一种利用激光跟踪仪对机床设备地脚螺栓定位灌浆的方法与流程
[0001]
本发明涉及一种利用激光跟踪仪对机床设备地脚螺栓定位灌浆的方法。
背景技术:
[0002]
目前在需要基础灌浆的机床设备安装过程中,国内所有机床生产厂家地脚螺栓灌浆固定都采用同一种方法,即先将地脚螺栓安装在机床床身上,再将其吊运至地基基础上,地脚螺栓落入灌浆孔内后,对床身垫钢板进行粗调平,确定位置后对灌浆孔进行灌浆。
[0003]
由于地基精度问题,地基平面度、灌浆孔位置经常与安装在床身的地脚螺栓不匹配,地脚螺栓如接触到灌浆孔壁就不符合灌浆质量标准,需要反复吊运、处理地基并调整。部分机床有数个床身需要灌浆,床身之间需要保证位置精度,那么现灌浆方法很难保证床身位置精度,一般需要主床身地脚固化后调整其余床身再进行二次灌浆。如有床身阻挡不能直接灌浆的灌浆孔,则需要待混凝土凝固后将床身调离,进行再次灌浆。灌浆后由于基础变化,需要再次对床身进行粗调。
[0004]
综上所述,国内现机床设备安装地脚螺栓定位灌浆方法有很大缺陷,主要整理如下:
[0005]
1.灌浆程序复杂,工作难度大。
[0006]
2.安装周期长,机床安装约三分之一的时间需要浪费在灌浆和粗调。
[0007]
3.地脚螺栓位置精度不易控制,容易发生由于地基固定原因导致的机床精度超差,造成难以补救的后果。
[0008]
4.部分大型机床设备安装时,灌浆料固化强度达到80%后就开始吊运床身,准备再次灌浆,反复吊运易造成地脚螺栓基础稳定性差。
[0009]
5.由于灌浆工作发生的的大型部件反复吊运存在一定的安全隐患。
技术实现要素:
[0010]
本发明提供一种利用激光跟踪仪对机床设备地脚螺栓定位灌浆的方法,实现地脚螺栓定位的数字化测量,通过测量点与理论坐标位置比对,明确调整方向和大小,以提高机床设备地脚螺栓定位灌浆的质量和效率,大幅度缩短机床安装周期。
[0011]
本发明包括如下步骤:
[0012]
1)将激光跟踪仪架设在地基便于测量所有地脚螺栓的位置上,确定地基基准,建立与模型一致的坐标系;
[0013]
2)将地脚螺栓(8)插入特制调整垫铁(5),地脚螺栓(8)下端通过定位环及顶丝(6)定位并固定,将定位柱(3)从地脚螺栓(8)上端套入,并通过固定螺帽(2)拧紧固定,定位柱(3)与特制调整垫铁(5)基准面配合定位;
[0014]
3)将特制调整垫铁(5)与地脚螺栓(8)安放在机床基础(11)的灌浆孔(10)上方,调整特制调整垫铁(5)的调整螺帽(4)旋至螺杆行程中间位置,通过特制调整垫铁(5)的水平调整螺钉(7)进行水平粗调,地脚螺栓(8)不得与灌浆孔(10)内部接触;
[0015]
4)将靶球座(1)套入定位柱(3)上,激光跟踪仪通过靶球对特制调整垫铁(5)空间位置进行测量;
[0016]
5)对激光跟踪仪实际测量点坐标与理论坐标出现的偏差进行实时监测,激光跟踪仪的位置反馈后,通过移动特制调整垫铁(5)平面位置和手动旋转水平调整螺钉(7)进行调整,直至激光跟踪仪所测偏差值至0.03mm内;
[0017]
6)拆除靶球座(1),继续进行机床基础其余特制调整垫铁的检测;
[0018]
7)将木框(9)安放在特制调整垫铁(5)外围,实施灌浆,并一次灌浆至木框(9)上方;
[0019]
8)待灌浆料固化后拆除固定螺帽(2)和定位柱(3);
[0020]
9)完成机床基础所有地脚螺栓灌浆固化;
[0021]
10)所有地脚螺栓固化后,机床床身基座直接安装固定在特制调整垫铁(5)上。
[0022]
所述的特制调整垫铁(5)有基准定位面,通过其上平面和内孔实现对定位柱(3)定位;特制调整垫铁(5)配备3个水平调整螺钉(7)。
[0023]
技术效果
[0024]
1.本发明可实现利用激光跟踪仪直接定位地脚螺栓并灌浆,实现调整过程中实时监控,测量点坐标随调整实时变化,减少重复调整重复测量,简化了机床地脚螺栓灌浆流程,降低了灌浆工作难度。
[0025]
2.本发明的应用可以实现地脚螺栓一次性灌浆固化,增加了地脚螺栓的稳定性,提高了灌浆质量。
[0026]
3.本发明的应用可以杜绝机床安装过程中的质量事故,提高机床床身的位置精度,保证机床安装质量。
[0027]
4.本发明可在极短时间内完成大中型机床设备的地脚灌浆,极大缩短了机床安装周期。
[0028]
5.激光跟踪仪测量精度可达到
±
(15+6l)μm,能够实现地脚螺栓高定位精度,床身安装在地脚螺栓后的位置精度直接可以达到以往床身经粗调后的精度,省去床身粗调步骤。
[0029]
6.本发明的应用可在机床设备安装过程中节约了大量的人力物力,经济效益显著。
[0030]
7.机床大部件可以一次吊运就位,减少了吊挂次数,提高安装过程中的安全性。
[0031]
8.本发明步骤简单,操作方便,易于实现,具有极大的行业推广价值。
附图说明
[0032]
图1为机床地脚垫铁定位灌浆示意图
[0033]
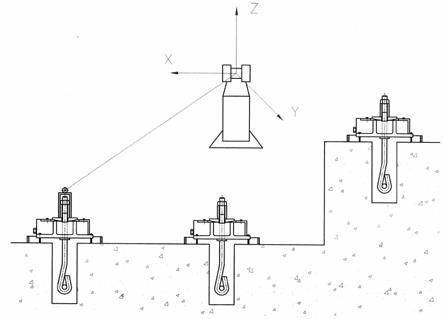
图2为激光跟踪仪测量定位示意图
[0034]
图3为地脚垫铁与床身安装示意图
具体实施方式
[0035]
如图1所示,一种利用激光跟踪仪对机床设备地脚螺栓定位灌浆的方法,具体实施步骤如下:
[0036]
1)将激光跟踪仪架设在地基便于测量所有地脚螺栓的位置上,确定地基基准,建立与模型一致的坐标系;
[0037]
2)将地脚螺栓8插入特制调整垫铁5,地脚螺栓8下端通过定位环及顶丝6定位并固定,将定位柱3从地脚螺栓8上端套入,并通过固定螺帽2拧紧固定,定位柱3与特制调整垫铁5基准面配合定位;
[0038]
3)将特制调整垫铁5与地脚螺栓8组合件安放在机床基础11的灌浆孔10上方,调整特制调整垫铁5的调整螺帽4旋至螺杆行程中间位置,通过特制调整垫铁5的水平调整螺钉7进行水平粗调,地脚螺栓8不得与灌浆孔10内部接触;
[0039]
4)将靶球座1套入定位柱3上,激光跟踪仪通过靶球对特制调整垫铁5空间位置进行测量,如图2所示;
[0040]
5)对激光跟踪仪实际测量点坐标与理论坐标出现的偏差进行实时监测,特制调整垫铁5通过激光跟踪仪的位置反馈进行三维调整,即通过移动特制调整垫铁5平面位置和手动旋转水平调整螺钉7进行调整,直至激光跟踪仪所测偏差值至允许范围内,调整到0.03mm内即可省去后续粗调机床步骤;
[0041]
6)拆除辅助工装靶球座1,继续进行机床基础其余特制调整垫铁的检测;
[0042]
7)将木框9安放在特制调整垫铁5外围,实施灌浆,并一次灌浆至木框9上方;
[0043]
8)待灌浆料固化后拆除辅助工装固定螺帽2和定位柱3;
[0044]
9)完成机床基础所有地脚螺栓灌浆固化;
[0045]
10)所有地脚螺栓固化后,机床床身基座直接安装固定在特制调整垫铁5上,如图3所示。
[0046]
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1