型材角码、型材拼角组件及门窗框架的制作方法
本技术涉及型材装配,具体涉及一种应用于门窗框架型材拼角组合时的型材角码。
背景技术:
1、现有应用于型材拼接的型材角码在使用时注胶不均匀,胶容易走进角码型腔内,同时角码没有出胶口,靠时间控制,容易出现未注满或浪费胶现象;且角码没有定位,容易错角,角码装配凹槽没有与螺钉紧配,螺钉容易后仰、松动。
2、因此需要提供一种容易注胶、注胶方便均匀、控量容易、装配定位稳固的型材角码。
技术实现思路
1、本技术的目的在于提供一种设计合理、使用方便,且注胶均匀的型材角码,胶不容易走进角码型腔内。
2、本技术的目的还在于提供一种设计合理、使用方便,注胶固定安装操作简便的型材拼角组件及应用该组件的门窗框架。
3、为实现本技术目的,提供以下技术方案:
4、本技术提供一种型材角码,其包括角码主体,所述角码主体包括相连接的第一角码支架和第二角码支架,所述第一角码支架和第二角码支架上分别开设有装配孔,所述角码主体还设有注胶凹槽,所述型材角码外表面设有第一导流槽,所述第一导流槽连通所述注胶凹槽与所述装配孔。型材角码
5、本技术型材角码通过注胶凹槽与装配孔直接连通进行注胶,注胶流道主要在角码主体外面,胶不会流进去角码腔体里面,减少胶的浪费,注胶精准,门窗框架安装更牢固紧密。具体的,所述注胶凹槽设置在所述角码主体的外表面。更具体的实施方式中,所述注胶凹槽设置在所述第一角码支架和第二角码支架连接的转角外侧。其他一些实施方式中,所述注胶凹槽还可以设置在所述第一角码支架和/第二角码支架外表面,尤其是可以设置在接近所述第一角码支架和第二角码支架连接处的外表面。
6、一些实施方式中,所述型材角码还包括设置于所述角码主体两侧的第一导流片、第二导流片,所述第一导流片和所述第二导流片中至少一个的外侧设有所述第一导流槽,所述第一导流槽与所述注胶凹槽连通,所述注胶凹槽与所述装配孔通过所述第一导流槽相连通。
7、一些实施方式中,所述注胶凹槽设置在所述第一角码支架和第二角码支架连接处的外侧,注胶可以首先直接填满连接处所需注胶的位置;或所述注胶凹槽设置在所述第一角码支架和/第二角码支架外表面上且接近所述第一角码支架和第二角码支架连接处,注胶可以顺利快速流至连接处所需注胶的位置。
8、一些实施方式中,所述第一导流片、第二导流片外形与第一角码支架和第二角码支架的侧面外形相匹配,所述第一导流槽形成在第一导流片和/或第二导流片上,其一端连接所述注胶凹槽,另一端延伸至型材角码底部。具体一些实施方式中,所述第一角码支架和第二角码支架互成角度相连接,所述第一导流片、第二导流片的外形也相应存在转角,所述第一导流槽形成在第一导流片和/或第二导流片的转角处,其一端连接所述注胶凹槽,另一端延伸至型材角码底部。第一导流槽可以有效引导多出来的注胶流到角码底部,且避免溢流到角码腔体内。
9、一些实施方式中,所述型材角码还包括设置于所述角码主体两侧的第一导流片、第二导流片,在所述装配孔所在一侧的角码主体表面,所述第一导流片和所述第二导流片外轮廓大于所述角码主体外轮廓,在所述装配孔所在一侧的角码主体表面上位于所述第一导流片和所述第二导流片之间形成有第二导流槽,所述注胶凹槽与所述装配孔通过所述第二导流槽相连通。在其他一些实施方式中,也可以不设置第一导流片、第二导流片,或者说本技术关于导流作用的结构可以不直接与所述第一导流片、第二导流片相关,所述注胶凹槽与所述装配孔可以直接通过所述角码主体表面连通,所述表面连通的这个通道也可以作为前述的第一导流槽起作用,注胶基本上也不会流进角码腔体里面;而设置第一导流片、第二导流片及其轮廓大于所述角码主体,也就是在所述装配孔所在一侧的角码主体表面上,两侧的第一导流片、第二导流片相对高于所述装配孔所在一侧的角码主体表面,则进一步的可以将注胶限定在角码主体表面从所述注胶凹槽流动至所述装配孔,减少向两侧溢胶情况。在这里,为了区分不同结构名称,将可以起导流作用的所述装配孔所在一侧的角码主体表面称为第二导流槽,更进一步的,是指现定于所述第一导流片、第二导流片之间的角码主体表面;其他具体实施例中,所述第二导流槽还可以是在所述装配孔所在一侧的角码主体表面开设的凹槽,所述凹槽连通所述注胶凹槽与所述装配孔。该第二导流槽结构的设置也可以将注胶导引至相连通的装配孔,直至注胶溢出时所述注胶量基本也可满足要求。一些实施方式中,所述装配孔处设有出胶槽,所述出胶槽与所述装配孔相连通。设置出胶槽可以有助于视察注胶量是否足够,当出胶槽溢出胶时则表明注胶已满,可停止注胶。在其他一些实施方式中,也可以不设置出胶槽,可以根据角码型号、大小及其对应的装配孔尺寸等进行注胶控量,具体应用中,使用者可根据对应产品型号已经测定的注胶量指引进行注胶。在其他一些实施方式中,也可以不设置出胶槽,而是借助与装配孔相配合的装配件进行出胶,具体的,所述装配件可以采用空心螺钉,所述装配孔为相配合的螺孔,所述空心螺钉的中空通道与所述第一导流槽及所述注胶凹槽连通,注胶填充注胶凹槽,待注胶量充分时会通过第一导流槽溢流至所述空心螺钉的中空通道,然后溢出。
10、一些实施方式中,所述第一角码支架和第二角码支架设有贯穿两侧的定位口,所述第一导流片、第二导流片上分别设有与所述定位口相配合的定位凸棱。具体的,所述定位凸棱外型与所述定位口紧密配合,可防止多余的较流入角码腔体中。
11、一些实施方式中,所述第一导流片、第二导流片上分别设有膨胀块,所述角码主体在所述装配孔下方设有容置所述膨胀块的容腔,且所述容腔与所述装配孔连通,在所述第一导流片、第二导流片装配在所述角码主体两侧时,所述膨胀块容置于所述容腔内。所述膨胀块的设置,在装配时在角码主体内均匀膨胀,角码可以向两边均匀张开,拼角更加紧,安装时,螺钉打进去,拼角就会自动持平,更牢固紧密。其他一些实施方式中,也可以不设置膨胀块。
12、一些实施方式中,所述第一角码支架和第二角码支架上分别设有装配凹槽,且所述装配孔设置于所述装配凹槽中。
13、在一些实施方式中,所述装配件采用膨胀螺钉或销钉,所述装配孔对应设置为螺钉孔或销钉孔。
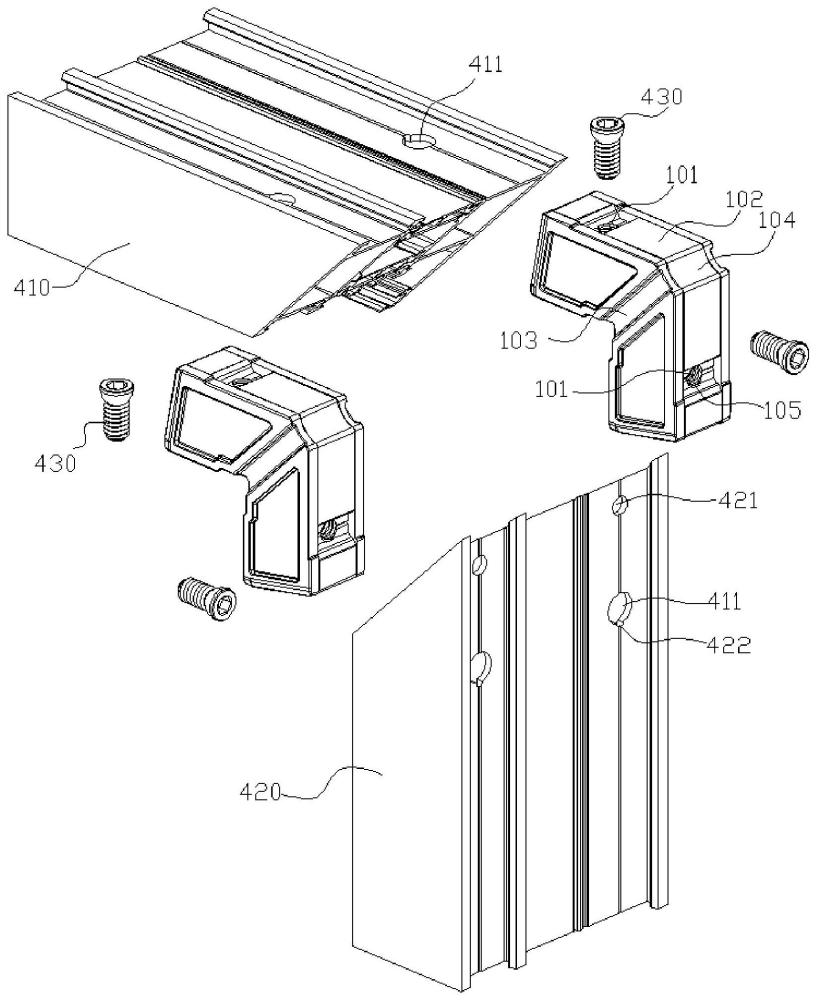
14、本技术还提供一种型材拼角组件,其包括互成角度拼接的第一型材和第二型材,以及如上所述的型材角码,所述型材角码安装在所述第一型材和第二型材的型材腔内,所述第一型材和第二型材上设有装配开口,所述型材角码的装配孔分别与所述第一型材和第二型材的装配开口相对应,并通过装配件进行装配固定,所述第一型材或第二型材上还设有与所述注胶凹槽相对应的注胶口。
15、一些实施方式中,所述第一型材或第二型材上还与所述装配孔位置相对应的出胶口。具体一些实施方式中,所述型材角码的装配孔处设有与所述装配孔相连通的出胶槽,所述第一型材或第二型材上还设有与所述型材角码的出胶槽相对应的出胶口。另一些实施方式中,所述装配件采用空心螺钉,所述装配孔为相配合的螺孔,所述空心螺钉的中空通道与所述第一导流槽及所述注胶凹槽连通,所述第一型材或第二型材上还设有与所述型材角码的空心螺钉相对应的出胶口。
16、本技术还提供一种门窗框架,其包括如上所述的型材拼角组件。
17、对比现有技术,本技术具有以下优点:
18、本技术型材角码通过注胶凹槽与装配孔连通进行注胶,注胶流道主要在角码主体外面,胶不会流进去角码腔体里面,减少胶的浪费,注胶精准,门窗框架安装更牢固紧密。
19、本技术型材角码在角码主体两侧设有第一导流片和第二导流片,可进一步对注胶流向进行导引;导流片设有两膨胀块,可以镶嵌在角码主体里面,膨胀均匀,拼角更加紧,安装时,螺钉打进去,角码可以向两边均匀张开,拼角就会自动持平,更牢固紧密。
20、此外,所述导流片设有定位凸棱外型与角码主体上的定位口紧密配合,形成密封结构,注胶的时候,胶不会流进去角码腔体里面,进一步减少胶的浪费。
- 还没有人留言评论。精彩留言会获得点赞!