一种具有圆柱面与螺旋柱面合围流道的即热式加热器
本发明整体涉及用于即热式或速热式饮水机。更具体地讲,本发明涉及即热式或速热式饮水机沸水连续制备方法中加热部件。
背景技术:
1、即热式或速热式饮水机,是一种安全、环保、快捷的即开即热型饮水机,其显著特点是:即用即热,无需等待;待机无功耗,节能省电;克服死水、千滚水等问题;体积小巧、外观时尚、节省空间等。
2、通常,即热式或速热式饮水机工作原理是利用控制模块控制流量调节器工作,向速热式加热管内部不断地注入冷水,同时控制模块开启加热管的加热功能,冷水流过加热管内部流道的同时就被加热了,流出的就是热水。热水制备过程,通常包括以下步骤:检测饮水机管路内是否有水;如果管内处于缺水状态,则先开启流量调节器注水直至充满,然后开启加热器;以出水温度检测值为反馈量,通过闭环控制加热器或流量调节器,实现所需温度的热水连续制备。
3、即热式或速热式饮水机可连续制备的最高热水温度一般低于沸点温度1℃~5℃,原因在于,若要连续制备沸水,制备系统必须实现闭环控制,而沸水实质上是一种汽液两相物,在加热功率变化时,亦会导致沸水的汽化率产生剧烈变化,从而无法实现系统的有效控制,进而使得即热式或速热式饮水机沸水的稳定连续制备困难。
4、为解决以上缺陷,本发明公开了一种具有圆柱面与螺旋柱面合围流道的即热式加热器,其主要特征在于加热管内的液体流道为一种圆柱面与螺旋柱面合围流道,该流道截面的厚度随方向角变化,当液体流经加热流道处于沸腾状态时,流经较小截面厚度的液体首先汽化,而流经较大截面的液体仍然保持液态,汽态与液态混合物的比例大小(即汽化率),可通过改变加热功率或液体流速实现稳定调节,增加了即热式加热器沸水连续制备过程的可控性。
技术实现思路
1、本发明的目的是指针对现有技术的不足,提供一种具有圆柱面与螺旋柱面合围流道的即热式加热器。本发明所采用的技术方案如下:
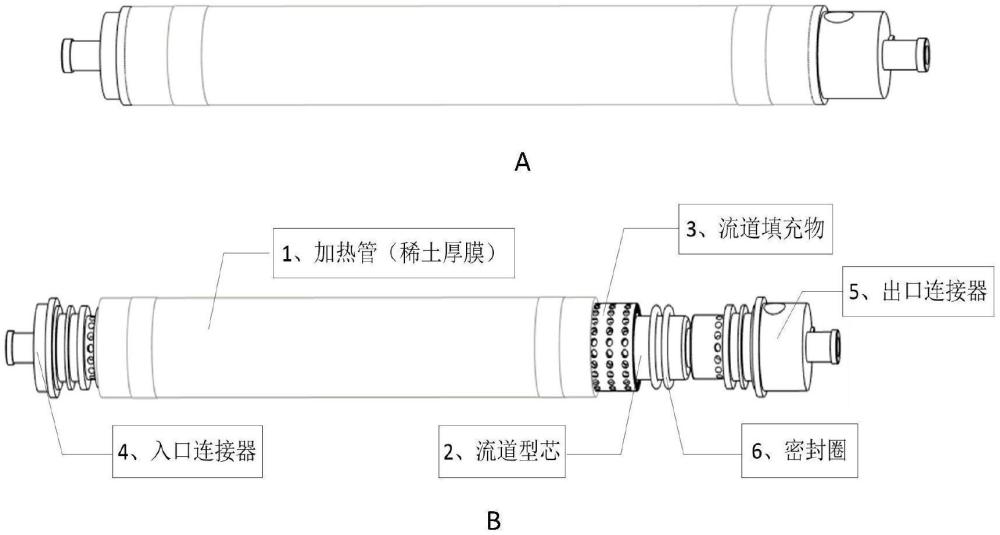
2、本发明所述的具有圆柱面与螺旋线柱面合围流道的即热式加热器(以下简称合围流道加热器),由以下零部件组成:加热管1、流道型芯2、流道填充物3、入口连接器4、出口连接器5和密封圈6。安装时,流道型芯2需插入到加热管1内部,两者之间合围形成的流道间隙即为所述圆柱面与螺旋线柱面合围的液体流道,流道间隙内部充塞流道填充物3,加热管1和流道型芯2的一端固定于所述的入口连接器4,另一端固定于所述的出口连接器5,固定时皆需沿着轴向对准安装,所述的加热管1和所述的入口连接器4、出口连接器5之间使用密封圈6密封。本发明的实施案例如图1所示,其应用案例如图2所示。
3、所述合围流道加热器的工作原理:外部供液管路与所述的入口连接器4连接后,外部液体即可流入所述的合围流道加热器,并在其内部的合围流道内流动。由于流道内存在流道填充物3,液体总体流动相当于在多个不同厚度的微流道内并行独立流动,并从所述的出口连接器5流出。所述的加热管1施加电源后,所有合围流道内的流动液体同时得到加热,由于流道填充物3具有高导热系数特性,同方向角的微流道内液体加热均匀,但是不同方向角的微流道厚度并不相同,故在确定时间间隔内,流经不同厚度微流道的液体温升是不同的。选择适当的液体流量和加热功率,使得所述即热式加热器工作于如下状态(如图4所示):流经较薄微流道的液体达到沸腾点,而流经较厚微流道的液体尚未达到沸腾点,两者在出口连接器5处混合,即可连续制备汽液两相物,且其汽化率可通过液体流量或加热功率予以调节。
4、所述加热管1,是所述合围流道加热器的加热功能部件,采用管状体结构,基材采用导热性能优良的金属或玻璃管材,其内径r取值范围:5~50mm;所述加热管1的长径比l/r的取值范围:2.5~25;所述加热管1的热功能材料涂覆于管壁外表面,涂覆区的单位面积热功率σ稳定均匀,且σ取值范围:7~70w/cm2。热功能材料为现有功能材料。
5、所述流道型芯2,采用柱状体结构,其垂直截面上闭合轮廓曲线是由两段阿基米德螺旋线相交围合而成,满足以下极坐标方程:
6、
7、式中,ρ(θ)表示极坐标下闭合轮廓曲线螺旋线方程,其由i段螺旋线(θ∈[0,θ])和ii段螺旋线(θ∈[θ,2π])围合成闭合曲线,两段螺旋线的相交点分别为θ=0和θ=θ两个角度位置,分别称螺旋近点和螺旋远点,其中θ取值范围为0.5π~1.5π,优选取θ=π;a1和b1为i段螺旋线方程的曲线参数,a2和b2为ii段螺旋线方程的曲线参数,且它们满足如下关系:a1>0,b1>0;取所述加热管1横截面的圆心作为极坐标原点,把所述流道型芯2插入到所述加热管1内后,两者之间形成的流道间隙即是所述加热器的合围流道,流道间隙为δ(θ)=r-ρ(θ),r为加热管1内径,其满足如下要求:螺旋近点的流道间隙δ(0)与加热管1内径r的比满足:δ(0)/r≤2/3;螺旋远点的流道间隙δ(θ)与近点的流道间隙δ(0的比值满足:δ(θ)/δ(0)≤0.95。所述流道型芯2可采用金属(如铜、不锈钢和铝等)或耐高温塑料(如聚四氟乙烯、尼龙等)材料制造。
8、所述流道填充物3,是用于填充所述加热管1与所述流道型芯2之间合围流道间隙的疏松状导热材料,其导热系数≥50w/(m·℃);孔隙率:75%~98%;孔径:0.1~5mm。所述流道填充物3可采用金属(如铜、不锈钢和铝等)材料制造。
9、所述入口连接器4,是用于连接外部供液管路,并对输入的液体进行所述加热管1内的径向流量分配,可采用耐高温塑料(如尼龙、聚四氟乙烯等)或金属(如铜、不锈钢和铝等)材料制造。
10、所述出口连接器5,是用于连接外部出液管路,将汽态物与液态物混合形成稳定的汽液两相物排出所述的合围流道加热器,其可采用耐高温塑料(如尼龙、聚四氟乙烯等)或金属(如铜、不锈钢和铝等)材料制造。
11、所述密封圈6,是用于所述加热管1与所述的入口连接器4、出口连接器5之间的密封,可采用耐高温橡胶(如硅橡胶等)材料制造。
12、所述合围流道加热器处于沸水连续制备的工作状态时,其汽化率μ(p,f)与液体流量f和加热功率p之间的关系,可由以下经验公式近似表达:
13、
14、式中,μ0为标定液体流量f0和标定加热功率p0条件下的标定汽化率,k为变换的经验系数,经验系数的影响因素包括:加热管内径r、流道型芯参数(a1,b1,a2,b2,θ)、液体的初始温度和沸腾点等。
15、所述的合围流道加热器,可工作于串联或并联模式。所谓串联模式,是指将多个所述的合围流道加热器通过液体管路连接起来,即前一级加热器的出水端连接到后一级加热器的入水端,其中前面几级加热器主要用于液体升温,最后一级加热器则用于制备确定汽化率的汽液两相物。串联模式主要用于输入液体温度过低时,单级加热器无法实现汽液两相物制备的情况。所谓并联模式,是指将多个所述的合围流道加热器入水端和出水端分别并联连接,所有合围流道加热器都同时制备确定汽化率的汽液两相物。并联模式主要用于提高汽液两相物的总体产量。
16、本发明有益效果如下:
17、本发明能够用于即热式或速热式饮水机沸水连续制备系统中,可有效解决因沸水汽化率产生剧烈变化而导致的控制系统失衡,甚至“炸管”问题,增强了即热式加热器沸水连续制备系统的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!