一种类羽绒填充物及其生产线的制作方法
1.本发明涉及家纺领域,具体涉及蓬松填充物。
背景技术:
2.羽绒具有较高的蓬松度,用其填充的枕头、被子回弹性好,备受消费者青睐,但是不耐水洗。所以需要寻找可以替代羽绒的新型填充物。
技术实现要素:
3.本发明的目的在于,提供一种类羽绒填充物,以解决上述技术问题。
4.本发明的目的还在于,提供类羽绒填充物生产线,以生产类羽绒填充物。
5.本发明所解决的技术问题可以采用以下技术方案来实现:
6.一种类羽绒填充物,其特征在于,由呈片状的雪花绒膜片、呈球状的纤维球混合而成,所述雪花绒膜片的质量百分比为50%-70%。
7.类羽绒填充物生产线,其特征在于,包括撕碎机、棉球机、混合机,所述撕碎机的出料口连接所述混合机的一个进料口;
8.所述棉球机的出料口连接所述混合机的另一个进料口。
9.向撕碎机的进料口添加塑料薄膜,塑料薄膜在撕碎机的作用下被撕碎成雪花绒膜片。向棉球机的进料口添加棉纤维,棉纤维在棉球机的作用下,成型为纤维球。雪花绒膜片和纤维球进入到混合机内进行混合。纤维球的主要作用是利用它的蓬松性。
10.有益效果:由本发明的类羽绒填充物填充的枕头或被子不但回弹性好,而且耐水洗。此外,本发明还具有低致敏(安全,儿童可使用)的特点,对羽绒过敏体质使用此产品更好。
附图说明
11.图1为刀辊的部分结构示意图;
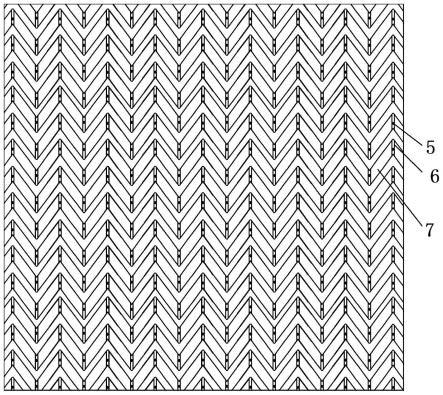
12.图2为筛网的部分结构示意图;
13.图3为撕碎机的部分结构示意图。
具体实施方式
14.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示进一步阐述本发明。
15.参照图1、图2和图3,一种类羽绒填充物,由呈片状的雪花绒膜片、呈球状的纤维球混合而成。纤维球的直径优选为5mm-15mm。纤维球优选为珍珠棉纤维球。优选,雪花绒膜片为聚乙烯膜片或聚烯烃膜片。聚乙烯膜片弹性一般,所以一般会和纤维球(蓬松)一起使用,聚烯烃弹性体回弹很好,一般可以100%填充,而且水洗后恢复率基本都是98%、99%。
[0016][0017]
本发明按照组分比进行枕头填充,然后对填充后的枕头进行清洁度和水洗后的回弹性能的测试,测试结果如下:
[0018][0019][0020]
其中,清洁度(3天)是指相同环境下使用3天后,第4天进行水洗,根据水洗后的水的干净程度进行给分,越干净分数越高。清洁度(30天)是指相同环境下使用30天后,第31天进行水洗,根据水洗后的水的干净程度进行给分,越干净分数越高。
[0021]
其中,回弹性(水洗3次)是指反复水洗3次后,将水洗后的枕头的回弹高度与原枕头的高度进行对比,得出的百分比。回弹性(水洗20次)是指反复水洗20次后,将水洗后的枕头的回弹高度与原枕头的高度进行对比,得出的百分比。
[0022]
根据上面的测试结果,本发明的雪花绒膜片的质量百分比优选为50%-70%。进一步优选为70%。
[0023]
类羽绒填充物生产线,包括撕碎机、棉球机、混合机,撕碎机的出料口连接混合机的一个进料口;棉球机的出料口连接混合机的另一个进料口。向撕碎机的进料口添加塑料薄膜,塑料薄膜在撕碎机的作用下被撕碎成雪花绒膜片。向棉球机的进料口添加棉纤维,棉纤维在棉球机的作用下,成型为纤维球。雪花绒膜片和纤维球进入到混合机内进行混合。
[0024]
关于撕碎机
[0025]
撕碎机内设有转轴,转轴上装有刀辊9,刀辊9包括转辊、刀具。转辊上设有至少两组呈螺旋状的卡槽组,位于同一卡槽组内的卡槽1等间距交错排布。卡槽1开口朝外,卡槽1
内设有挡板2,挡板2上固定有转轴3,刀具4的中心处开有转轴孔,转轴上插设有刀具4。刀具4呈方形块状,刀具的一个边朝上并伸出在卡槽外,这个边作为刀刃。刀具的另一个边朝下并卡在卡槽内。刀具的外侧壁与卡槽的内侧壁之间存在间隙,从而使刀具可绕转轴摆动。刀具位于卡槽外且朝上的这个边是作为刀刃来使用的。优选,卡槽的内侧壁由位于左侧的左侧壁和位于右侧的右侧壁组成,左侧壁和右侧壁的交界线形成为卡槽的底。转轴的中线轴线、与转辊的中线轴线均呈85度-89度的夹角。卡槽的底和转轴的中线轴线优选是平行的。该结构使得刀具的刀刃与转轴的中心轴线呈夹角。现有的刀具的刀刃是垂直与转辊的中线轴线的,而本发明使得的刀具的刀刃与转辊的中线轴线的垂直面有一定的夹角,从而可更容易的刺穿薄膜并使薄膜的撕碎方向更丰富,并使薄膜在撕碎过程中产生一定的卷绕。相邻的两个卡槽组内的卡槽的朝向可以相异。即一组卡槽组内的卡槽是相对于转辊的中线轴线向左倾斜的,相邻的一组卡槽组内的卡槽是相对于转轴的中线轴线向右倾斜的。从而利用两组卡槽内的刀具的刀具方向差,来进一步丰富撕碎方向、提高卷绕程度。优选,刀具的前端面呈向内凹陷的曲面状。从而使刀具的前端的四个角向外翘起,方便刀具利用角部穿刺薄膜。刀具的后端面呈向外凸起的曲面状。从而减少与挡板的接触面积,进而减少刀具的摆动阻力。特别优选,刀具的前端面所呈的曲面与刀具的后端面所呈的曲面配套,从而方便堆叠码垛的同时,允许同一个转轴上叠放。刀辊将塑料薄膜撕碎成片状。
[0026]
撕碎机内还设有筛网8,筛网8至少覆盖撕碎机的出料口。可以筛网卷绕呈筒状,筛网在正对撕碎机的进料口处设有缺口,从而使塑料薄膜由撕碎机的进料口放入后,可以穿过缺口到达刀辊处。筛网上开有网孔,网孔可以呈圆孔状、z字状、鱼骨状等,优选为呈鱼骨状。鱼骨状的网孔由两个呈长条状且镜像对称的子孔7组成。两个子孔7之间呈夹角,夹角优选为20度-80度。两个子孔的连接处设有连接筋6,连接筋6靠近刀辊的端面上设有尖刺5。网孔可以有效限制撕碎机的出料口所出物料的尺寸,从而保证最终获得的类羽毛填充物的性能。网孔的孔径优选为20mm-40mm。对于条状的网孔来说,这里的孔径是指相对的两个边之间的最小距离不小于20mm,最大距离不大于40mm。连接筋上的尖刺,用来刺破雪花绒膜片。鱼骨状的网孔的朝向优选与刀辊的转动方向相反,从而干扰方便雪花绒膜片流出。筛网在连接筋处的厚度小于在其它位置处的厚度,尖刺的顶部外露在网孔外,尖刺优选与尖刺所在处的筛网切面呈夹角,进一步优选,尖刺的朝向与刀辊的转动方向相反,从而更容易的刺入到雪花绒膜片内。生产过程中,刀辊转动,一方面将塑料薄膜撕成雪花绒膜片,另一方面将雪花绒膜片离心甩至筛网上,符合尺寸的雪花绒膜片穿过筛网,由撕碎机的出料口滚出。
[0027]
优选,撕碎机的进料口开在撕碎机的侧壁上,撕碎机的出料口10开在撕碎机的底上。撕碎机的底上还可以开有进风口,进风口通过管道连接鼓风机。进风口和出料口位于筛网的同侧。鼓风机间歇性开启,鼓风机开启的时候,会将勾挂在筛网上的薄膜碎片吹起,使该部分薄膜碎片能够二次过筛网,或再次过刀辊,从而避免筛网堵塞的同时,使薄膜碎片的撕碎角度更加丰富。进风口处设有盖板11,盖板11的一侧通过转轴连接到撕碎机的底上,盖板的面积大于进风口的面积。从而在鼓风机关闭的时候,盖板受自身的重力和薄膜碎片的撞击力的双重作用,扣合压紧在进风口上,从而关闭进风口,避免薄膜碎片进入到进风口内。当鼓风机开启的时候,盖板收到鼓风机吹来的风的作用力,向上翻起,从而打开进风口,此时盖板起到对风导向的作用。优选转轴位于盖板的前侧,盖板位于出料口的前方。这里的前是指刀辊的转动方向的前方。
[0028]
撕碎机的内腔优选呈圆筒状。内腔的直径优选为500mm-600mm,刀辊的直径优选为400mm。
[0029]
关于棉球机
[0030]
棉球机优选采用多辊成球原理,生产中优选辊筒匀速转动,转速为700-900转/每分钟。向棉球机的进料口添加的棉纤维的规格为7d-15d,优选为7d,长度为32mm-64mm,优选64mm。可以通过控制棉球机的成球时间来调整球颗粒大小,本发明优选,纤维球的大小为5mm-15mm。
[0031]
关于混合机
[0032]
混合机内设混合腔,混合腔的底部呈圆弧状,从而便于物料在混合腔内的滚动。方案1,混合腔的侧壁上开有第一进料口、第二进料口,第一进料口用于添加雪花绒膜片,第二进料口用于添加纤维球,第一进料口和第二进料口正对,从而使雪花绒膜片和纤维球对流。方案2,混合腔的顶部上开有第三进料口,第三进料口用于添加雪花绒膜片和纤维球。从而利用雪花绒膜片和纤维球的重力,提高两者的混合程度。方案3,在方案2的基础上,混合腔的底部还开有进风口,从而利用进风口吹入的风增加雪花绒膜片和纤维球的混合程度。混合腔内吹入的风优选为热风,从而利用热风让雪花绒膜片和纤维球的表面变软,增加两者之间的摩擦强度,进而提高混合的均匀性。混合腔的侧壁上开有出料口,出料口通过管道连接填充机。
[0033]
类羽绒填充物生产线,还包括吹塑机,吹塑机的出料口连接撕碎机的进料口,进一步优选通过传送带连接。可以通过向吹塑机内添加塑料颗粒来生产塑料薄膜。传送带可拉大两者设备的距离,使塑料薄膜能够得到冷却,从而避免塑料薄膜粘连刀辊。可以传送带和撕碎机的连接处设有液氮喷嘴,液氮喷嘴朝向撕碎机,从而利用液氮进一步降低塑料薄膜的温度,使塑料薄膜变脆,从而更容易被撕碎且碎的更均匀、碎的方向更丰富。为了降低成本,可以用低温空气代替液氮,还可以通过在传送带上设制冷片来对塑料薄膜进行降温。
[0034]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1