止水铜片环保型发泡剂填充施工工法的制作方法
1.本发明涉及水利建设技术领域,具体为止水铜片环保型发泡剂填充施工工法。
背景技术:
2.在水利工程建设中,混凝土施工缝的质量直接影响地下混凝土结构防渗止水。止水铜片是水工建筑物中防止结构缝渗漏的一种工程措施,因其韧性好、抗拉强度高,能承受较大变形,且具有较强抗侵蚀能力、止水时间长,生产加工时无裂纹、压折、凹坑等特点,在水利工程中得到广泛的应用。
3.目前,在工程项目实施过程中,发现在止水铜片中嵌入沥青麻绳难度非常高,费时费力,嵌填效果不理想,且会受到施工作业面的限制,影响工作效率。
技术实现要素:
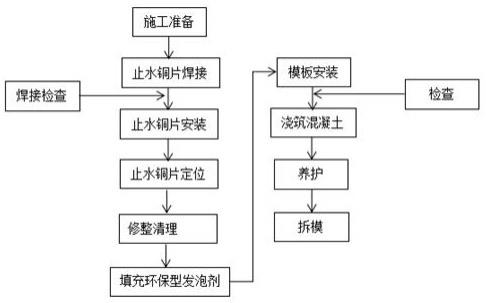
4.本发明的目的在于提供止水铜片环保型发泡剂填充施工工法,以解决上述背景技术中提出的问题。为实现上述目的,本发明提供如下技术方案:止水铜片环保型发泡剂填充施工工法,所述填充施工工法步骤如下:第一步,施工准备,首先根据设计图纸确定止水铜片的数量、规格,选用优质的环保型发泡剂,做好备料工作,然后编制专项施工方案,组织施工技术人员进行针对性学习,并在施工前对作业班组人员进行详细的技术交底;第二步,止水铜片焊接,焊前做好焊丝和焊件的清洁工作,一般用钢丝刷或砂纸去除表面油污和吸附的气体,并进行止水铜片的预热,预热温度为 400~500℃,保证在焊接处加热均匀,焊缝两侧的温度始终基本保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜;第三步,焊缝检查,焊接完成后,检查其外观质量,查看焊缝处是否平整、光洁,搭接长度是否不小于20mm,同时用煤油对焊缝接头进行渗透检验。
5.第四步,止水铜片安装,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,止水铜片的“十”字接头和“t”字形接头加工时,应严格控制焊接质量,止水铜片须按设计位置跨缝对中进行安装,并用托架、卡具定位,确保在混凝土浇筑过程中不产生变形或位移,不允许有拉筋、钢筋或其它钢结构与止水片相碰接。
6.第五步,止水铜片定位,对初步安装到位止水铜片进行精确定位,在止水铜片安装时应严格保证凹槽部位与伸缩缝位臵一致,骑缝布置;第六步,修整清理,对安装好的止水铜片进行清理,应清除“u”型槽内的砂、石、木屑等杂物,并用毛巾或风枪除去“u”型槽表面的灰尘;第七步,填充环保型发泡剂,填充前,需将泡沫填缝剂料罐上下摇晃,使罐内原料充分摇匀后,移除瓶盖倒置并旋转固定于喷枪连接口,顺时针旋转拧紧,并打开喷枪流量阀调节流量,施工时,确保罐体底部竖直向上。打开喷枪流量阀,根据施工需求调节流量阀,在
止水铜片“u”型槽内填充环保型发泡剂时,竖直方向应由下向上,水平方向应由一端顺延至另一端,应均速缓慢施工,“u”型槽内的环保型发泡剂须连续施打、一次成型、填充均匀、饱满,单向深度大于40mm(“u”型槽深度为50mm)的缝隙,不能一次性完成填充,需要分层施工,环保型发泡剂填缝施工后,待其充分固化后,对溢出部分的发泡剂,用刮刀将其修理,使其凹入“u”型槽内;第八步,模板安装,模板架立应牢固,止水片两侧模板须采用“ω”形支撑或其它支撑结构,以避免因模板变形而导致错台和漏浆;第九步,检查,模板安装好后,对模板及止水铜片的安装位置、偏差等进行检查;第十步,浇筑混凝土,混凝土浇筑过程中,禁止在止水铜片处直接下料,防止浇筑过程中,混凝土料直接冲击止水铜片,导致止其移位、变形,同时,应人工剔除止水铜片周围砼料中的大粒径骨料,在止水铜片附近振捣时,可使用软轴振捣棒或其他小型振捣器振捣密实,严禁振捣过程中防止振捣器直接触及止水铜片,导致其移位;第十一步,养护,对浇筑好的混凝土结构及时进行养护;第十二步,拆模,拆模时,应严格保护止水铜片,禁止践踏或碰撞止水铜片,应随时清理止水铜片上的污染物和杂物。
7.优选的,所述第一步中,止水铜片的数量为若干块,且若干块所述止水铜片均为纯铜,所述第二步中,焊接时,焊嘴和焊条应做均匀协调的摆动,以调节熔池的温度,确保焊接的热量适当、形状、大小保持一致,在正常气焊时,焊条与焊件表面的倾斜角度一般为 30
°
~40
°
,焊条与焊嘴中心线夹角为90
°
~100
°
,接头时应与前焊缝重叠5~10mm,确保焊缝高度合适及接头处焊缝与原焊缝的圆滑过渡,收尾时减小焊嘴倾角、加快焊接速度,避免烧穿。
8.优选的,所述第四步和第五步中,止水铜片的安装定位使用的工具包括gps和全站仪,止水铜片的安装中心线与设计控制在
±
5mm内,两侧平段倾斜须在
±
5mm内。
9.优选的,所述第十步中,大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。
10.优选的,所述第十步中,已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于 20cm。
11.优选的,所述第十步中,在浇筑混凝土时,应清除止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量。
12.优选的,所述第十一步中,养护方式可通过洒水和喷洒塑料薄膜完成。
13.优选的,所述第十二步中,清理止水铜片上的污染物和杂物使用毛巾或风枪除进行清理。
14.与现有技术相比,本发明的有益效果:1、该工法采用环保型发泡剂替代沥青麻绳,利用环保型发泡剂优良的可塑性和充填性,对止水铜片“u”型槽进行填充;2、该工法不受施工作业面的限制,狭小工作面也能快速、高效、优质的完成止水铜片“u”型槽环的填充。施工工序简单、操作简便,施工中工效有大幅度提高。
附图说明
15.图1为本发明的工艺流程图;
图2为本发明实施例一中的发泡剂填充图;图3为本发明实施例一中的发泡剂的修整清理图;图4为本发明实施例一中的发泡剂填充后效果图;图5为本发明实施例一中的混凝土浇筑后效果图;图6为本发明实施例一中的止水铜片焊接图;图7为本发明实施例一中的止水铜片检查图;图8为本发明实施例一中的止水铜片安装示意图;图9为本发明中实施例一中的主要机具设备图。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术工作人员员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.实施例一:请参阅图1至图9,本发明提供一种技术方案:止水铜片环保型发泡剂填充施工工法,所述填充施工工法步骤如下:第一步,施工准备,首先根据设计图纸确定止水铜片的数量、规格,选用优质的环保型发泡剂,做好备料工作,然后编制专项施工方案,组织施工技术人员进行针对性学习,并在施工前对作业班组人员进行详细的技术交底;第二步,止水铜片焊接,焊前做好焊丝和焊件的清洁工作,一般用钢丝刷或砂纸去除表面油污和吸附的气体,并进行止水铜片的预热,预热温度为 400~500℃,保证在焊接处加热均匀,焊缝两侧的温度始终基本保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜;第三步,焊缝检查,焊接完成后,检查其外观质量,查看焊缝处是否平整、光洁,搭接长度是否不小于20mm,同时用煤油对焊缝接头进行渗透检验。
18.第四步,止水铜片安装,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,止水铜片的“十”字接头和“t”字形接头加工时,应严格控制焊接质量,止水铜片须按设计位置跨缝对中进行安装,并用托架、卡具定位,确保在混凝土浇筑过程中不产生变形或位移,不允许有拉筋、钢筋或其它钢结构与止水片相碰接。
19.第五步,止水铜片定位,对初步安装到位止水铜片进行精确定位,在止水铜片安装时应严格保证凹槽部位与伸缩缝位臵一致,骑缝布置;第六步,修整清理,对安装好的止水铜片进行清理,应清除“u”型槽内的砂、石、木屑等杂物,并用毛巾或风枪除去“u”型槽表面的灰尘;第七步,填充环保型发泡剂,填充前,需将泡沫填缝剂料罐上下摇晃,使罐内原料充分摇匀后,移除瓶盖倒置并旋转固定于喷枪连接口,顺时针旋转拧紧,并打开喷枪流量阀调节流量,施工时,确保罐体底部竖直向上。打开喷枪流量阀,根据施工需求调节流量阀,在止水铜片“u”型槽内填充环保型发泡剂时,竖直方向应由下向上,水平方向应由一端顺延至
另一端,应均速缓慢施工,“u”型槽内的环保型发泡剂须连续施打、一次成型、填充均匀、饱满,单向深度大于40mm(“u”型槽深度为50mm)的缝隙,不能一次性完成填充,需要分层施工,环保型发泡剂填缝施工后,待其充分固化后,对溢出部分的发泡剂,用刮刀将其修理,使其凹入“u”型槽内;第八步,模板安装,模板架立应牢固,止水片两侧模板须采用“ω”形支撑或其它支撑结构,以避免因模板变形而导致错台和漏浆;第九步,检查,模板安装好后,对模板及止水铜片的安装位置、偏差等进行检查;第十步,浇筑混凝土,混凝土浇筑过程中,禁止在止水铜片处直接下料,防止浇筑过程中,混凝土料直接冲击止水铜片,导致止其移位、变形,同时,应人工剔除止水铜片周围砼料中的大粒径骨料,在止水铜片附近振捣时,可使用软轴振捣棒或其他小型振捣器振捣密实,严禁振捣过程中防止振捣器直接触及止水铜片,导致其移位;第十一步,养护,对浇筑好的混凝土结构及时进行养护;第十二步,拆模,拆模时,应严格保护止水铜片,禁止践踏或碰撞止水铜片,应随时清理止水铜片上的污染物和杂物。
20.本实施例中,所述第一步中,止水铜片的数量为若干块,且若干块所述止水铜片均为纯铜,所述第二步中,焊接时,焊嘴和焊条应做均匀协调的摆动,以调节熔池的温度,确保焊接的热量适当、形状、大小保持一致,在正常气焊时,焊条与焊件表面的倾斜角度一般为 30
°
~40
°
,焊条与焊嘴中心线夹角为90
°
~100
°
,接头时应与前焊缝重叠5~10mm,确保焊缝高度合适及接头处焊缝与原焊缝的圆滑过渡,收尾时减小焊嘴倾角、加快焊接速度,避免烧穿。
21.本实施例中,所述第四步和第五步中,止水铜片的安装定位使用的工具包括gps和全站仪,止水铜片的安装中心线与设计控制在
±
5mm内,两侧平段倾斜须在
±
5mm内。
22.本实施例中,所述第十步中,大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。
23.本实施例中,所述第十步中,已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于 20cm。
24.本实施例中,所述第十步中,在浇筑混凝土时,应清除止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量。
25.本实施例中,所述第十一步中,养护方式可通过洒水和喷洒塑料薄膜完成。
26.本实施例中,所述第十二步中,清理止水铜片上的污染物和杂物使用毛巾或风枪除进行清理。
27.本实施例中,需要进一步说明的是:(1)止水铜片裁剪加工应根据材料单进行精确下料,严禁对止水铜片进行多次切割;(2)环保型发泡剂填充止水铜片“u”型槽时应填充均匀、饱满。边缘允许偏差+5mm,对超出设计断面要求的发泡剂进行修整和清理;(3)本工法所采用的填充材料便于获取,在各建材市场均可采购到各种型号环保型发泡剂;(4)环保型发泡剂填充施工工序简单,不会释放过高的热量,无特殊气味,满足施工企业节能减排和绿色保护要求。
28.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术工作人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本
发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1