一种平地机的作业装置的制作方法
[0001]
本实用新型涉及机械技术领域,具体涉及一种平地机的作业装置。
背景技术:
[0002]
平地机的作业装置包括牵引架和回转圈以及铲刀体,在工作过程中,回转齿圈与固定在牵引架上的蜗轮箱驱动齿进行啮合,进而带动铲刀的回转。随着平地机使用工况的逐渐恶劣,对工作装置的带载回转能力提出了更高的要求,在工作负荷较大的情况下,齿圈极易发生冲击和磨损破坏。因此,需要有抗冲击能力强和高耐磨性能的齿圈来适应恶劣的工况。现有的平地机齿圈无法满足重载需求,多数采用回转支撑等其它结构来代替,成本较高。
技术实现要素:
[0003]
针对现有技术的不足,本实用新型的目的在于提供一种平地机的作业装置,以解决现有技术中存在的决齿圈不耐磨和抗冲击性能差的问题。
[0004]
为解决上述技术问题,本实用新型采用的技术方案为:
[0005]
一种平地机的作业装置,包括牵引架、蜗轮箱、回转圈、铲刀体和链轮齿圈;所述蜗轮箱安装在牵引架上;所述链轮齿圈固定安装在回转圈的上端;所述铲刀体安装在回转圈的下端;所述回转圈转动固定在牵引架上;所述蜗轮箱的驱动齿和链轮齿圈啮合;所述链轮齿圈的齿形为三段圆弧结构;所述圆弧为第一段圆弧、第二段圆弧和第三段圆弧;所述第一段圆弧、第二段圆弧和第三段圆弧依次平滑相接。
[0006]
进一步的,所述第一段圆弧为圆柱形状。
[0007]
进一步的,所述第一段圆弧的半径为15.25mm;第二段圆弧的半径为75mm;第三段圆弧半径为5mm。
[0008]
进一步的,所述齿形的表面硬度为45-52hrc;所述齿形的硬化层为1-3mm;所述齿形的心部硬度为210-280hb。
[0009]
进一步的,所述链轮齿圈通过整体锻造一体成型。
[0010]
进一步的,所述链轮齿圈的材料为40 cr。
[0011]
进一步的,所述铲刀体通过角位器安装在回转圈的前端。
[0012]
进一步的,所述蜗轮箱通过螺栓固定在牵引架上。
[0013]
进一步的,所述链轮齿圈通过螺钉安装在回转圈上。
[0014]
与现有技术相比,本实用新型所达到的有益效果是:
[0015]
本实用新型通过改变齿形的结构,将齿形设置为不同半径平滑相接的圆弧结构,保证了齿根的断裂强度,齿面和齿顶的啮合时间分布以及啮合应力的优化,最大限度提高了齿圈的机械性能和耐磨损性能,整体锻造的链轮齿圈保证了结构强度和整体抗冲击性能,链轮齿保证了过载能力和传递效率,抗磨损能力强。
附图说明
[0016]
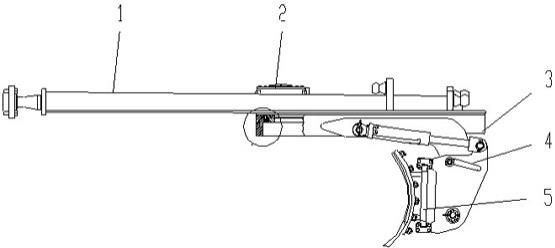
图1是本实施例的结构示意图;
[0017]
图2是链轮齿圈和回转圈的固定安装细节图;
[0018]
图3是本实例链轮齿圈的结构示意图;
[0019]
图4是链轮齿圈齿形的细节图。
[0020]
附图标记:1、牵引架;2、蜗轮箱;3、回转圈;4、角位器;5、铲刀体;6、螺钉;7、链轮齿圈;8-第一段圆弧;9-第二段圆弧;10-第三段圆弧。
具体实施方式
[0021]
下面通过具体实施例对本实用新型作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本实用新型的保护范围。
[0022]
如图1、图2、图3所示,一种平地机的作业装置,包括牵引架1、蜗轮箱2、回转圈3、铲刀体5和链轮齿圈7;蜗轮箱2安装在牵引架1上,链轮齿圈7固定安装在回转圈3的上端,蜗轮箱2的驱动齿和链轮齿圈7啮合,铲刀体5通过角位器4安装在回转圈3的下端。通过蜗轮箱2的驱动齿和链轮齿圈7啮合从而带动回转圈3旋转,最终实现铲刀体5的回转作业。回转圈3通过4个托块与牵引架1固定;托块与牵引架1通过螺栓连接,托块与回转圈3可以相对转动。
[0023]
本实用新型通过将链轮齿圈7的设置,实现了平地机作业装置的回转,蜗轮箱2用螺栓固定在牵引架1上,链轮齿圈7通过螺钉6安装在回转圈3上,铲刀体5通过角位器4装配在回转圈上3,蜗轮箱2的驱动齿与链轮齿圈7的链轮齿啮合,提供驱动力使齿圈回转,进而实现回转圈和铲刀体的回转作业。
[0024]
为了保证链轮齿圈7较高的结构强度和整体抗冲击性能,链轮齿圈7采用整体锻造式,加工工艺性能好,链轮齿圈7所选材料为40 cr,锻造工艺包括锯床下料、加热、镦粗、冲孔扩环、毛坯均热、碾环。下料毛坯称重误差不超过5kg,加热温度控制在1150 oc
ꢀ-
1200 oc
,空燃比11-12,烟气残氧量在5%以内,冲孔时偏心不超过10mm,正火温度为900 oc
,空冷。
[0025]
如图4所示,为了保证链轮齿圈7齿形的过载能力、传递效率和抗磨损能力。链轮齿圈7共设置有57个齿,齿形的尺寸是通过严密的计算和模拟,以及后期的验证试验以及修正得到的,齿形是由3段圆弧构成,包括设置在齿底位置的第一段圆弧,第一段圆弧为圆柱形状,圆柱形状的半径r1=15.25mm,依次与第一段圆弧平滑相接的第二段圆弧和第三段圆弧,第二段圆弧的半径为r3=75mm,第三段圆弧半径为r2=5mm,通过不同半径平滑相接的圆弧设置,保证了齿根的断裂强度,齿面和齿顶的啮合时间分布以及啮合应力的优化,最大限度提高了齿圈的机械性能和耐磨损性能。齿形的加工工艺为铣齿,铣齿后进行表面中频感应热处理,保证了齿面较高的硬度和合理的硬化层深,合理的心部韧性。表面硬度45-52hrc,硬化层1-3mm,心部硬度210-280hb,感应器与齿面距离为1-2mm,淬火温度为870
o
c-950 oc
,淬火介质为pag淬火液,淬火后进行回火,回火温度为180
o
c-200 oc ,保温时间为2h。
[0026]
本实用新型为解决齿圈不耐磨合抗冲击能力低的问题,提供了一种整体锻造的链轮齿圈,整体锻造保证了结构强度,避免了齿板拼接焊接带来的变形,提高了齿圈的精度和整体抗冲击性能;链轮齿保证了过载能力和传递效率,抗磨损能力强。
[0027]
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。以上仅为本实用新型的优选实例,本领域的技术人员可以根据本实用新型公开的这些技术启示
做出各种不脱离本实用新型实质的其他各种具体变形和组合,这些变形和组合仍然在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1