装配式预制沉箱的施工方法与流程
1.本发明涉及建筑施工技术领域,尤其涉及装配式预制沉箱的施工方法。
背景技术:
2.随着经济的发展和建设进程的加快,我国的建筑数量迅速增加,超高层、装配式建筑成为建筑行业主流。
3.预制沉箱在装配式建筑中为常见预制构件,主要应用于卫生间、厨房等湿水区位置,防渗漏要求较高,预制沉箱与主体结构连接位置为现浇混凝土,新旧混凝土交接位置易产生冷缝,造成渗漏隐患。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的问题,而提出的装配式预制沉箱的施工方法。
5.为达到上述目的,本发明采用了下列技术方案:
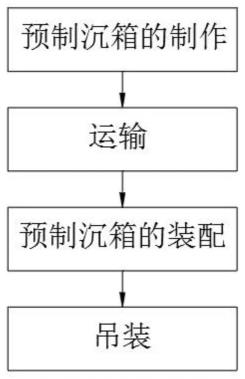
6.装配式预制沉箱的施工方法,具体包括以下步骤:
7.s1、预制沉箱的制作;
8.s2、将预制沉箱运输至施工现场;
9.s3、预制沉箱的装配,深化预制沉箱与现浇混凝土结构防渗漏节点,增加50mm宽、2mm厚止水钢板,根据预制沉箱应用现状深化设计沉箱位置新旧混凝土连接节点;
10.s4、安装时使用起重机械进行吊装,采用分段式k板保证爬架附墙支座安装,塔吊上人通道与爬架采用一体化结构。
11.作为本发明的进一步技术方案,所述步骤s3中采用bi m技术深化预制沉箱制作模型,排布止水钢板与钢筋位置,提高预制沉箱与现浇混凝土节点位置防渗漏效果,合理布局。
12.作为本发明的进一步技术方案,所述步骤s1预制构件的制作具体包括:
13.a1、清理模具,用铁铲铲掉档边模具三面残留的砼渣;
14.a2、涂脱模剂,按顺时针方向,依次用刷子在内外框模涂脱模油;用刷子在波胶、预埋件表面涂脱模油;
15.a3、钢筋、吊钉预埋;
16.a4、布料浇捣,根据模具尺寸,结构特点,使用先远后近,先窄后宽合理的布料路线;根据混凝土的下卸速度,将布料小车调整到预设的速度后保持匀速,满足布料均匀、饱满一次到位;
17.a5、后处理,用抹子抹动混凝土使混凝土浇捣平面与边模平高;
18.a6、养护,采用塑料薄膜覆盖养护,养护时要按规定的时间周期检查温度、湿度,并做好检查;
19.a7、拆模,先拆吊钉波胶,然后再拆挡边模具,最后拆边模;
20.a8、水洗,单方向按顺序水洗;
21.a9、检验及贴标签。
22.作为本发明的进一步技术方案,所述步骤a1中清理模具具体为采用顺时针方向的清理路线针对单一边模铲正面,再铲两侧面的砼渣以及模具拼接处,再用刷子清扫。
23.作为本发明的进一步技术方案,所述步骤a3中钢筋、吊钉预埋具体为:首先确认图纸的构件尺寸,根据钢筋配置方案,绑扎钢筋,将加强筋、抗裂筋、钢筋网进行绑扎,使钢筋网连为一体,再进行填埋工作。
24.作为本发明的进一步技术方案,所述步骤a5后处理具体为:检查构件表面,若有钢筋露出,通过使用抹子抹动混凝土将钢筋埋实,使混凝土浇捣平面与边模平高。
25.作为本发明的进一步技术方案,所述步骤a9具体包括:首先强度测试及拆卸内模;再对与沉箱表面检查和尺寸检查;若干均满足标准后,则粘贴标签,起吊拆除所有模具,完成沉箱生产。
26.本发明的有益效果:
27.1、预制沉箱新旧混凝土交接面深化设计阶段增加止水钢板,降低新旧混凝土交接面冷缝位置渗漏隐患。
28.2、本发明在布料浇捣过程中,根据模具尺寸,结构等特点,使用先远后近,先窄后宽等合理的布料路线;根据混凝土的下卸速度,将布料小车调整到合适的速度后保持匀速,满足布料均匀、饱满一次到位;解决预制沉箱存在的冷缝问题。
29.3、本发明的后处理和养护步骤,保证预制沉箱平整度要求,采用塑料薄膜覆盖养护,并在养护时要按规定的时间周期检查温度、湿度,并做好检查;解决避免养护不到位造成预制沉箱开裂问题。
附图说明
30.图1为本发明装配式预制沉箱的施工方法的工艺流程图;
31.图2为本发明预制沉箱的制作流程图。
具体实施方式
32.为更进一步阐述本发明为实现预定目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
33.参照图1-图2,装配式预制沉箱的施工方法,具体包括以下步骤:
34.s1、预制沉箱的制作;
35.s2、将预制沉箱运输至施工现场;
36.s3、预制沉箱的装配,深化预制沉箱与现浇混凝土结构防渗漏节点,增加50mm宽、2mm厚止水钢板,根据预制沉箱应用现状深化设计沉箱位置新旧混凝土连接节点;
37.s4、安装时使用起重机械进行吊装,采用分段式k板保证爬架附墙支座安装,塔吊上人通道与爬架采用一体化结构。
38.作为本发明的进一步技术方案,所述步骤s3中采用bim技术深化预制沉箱制作模型,排布止水钢板与钢筋位置,提高预制沉箱与现浇混凝土节点位置防渗漏效果,合理布局。
39.作为本发明的进一步技术方案,所述步骤s1预制构件的制作具体包括:
40.清理模具,用铁铲铲掉档边模具三面残留的砼渣,采用顺时针方向的清理路线针对单一边模铲正面,再铲两侧面的砼渣(模具拼接处不可遗漏),再用刷子清扫;避免台车及模具有砼渣、粘结。
41.涂脱模剂,(1)、按顺时针方向,依次用刷子在内外框模涂脱模油;(2)、用刷子在波胶、预埋件表面涂脱模油;(3)、脱模油涂抹需全面不可遗漏留死角,且要均匀不能积液;解决构件脱模后表面不平整的问题。
42.钢筋、吊钉等预埋,(1)、首先确认图纸的构件尺寸,根据钢筋配置方案,绑扎钢筋(2)、将加强筋、抗裂筋、钢筋网进行绑扎,使钢筋网连为一体。
43.布料浇捣,(1)、根据模具尺寸,结构等特点,使用先远后近,先窄后宽等合理的布料路线。(2)、根据混凝土的下卸速度,将布料小车调整到合适的速度后保持匀速,满足布料均匀、饱满一次到位;解决预制沉箱存在冷缝问题。
44.后处理,(1)、混凝土浇捣平面必需与边模平高,检查构件表面不可有钢筋露出。否则用抹子抹动混凝土将其埋实。(2)、表面处理要求按照作业指导书执行;避免预制沉箱平整度不符合要求。
45.养护,(1)、采用塑料薄膜覆盖养护。(2)、养护时要按规定的时间周期检查温度、湿度,并做好检查;避免养护不到位造成预制沉箱开裂。
46.拆模,(1)、拆吊钉波胶(2)、拆挡边模具(3)、拆边模。
47.水洗,单方向按顺序水洗(2)、控制好水洗深度。
48.检验及贴标签,(1)、强度测试及拆卸内模;(2)、表面检查;(3)、尺寸检查;(4)、成品判定;(5)、起吊拆除所有模具;避免预制沉箱尺寸存在偏差。
49.入库,(1)、合格构件在准用证盖合格检验章,不合格构件贴上“不合格”标签并记录不合格项目;(2)、准确无误的填写入库单,包括构件型号、日期、存放位置等。
50.出库运输,(1)、装车前,检查运输架是否有无损伤;(2)、在平板车上加焊运输架限位件,防止运输架在运输过程中移动或倒塌;(3)、严格按照运输安全规范和手册操作,注意安全。
51.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1