一种主泵蒸发器埋件安装定位方法与流程
1.本发明属于土建施工技术领域,涉及一种埋件安装定位方法,尤其涉及一种主泵蒸发器埋件安装定位方法。
背景技术:
2.核反应堆厂房的核主泵是核岛一回路系统中,用于驱动冷却剂在rcp(反应堆冷却剂系统)系统内循环流动的泵。主泵位于核岛心脏部位,用来将热水泵入蒸发器转换热能,是核电运转控制水循环的关键,埋件单个重量644kg,每个蒸汽发生器有一个主泵。主泵蒸发器埋件施工质量要求高,是核电站关键设备的基础保证。为确保安全,主泵蒸发器基础要求精度高,而基础底板由于安全性能要求,底板厚度大,钢筋直径粗、布置密集,埋件锚固筋与基础钢筋发生碰撞,使埋件不能就位,影响安装精度。目前主泵蒸发器埋件安装存在测量精度不高、经常由于钢筋施工障碍影响测量质量、工效等问题。
技术实现要素:
3.本发明提供一种主泵蒸发器埋件安装定位方法,优化了工程进度,测量工作质量稳定可靠,检查灵活、测量方便,以克服现有技术的缺陷。
4.为实现上述目的,本发明提供一种主泵蒸发器埋件安装定位方法,具有这样的特征:包括以下步骤:
5.第一步、埋件(指主泵埋件和蒸发器埋件)控制线定位,放样出埋件锚固钢筋位置;
6.第二步、对钢筋布置与锚固钢筋位置冲突部位进行图纸模拟分析,碰撞部分进行优化,调整,按优化调整后方案进行钢筋下料;
7.第三步、按优化调整方案进行现场钢筋位置放样,并按位置线进行钢筋绑扎,同时检查上下层钢筋立面度;
8.第四步、钢筋绑扎符合要求后,在钢筋面层上放样出埋件控制线;
9.第五步、在埋件四角部位立支撑角钢,用精密水准仪测量支撑角钢的高程,高程以埋件顶面高程-埋件厚度-1mm为基准,对于低于高程(即高程基准)部分分别用垫片垫设;
10.第六步、支撑角钢分别用对拉螺杆固定拉设,形成整体;
11.第七步、吊装埋件至支撑角钢上,粗略对准;
12.第八步、埋件表面高程检测,如有低于高程要求可以加垫钢垫片,符合要求后,进行位置调整;
13.第九步、设置检测工装,采用角钢,长度等于埋件宽度,中间部位设置反射标靶;
14.第十步、将全站仪设置于调整埋件的对面埋件上,测量出全站仪位置坐标后,根据坐标设置全站仪;
15.第十一步、将检测工装与埋件边对齐,测量反射标靶坐标(x,y);
16.第十二步、计算偏差值:
17.δx=(x-x0)cosα+(y-y0)sinα
18.δy=-(x-x0)sinα+(y-y0)cosα
19.x0、y0为检测埋件理论中心坐标;α为主泵/蒸汽发生器与反应堆中心旋转角度;
20.如偏差大于限差要求,进行埋件调整,调整后重复第十一、十二步,直至满足要求。埋件的所有边均按照第十一、十二步检测计算以满足要求。
21.进一步,本发明提供一种主泵蒸发器埋件安装定位方法,还可以具有这样的特征:其中,第二步中,调整方法可适应于与建筑轴线非正交的埋件位置检查调整。
22.进一步,本发明提供一种主泵蒸发器埋件安装定位方法,还可以具有这样的特征:其中,对埋件位置偏差,只允许远离反应堆中心外偏,避免混凝土后收缩影响。
23.进一步,本发明提供一种主泵蒸发器埋件安装定位方法,还可以具有这样的特征:其中,所述偏差的限差要求为2mm。
24.进一步,本发明提供一种主泵蒸发器埋件安装定位方法,还可以具有这样的特征:其中,第九步中,角钢为30
×
3角钢,反射标靶的尺寸为30
×
30mm。
25.进一步,本发明提供一种主泵蒸发器埋件安装定位方法,还可以具有这样的特征:其中,第五步,对于低于高程部分分别用垫片垫设,直至误差0.3mm以内。
26.本发明的有益效果在于:本发明提供一种主泵蒸发器埋件安装定位方法,是一种安装于的钢筋密集的核电底板上的位置检查方法。该方法包括底板钢筋位置内业调整,调整与埋件锚固钢筋有冲突的钢筋位置,主泵蒸发器埋件锚固钢筋位置放样,底板钢筋位置放样,钢筋绑扎验收合格,主泵蒸发器埋件支撑高程调整,主泵蒸发器埋件初步就位,埋件位置初步调整,埋件高程精确调整,埋件位置精确调整。
27.本发明的优点是首先将碰撞钢筋进行优化调整,避免钢筋绑扎后形成障碍,使埋件无法到位,从而产生返工,造成工期效益问题,影响质量等;通过检测工装设置、避免埋件分中点位不准确,仪器架设未调测对面埋件,测量就近,提高了精度;测设坐标,进行坐标转换计算,方便误差判断,提高工作效率和精度,同时可获得准确的检测结果,从而为埋件实际位置的调整提供了可靠依据;而且可以优选现场测量控制点,无需中心点测站,操作方便快捷,检查质量可靠,测量方便灵活,劳动效率提高,在解决主泵蒸发器安装调整检查困难的同时,有效满足了对现场施工的质量要求,与原有的检测方法相比,大大提高了检测效率。
附图说明
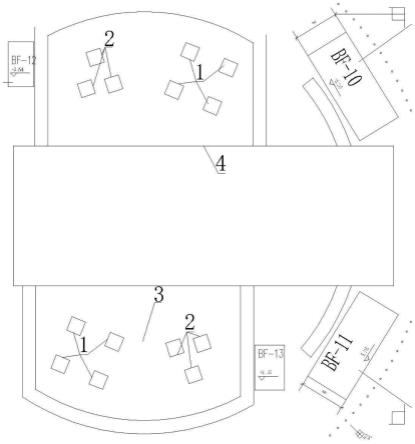
28.图1是主泵蒸发器埋件布置图,其中1是蒸发器埋件,2是主泵埋件,3是底板基础,4是水池;
29.图2是主泵蒸发器埋件位置钢筋布置图;
30.图3是主泵蒸发器埋件位置优化后钢筋布置图;
31.图4是埋件支撑架示意图,其中5是支撑角钢,6是拉设螺杆,7是支撑埋件底座,8是拉设孔;
32.图5是检测工装示意图,其中9是30
×
3角钢,10是反射标靶。
具体实施方式
33.以下结合附图来说明本发明的具体实施方式。
34.本实施例提供一种主泵蒸发器埋件安装定位方法。
35.如图1所示,本实施例有2组主泵蒸发器埋件,分别位于核反应堆-2.60m底板上,对称分布,与反应堆中心轴线成22.52
°
、18.11
°
,主泵埋件每组4块、蒸发器埋件每组3块,底板的钢筋为φ32分环向和径向上下分别三层布置,每个埋件有锚固钢筋16个,锚固钢筋为φ32。
36.主泵蒸发器埋件安装定位方法包括以下步骤:
37.第一步、埋件(指主泵埋件和蒸发器埋件)控制线定位,放出主泵22.52
°
轴线,蒸汽发生器18.11
°
轴线及与方向线垂直的控制线,放样出埋件锚固钢筋位置;
38.第二步、对钢筋布置与锚固钢筋位置冲突部位进行图纸模拟分析,碰撞部分进行优化,调整,按优化调整后方案进行钢筋下料,优化前后如图2和3所示;调整方法可适应于与建筑轴线非正交的埋件位置检查调整;
39.第三步、按优化调整方案进行现场钢筋位置放样,并按位置线进行钢筋绑扎,同时检查上下层钢筋立面度;
40.第四步、钢筋绑扎符合要求后,在钢筋面层上放样出埋件控制线;
41.第五步、在埋件四角部位立支撑角钢,用精密水准仪测量支撑角钢的高程,高程以埋件顶面高程-埋件厚度-1mm为基准,对于低于高程(即高程基准)部分分别用垫片垫设,直至误差0.3mm以内;
42.第六步、支撑角钢分别用对拉螺杆固定拉设,形成整体,如图4所示;
43.第七步、吊装埋件至支撑角上,粗略对准;
44.第八步、埋件表面高程检测,如有低于高程要求,加垫钢垫片,一般以负偏差为原则,符合1mm要求后,进行位置调整;
45.第九步、制作检测工装,采用30
×
3角钢,长度等于埋件宽度930mm,中间部位设置30mm反射标靶;
46.第十步、将全站仪设置于调整埋件的对面埋件上,测量出全站仪位置坐标后根据坐标设置架设全站仪;
47.第十一步、将检测工装与埋件边对齐,测量反射标靶坐标为(1695.5348,560.4949);
48.第十二步、计算偏差值:
49.δx=(1695.5348-1695.3640)cos(202.52
°
)+(560.4949-560.9107)sin(202.52
°
)=0.0015
50.δy=-(1695.5348-1695.3640)sin(202.52
°
)+(560.4949-560.9107)cos(202.52
°
)=0.4495
51.x0、y0为检测埋件理论中心坐标(1695.3640,560.9107);α为主泵/蒸汽发生器与反应堆中心旋转角度。
52.如偏差大于限差要求,进行埋件调整,调整后重复第十一、十二步,直至满足要求。且对埋件位置偏差,只允许远离反应堆中心外偏,避免混凝土后收缩影响。本次偏差0.0015满足偏差2mm要求,同时满足偏差外偏要求。
53.同样测出另一边点位反射标靶坐标(1695.1943,561.3203);
54.计算偏差值:
55.δx=(1695.1943-1695.3640)cos(202.52
°
)+(561.3203-560.9107)sin(202.52
°
)=0.0011
56.δy=-(1695.1943-1695.3640)sin(202.52
°
)+(561.3203-560.9107)cos(202.52
°
)=-0.4439
57.本次偏差0.0011满足偏差2mm要求,同时满足偏差外偏要求。
58.垂直方向点位反射标靶坐标(1695.7413,561.0658);
59.计算偏差值:
60.δx=(1695.7413-1695.3640)cos(202.52
°
)+(561.0658-560.9107)sin(202.52
°
)=-0.4079
61.δy=-(1695.7413-1695.3640)sin(202.52
°
)+(561.0658-560.9107)cos(202.52
°
)=0.0012
62.本次偏差0.0012满足偏差2mm要求,同时满足偏差外偏要求。
63.垂直方向另一点位反射标靶坐标(1694.9545,560.7390);
64.计算偏差值:
65.δx=(1694.9545-1695.3640)cos(202.52
°
)+(560.7390-560.9107)sin(202.52
°
)=0.4440
66.δy=-(1694.9545-1695.3640)sin(202.52
°
)+(560.7390-560.9107)cos(202.52
°
)=0.0018
67.本次偏差0.0018满足偏差2mm要求,同时满足偏差外偏要求。
68.进一步的,如果有需调整埋件,需合格后重新检测一次,以保证不受相互影响。
69.反复实践证明,本实施例的方法有效解决主泵(蒸发器)埋件检查的难题,具有以下显著优点:
70.1、结合现场施工情况,通过内业对于与锚固筋冲突制作可调平检查工具的测量方法,保证安装质量同时,大大提高了安装工作效率,具有科学性,创新性,实用性。
71.2、在保证埋件安装精度的同时,通过检测工装,减少人员、测量设备投入,实现降本增效的目的。
72.3、根据现场实际情况,通过先高程后位置调整顺序,可有效减少反复返工,避免二次操作,降低劳动强度及工作量,提高了定位效率及全面性;
73.4、有效解决高精度埋件径向、方位位置检查难题,应用灵活方便。
74.除上述实施例外,本发明还可以有其它实施方式。凡等同采用替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1