚苯硫醚塑料,聚苯硫醚塑料胶接强度高,辅以
红外加热环软化之后和玻璃之间表现出极好的粘结力,可以实现双层玻璃间的高度密封性,有利于维系真空状的长期稳定,从而达到较好的绝热效果。
13.一种真空冰箱门的制备方法,包括以下步骤:
14.(1)准备玻璃边缘塑料封接框,其外边框形状与双层玻璃的玻璃板一致,厚度与真空隔热间隙一致;
15.(2)将双层玻璃的内侧玻璃放平,玻璃边缘塑料封接框放置其上;
16.(3)扣外侧玻璃后,整体放置于真空室中,真空室合盖,抽真空至0.0008~0.001pa;
17.(4)在外侧玻璃上下压配垂板,玻璃边缘塑料封接框四周扣红外加热环,加热温度200~
18.300℃,保压30s~60s;
19.(5)依次卸载红外加热环、配垂板和真空室,取出玻璃板。
20.本发明的有益效果:本发明的真空冰箱门为一种超薄结构,厚度为15~26mm,可有效减少冰箱体积;low-e玻璃的使用以及双层玻璃间的真空隔热间隙可以有效避免冰箱内部与外部的热交换,有效提高冰箱门的保温隔热性能,其中心导热系数可低至0.003~0.004w/m
·
k;在low-e玻璃的外侧喷镀纳米液体玻璃膜,可进一步提升隔热隔声效果,同时优化玻璃面板强度;聚苯硫醚塑料封接框可实现与玻璃面板的良好粘结性,有助于真空间隙的长期维系;透明玻璃门体的设计可以实现在不消耗额外能源的情况下,帮助用户高效准确的找到目标食材,可有效减少频繁持久开启冰箱门带来的额外电能损耗,节能减耗;透明玻璃门体的设计还可以为用户提供优越的开放感以及额外的显示区域,同时冰箱内的光源可以透过真空玻璃门照亮黑暗的角落;与不锈钢门体相比,玻璃门体不易凹陷或刮擦,清洁也更加方便。
附图说明
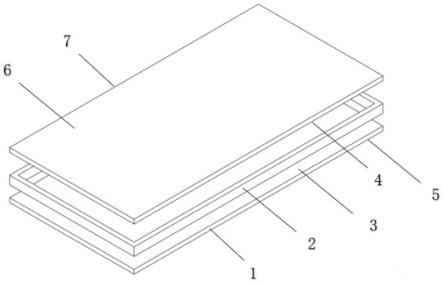
21.图1为本发明的真空冰箱门的结构示意图。
22.图2为配备本真空冰箱门的冰箱装配图。
23.其中:1、7为low-e玻璃,2为玻璃边缘塑料封接框,3、4为双层玻璃内表面镀有的多层银反射膜,5,6为双层玻璃外表面镀有的纳米液体玻璃膜。
具体实施方式
24.为便于本领域技术人员理解本发明技术方案,现结合说明书附图和实施例对本发明技术方案做进一步的说明。
25.实施例1
26.参照图1,图中1、7为low-e玻璃,2为玻璃边缘塑料封接框,3、4为双层玻璃内表面镀有的多层银反射膜,5,6为双层玻璃外表面镀有的纳米液体玻璃膜。
27.一种真空冰箱门,由双层玻璃(1、7)、玻璃边缘塑料封接框2、真空隔热间隙组成,真空隔热间隙位于双层玻璃(1、7)之间,玻璃边缘塑料封接框2用于实现双层玻璃(1、7)之间的密封,经真空处理后形成真空隔热间隙可有效提高保温隔热性能,真空隔热间隙厚度为5mm,双层玻璃均为low-e玻璃,单层厚度为5mm,双层玻璃内表面均镀有多层银反射膜(3、
4),双层玻璃外表面均镀有纳米液体玻璃膜(5、6),玻璃边缘塑料封接框2材质为聚苯硫醚塑料。
28.一种真空冰箱门的制备方法,包括如下步骤:
29.(1)准备玻璃边缘塑料封接框,其外边框形状尺寸应与双层玻璃的玻璃板大小一致,厚度5mm,为了使其与玻璃板实现更好的贴合,该玻璃边缘塑料封接框选用聚苯硫醚塑料,该塑料在高温软化之后与玻璃板表现出良好的粘结性能;
30.(2)将内侧low-e玻璃板于工作平面水平放置,将玻璃边缘塑料封接框平行置于其上,边缘处严格对齐;
31.(3)将外侧low-e玻璃板扣于塑料封接框之上,在此步骤之前无需外加压力进行贴合;
32.(4)将放置完成的整体门体结构置于真空室中准备进行真空处理,放置完成后需检查玻璃边缘塑料封接框与双层玻璃板间是否发生错位偏移,若有需及时进行调整;
33.(5)将真空室合盖,利用玻璃边缘塑料封接框与low-e玻璃板之间的微小孔隙对该冰箱门结构进行真空处理,待内部真空度达到0.001pa时关闭机器;
34.(6)真空处理完成后,在外侧low-e玻璃上,下压配垂板,准备进行高温软化处理;
35.(7)将玻璃边缘塑料封接框四周外扣大小匹配的红外加热环,加热至300℃,在配垂板的压力作用下保压60s,该过程可有效去除真空处理之前塑料封接框与玻璃板间的微小孔隙,使玻璃边缘塑料封接框与low-e玻璃板之间实现无缝粘结,避免空气流入,有利于双层玻璃间真空度的长期维系;
36.(8)玻璃边缘塑料封接框完全冷却后制备结束,依次卸载红外加热环、配垂板和真空室;
37.(9)取出玻璃板,即得本发明的真空冰箱门。
38.实施例2
39.参照图1,图中1、7为low-e玻璃,2为玻璃边缘塑料封接框,3、4为双层玻璃内表面镀有的多层银反射膜,5,6为双层玻璃外表面镀有的纳米液体玻璃膜。
40.一种真空冰箱门,由双层玻璃(1、7)、玻璃边缘塑料封接框2、真空隔热间隙组成,真空隔热间隙位于双层玻璃(1、7)之间,玻璃边缘塑料封接框2用于实现双层玻璃(1、7)之间的密封,经真空处理后形成真空隔热间隙可有效提高保温隔热性能,真空隔热间隙厚度为10mm,双层玻璃均为low-e玻璃,单层厚度为8mm,双层玻璃内表面均镀有多层银反射膜(3、4),双层玻璃外表面均镀有纳米液体玻璃膜(5、6),玻璃边缘塑料封接框2材质为聚苯硫醚塑料。
41.一种真空冰箱门的制备方法,包括如下步骤:
42.(1)准备玻璃边缘塑料封接框,其外边框形状尺寸应与双层玻璃的玻璃板大小一致,厚度10mm,为了使其与玻璃板实现更好的贴合,该玻璃边缘塑料封接框选用聚苯硫醚塑料,该塑料在高温软化之后与玻璃板表现出良好的粘结性能;
43.(2)将内侧low-e玻璃板于工作平面水平放置,将玻璃边缘塑料封接框平行置于其上,边缘处严格对齐;
44.(3)将外侧low-e玻璃板扣于塑料封接框之上,在此步骤之前无需外加压力进行贴合;
45.(4)将放置完成的整体门体结构置于真空室中准备进行真空处理,放置完成后需检查玻璃边缘塑料封接框与双层玻璃板间是否发生错位偏移,若有需及时进行调整;
46.(5)将真空室合盖,利用玻璃边缘塑料封接框与low-e玻璃板之间的微小孔隙对该冰箱门结构进行真空处理,待内部真空度达到0.0008pa时关闭机器;
47.(6)真空处理完成后,在外侧low-e玻璃上,下压配垂板,准备进行高温软化处理;
48.(7)将玻璃边缘塑料封接框四周外扣大小匹配的红外加热环,加热至200℃,在配垂板的压力作用下保压30s,该过程可有效去除真空处理之前塑料封接框与玻璃板间的微小孔隙,使玻璃边缘塑料封接框与low-e玻璃板之间实现无缝粘结,避免空气流入,有利于双层玻璃间真空度的长期维系;
49.(8)玻璃边缘塑料封接框完全冷却后制备结束,依次卸载红外加热环、配垂板和真空室;
50.(9)取出玻璃板,即得本发明的真空冰箱门。
51.实施例3
52.参照图1,图中1、7为low-e玻璃,2为玻璃边缘塑料封接框,3、4为双层玻璃内表面镀有的多层银反射膜,5,6为双层玻璃外表面镀有的纳米液体玻璃膜。
53.一种真空冰箱门,由双层玻璃(1、7)、玻璃边缘塑料封接框2、真空隔热间隙组成,真空隔热间隙位于双层玻璃(1、7)之间,玻璃边缘塑料封接框2用于实现双层玻璃(1、7)之间的密封,经真空处理后形成真空隔热间隙可有效提高保温隔热性能,真空隔热间隙厚度为8mm,双层玻璃均为low-e玻璃,厚度为7mm,双层玻璃内表面均镀有多层银反射膜(3、4),双层玻璃外表面均镀有纳米液体玻璃膜(5、6),玻璃边缘塑料封接框2材质为聚苯硫醚塑料。
54.一种真空冰箱门的制备方法,包括如下步骤:
55.(1)准备玻璃边缘塑料封接框,其外边框形状尺寸应与双层玻璃的玻璃板大小一致,厚度8mm,为了使其与玻璃板实现更好的贴合,该玻璃边缘塑料封接框选用聚苯硫醚塑料,该塑料在高温软化之后与玻璃板表现出良好的粘结性能;
56.(2)将内侧low-e玻璃板于工作平面水平放置,将玻璃边缘塑料封接框平行置于其上,边缘处严格对齐;
57.(3)将外侧low-e玻璃板扣于塑料封接框之上,在此步骤之前无需外加压力进行贴合;
58.(4)将放置完成的整体门体结构置于真空室中准备进行真空处理,放置完成后需检查玻璃边缘塑料封接框与双层玻璃板间是否发生错位偏移,若有需及时进行调整;
59.(5)将真空室合盖,利用玻璃边缘塑料封接框与low-e玻璃板之间的微小孔隙对该冰箱门结构进行真空处理,待内部真空度达到0.0009pa时关闭机器;
60.(6)真空处理完成后,在外侧low-e玻璃上,下压配垂板,准备进行高温软化处理;
61.(7)将玻璃边缘塑料封接框四周外扣大小匹配的红外加热环,加热至250℃,在配垂板的压力作用下保压40s,该过程可有效去除真空处理之前塑料封接框与玻璃板间的微小孔隙,使玻璃边缘塑料封接框与low-e玻璃板之间实现无缝粘结,避免空气流入,有利于双层玻璃间真空度的长期维系;
62.(8)玻璃边缘塑料封接框完全冷却后制备结束,依次卸载红外加热环、配垂板和真
空室;
63.(9)取出玻璃板,即得本发明的真空冰箱门。
64.本发明的真空冰箱门为一种超薄结构,厚度为15~26mm,可有效减少冰箱体积;low-e玻璃的使用以及双层玻璃间的真空隔热间隙可以有效避免冰箱内部与外部的热交换,有效提高冰箱门的保温隔热性能,其中心导热系数可低至0.003~0.004w/m
·
k;在low-e玻璃的外侧喷镀纳米液体玻璃膜,可进一步提升隔热隔声效果,同时优化玻璃面板强度;聚苯硫醚塑料封接框可实现与玻璃面板的良好粘结性,有助于真空间隙的长期维系;透明玻璃门体的设计可以实现在不消耗额外能源的情况下,帮助用户高效准确的找到目标食材,可有效减少频繁持久开启冰箱门带来的额外电能损耗,节能减耗;透明玻璃门体的设计还可以为用户提供优越的开放感以及额外的显示区域,同时冰箱内的光源可以透过真空玻璃门照亮黑暗的角落;与不锈钢门体相比,玻璃门体不易凹陷或刮擦,清洁也更加方便。
65.上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护的范围的行为。但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何形式的简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1