多层股的袋装弹簧组件的制作方法
本发明涉及一种用于多层股的袋装弹簧组件的机器以及一种组装多层股的袋装弹簧的方法。
背景技术:
1、在床上用品或座椅产品中,已知使用弹簧芯的多层结构,例如包括多层袋装弹簧。例如,de 102010060b4记载了一种具有第一层弹簧元件和第二层弹簧元件的弹簧芯。这两层中的每一层都由多排彼此固定的弹簧元件组成。此外,这两层可以通过例如胶合方式彼此固定。两层的弹簧元件可以具有不同的特性,从而调整弹簧芯的整体特性。
2、然而,这种多层弹簧芯的制造通常是相当费力的过程,并且在将层彼此连接时可能需要手动干预。wo 2015/004154a1记载了一种制造弹簧芯的方法,其中多股袋装弹簧通过胶合自动地彼此上下连结。然而,这种通过胶合的连结会以不理想的方式改变袋材料的特性,例如在柔韧性或渗透性方面。
3、因此,需要能够有效地形成袋装弹簧的多层结构的技术。
技术实现思路
1、本发明提供根据权利要求1所述的机器、根据权利要求10所述的方法以及根据权利要求14所述的弹簧芯单元。从属权利要求限定其他实施例。
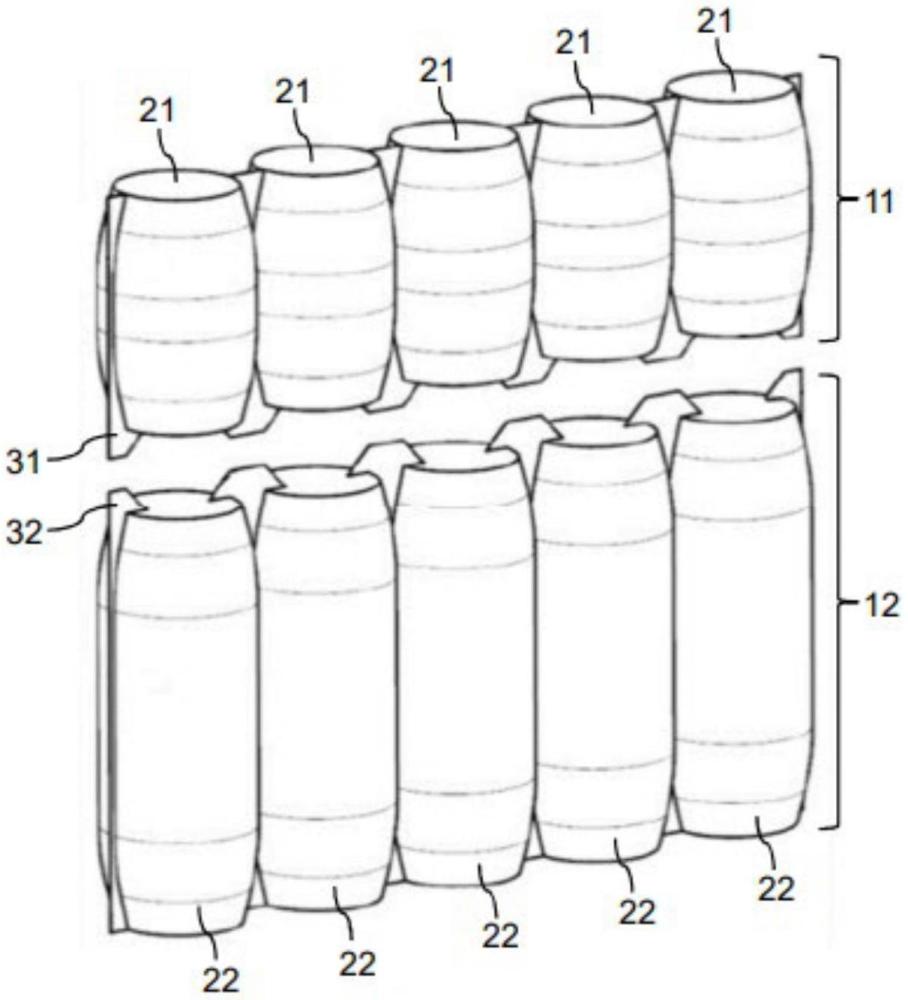
2、因此,本发明的实施例提供一种用于形成多层股的袋装弹簧的机器。所述机器包括用于接收第一股的袋装弹簧和第二股的袋装弹簧的对准机构。对准机构被构造为将第一股的第一袋装弹簧与第二股的第二袋装弹簧以同轴的方式对准。以此种方式进行的对准使得第一袋装弹簧的端部处的袋材料的第一接缝部分与第二袋装弹簧的相对端部处的第二接缝部分重叠。例如,接缝部分可以是所谓的“猪耳”,当用围起的弹簧封闭袋时,这些“猪耳”形成在袋材料中。此外,所述机器包括被构造为将第一接缝部分焊接至第二接缝部分的焊接机构。因此,第一股与第二股之间的连接可以通过焊接有效地形成,而不需要额外的材料或化学品来形成连接。
3、根据一个实施例,焊接机构基于第一接缝部分与第二接缝部分在砧座与焊接工具之间的焊接。例如,焊接机构可以基于超声波焊接,并且焊接工具可以是超声波焊头。
4、根据一个实施例,砧座接合在第一股的第一袋装弹簧与相邻袋装弹簧之间以及在第二股的第二袋装弹簧与相邻袋装弹簧之间。这样,砧座可以支撑第一袋装弹簧与第二袋装弹簧的对准。
5、根据一个实施例,砧座安装在轮上,轮的旋转导致第一股和第二股在机器的输入端与输出端之间的输送。这样,砧座可以有效地有助于将第一股和第二股输送到机器中以及将多层股输送出机器。通过将砧座安装在轮上,砧座将沿圆形轨迹移动,这使得能够有效地将砧座的运动结合起来,以接合在相邻的第一袋装弹簧与第二袋装弹簧之间,以在砧座接合在相邻的第一袋装弹簧与第二袋装弹簧之间的同时输送所述股,然后从相邻的第一袋装弹簧与第二袋装弹簧之间脱离。
6、根据一个实施例,机器还包括安装在轮上的支撑元件。支撑元件可以被构造为接合在第一股的第一袋装弹簧与相邻袋装弹簧之间以及在第二股的第二袋装弹簧与相邻袋装弹簧之间。支撑元件可以例如在轮的径向方向上和/或在轮的周向方向上是可调节的。这样,支撑元件可以被调节以适应并可靠地支撑不同尺寸的第一袋装弹簧和第二袋装弹簧。支撑元件可以包括用于第一股的第一对支撑元件和用于第二股的第二对支撑元件。第一对中的第一支撑元件可以支撑第一股的第一袋装弹簧,而第一对中的第二支撑元件支撑第一股的相邻袋装弹簧。类似地,第二对中的第一支撑元件可以支撑第二股的第一袋装弹簧,而第二对中的第二支撑元件支撑第二股的相邻袋装弹簧。支撑元件可以具有平行于袋装弹簧元件的轴线延伸的叶片形状。
7、根据一个实施例,对准机构被构造为将第一股的多个第一袋装弹簧中的每一个与第二股的多个袋装弹簧中的相应一个对准,以使得对于每一对第一袋装弹簧和相应第二袋装弹簧来说,第一袋装弹簧的端部处的袋材料的第一接缝部分与相应第二袋装弹簧的端部处的第二接缝部分重叠。因此,在焊接重叠的接缝部分之前,可以形成多对对准的第一袋装弹簧和第二袋装弹簧。在这种情况下,焊接过程可以平行进行。为此,焊接机构可以包括与多个砧座协作的多个焊接工具。多个焊接工具中的每一个都可以被构造为与多个砧座中的一个砧座协作,以焊接相应一对对准的第一袋装弹簧和第二袋装弹簧的重叠的第一接缝部分和第二接缝部分。砧座可以接合在相邻成对的对准的第一袋装弹簧与第二袋装弹簧之间,并且砧座可以安装在轮上。如上所述,轮的旋转可以导致第一股和第二股在机器的输入端与输出端之间的输送。
8、根据一个实施例,多个焊接工具中的每一个焊接工具都设有驱动机构,所述驱动机构用于驱动焊接工具相对于相应砧座的移动。在上述将砧座安装在轮上的情况下,焊接工具可以相对于轮的旋转中心沿径向方向移动。
9、根据一个实施例,对准机构包括第一引导构件和第二引导构件,第一引导构件用于引导第一股的袋装弹簧朝向焊接机构的输送,第二引导构件用于引导第二股的袋装弹簧朝向焊接机构的输送。第一引导构件和第二引导构件可以以一角度朝向第一股的第一袋装弹簧和第二股的第二袋装弹簧对准的位置会聚。这样,可以实现第一接缝部分和第二接缝部分以精确且可控的方式重叠。
10、本发明的另一个实施例提供一种形成多层股的袋装弹簧的方法。所述方法例如可以由根据上述实施例中任一个实施例所述的机器来执行。所述方法包括接收第一股的袋装弹簧和第二股的袋装弹簧。当被接收时,第一股和第二股可以例如由上述引导构件引导。此外,所述方法还包括将第一股的第一袋装弹簧与第二股的第二袋装弹簧以同轴的方式对准,以使得第一袋装弹簧的端部处的袋材料的第一接缝部分与第二袋装弹簧的端部处的第二接缝部分例如使用上述对准机构而重叠。此外,所述方法还包括将第一接缝部分焊接至第二接缝部分,例如,使用上述焊接机构来焊接。
11、在所述方法中,第一接缝部分和第二接缝部分的焊接可以基于第一接缝部分和第二接缝部分在砧座与焊接工具之间的焊接。砧座可以接合在第一股的第一袋装弹簧与相邻袋装弹簧之间以及在第二股的第二袋装弹簧与相邻袋装弹簧之间。在一些情况下,砧座可以安装在轮上,并且所述方法还可以包括轮旋转以输送第一股和第二股。
12、根据一个实施例,所述方法可以包括将第一股的多个第一袋装弹簧中的每一个与第二股的多个袋装弹簧中的相应一个对准,以使得对于每一对第一袋装弹簧和相应第二袋装弹簧来说,第一袋装弹簧的端部处的袋材料的第一接缝部分与相应第二袋装弹簧的端部处的第二接缝部分重叠。然后,通过使用与多个砧座协作的多个焊接工具,可以将多对对准的第一袋装弹簧和第二袋装弹簧的重叠的第一接缝部分和第二接缝部分焊接在一起。
13、本发明的又一个实施例提供一种弹簧芯单元。弹簧芯单元可以通过上述机器或方法来制造,优选地全自动制造。弹簧芯单元包括至少一个多层股的袋装弹簧,所述多层股至少包括第一股的袋装弹簧和第二股的袋装弹簧。第一股的至少一个第一袋装弹簧以同轴的方式与第二股的相应第二袋装弹簧对准,以使得第一袋装弹簧的端部处的袋材料的第一接缝部分与相应第二袋装弹簧的相对端部处的第二接缝部分重叠。第一接缝部分被焊接至第二接缝部分以将第一股连接至第二股。
14、根据一个实施例,弹簧芯单元可以包括多个多层股的袋装弹簧,所述多层股中的每一股都至少包括第一股的袋装弹簧和第二股的袋装弹簧。在多个多层股中的每一股中,第一股的至少一个第一袋装弹簧以同轴方式与第二股的相应第二袋装弹簧对准,以使得第一袋装弹簧的端部处的袋材料的第一接缝部分与相应第二袋装弹簧的端部处的第二接缝部分重叠,并且第一接缝部分被焊接至第二接缝部分以将第一股连接至第二股。在这种情况下,多个多层股中的至少一些可以在第一股的袋装弹簧的至少一个特性和/或第二股的袋装弹簧的至少一个特性方面彼此不同。例如,多个多层股可以在一个或多个特性方面不同,这些特性选自第一股的袋装弹簧的高度、第二股的袋装弹簧的高度、第一股的袋装弹簧的弹簧常量、第二股的袋装弹簧的弹簧常量、第一股的袋装弹簧的形状以及第二股的袋装弹簧的形状。通过具有这样的多个多层股,弹簧芯单元可以有效地提供具有定制特性的多个区域。另外或作为替代,多个多层股中的至少一些可以在层数方面彼此不同,即,上下相互连接的袋装弹簧的股的数量不同。
15、另外或作为替代,弹簧芯单元可以包括至少一个多层股的袋装弹簧,所述至少一个多层股的袋装弹簧包括第一股的袋装弹簧、第二股的袋装弹簧和第三股的袋装弹簧。这些弹簧的连接方式与上述第一股和第二股的连接方式相同。也就是说,第一股的至少一个第一袋装弹簧以同轴方式与第二股的相应第二袋装弹簧和第三股的相应第三袋装弹簧对准,使得第一袋装弹簧的端部处的袋材料的第一接缝部分与相应第二袋装弹簧的端部处的第二接缝部分重叠,并且相应第二袋装弹簧的另外端部处的袋材料的第三接缝部分与相应第三袋装弹簧的端部处的第四接缝部分重叠。第一接缝部分被焊接至第二接缝部分以将第一股连接至第二股,并且第三接缝部分被焊接至第四接缝部分以将第二股连接至第三股。以类似的方式,至少一个多层股还可以设置有四层或更多层,这些层由彼此在顶部连接的袋装弹簧的股形成。
- 还没有人留言评论。精彩留言会获得点赞!