高强度声测管及其加工装置的制作方法
本技术涉及声测管,尤其涉及高强度声测管及其加工装置。
背景技术:
1、声测管是一种埋设于土壤或建筑体内部,以用于辅助检测声波的管道。
2、在声测管的实际应用中,声测管大多为塑料材质,而塑料材质的声测管在埋置过程中由于抗冲击性能低,极易出现受损的问题。因此,操作人员往往会对声测管的管壁进行加厚处理,以增加塑料声测管的抗冲击性能。
3、然而,塑料材质的声测管在实际使用中存在热胀冷缩的问题,使得声测管与埋置所在地的混凝土或土质之间极易出现缝隙,进而降低了超声波的传导通过性,影响了声测管检测声波时的应用稳定性,故有待改善。
技术实现思路
1、为了改善塑料材质的声测管应用稳定性偏低的问题,本技术提供了高强度声测管及其加工装置。
2、第一方面,本技术提供的高强度声测管采用如下的技术方案:
3、高强度声测管,包括加固基部和外接部;所述加固基部包括加固内管和设置于加固内管外周壁上的防护中管,所述外接部包括外接管,所述外接管设置于防护中管远离加固内管的侧壁上。
4、通过采用上述技术方案,由加固内管、防护中管和外接管共同组成的声测管具有结构强度高、抗冲击性能强的特性,有效减少了声测管在施工过程中出现受损的现象,提高了声测管长时间使用后的应用稳定性。
5、在一个具体的可实施方案中,所述加固内管为金属管,所述防护中管和外接管均为pvc管。
6、通过采用上述技术方案,金属制得的加固内管具有刚性高、强度高的特性,保障了声测管的结构强度和抗冲击性能;由pvc塑料制得的防护中管和外接管可降低声测管的整体重量,便于声测管运输和加工;此外,由于加固内管的加入,有效减少了声测管中的pvc含量,进而有助于减少声测管在极端温度的环境下出现热胀冷缩的现象,保障了声测管长时间应用后的稳定性。
7、第二方面,本技术还提供了高强度声测管的加工装置,其采用了如下的技术方案:
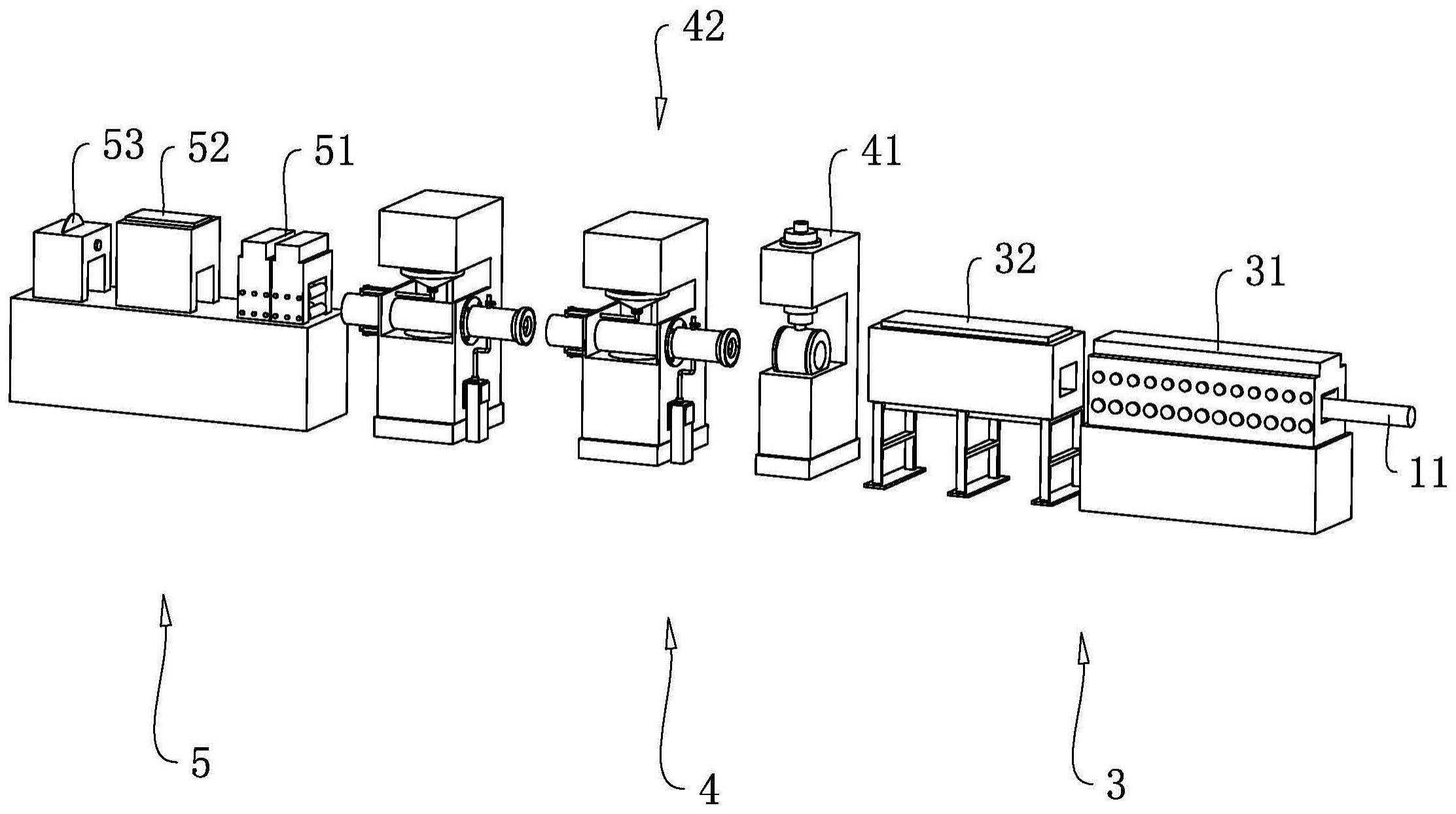
8、包括送料机构、前处理机构和后处理机构;
9、所述送料机构包括第一牵引机和热烘机体,所述第一牵引机用于输送加固内管;所述热烘机体设置于第一牵引机一侧,以用于对所述第一牵引机输送的加固内管进行热烘处理;
10、所述前处理机构包括胶体挤出件和塑料挤出件,所述胶体挤出件设置于热烘机体远离第一牵引机的一端,以用于在所述热烘机体热烘过的加固内管上涂覆pvc胶水;所述塑料挤出件设置于胶体挤出件远离热烘机体的一端,以用于在所述加固内管涂覆有pvc胶水的侧壁上包覆防护中管;
11、所述胶体挤出件还可以在防护中管远离加固内管的侧壁上涂覆pvc胶水,所述塑料挤出件还可以在防护中管涂覆有pvc胶水的侧壁上包覆外接管;
12、所述后处理机构包括依次设置的第二牵引机、表面处理件和切割件,且所述第二牵引件位于塑料挤出件远离胶体挤出件的一端,以用于将前处理加工后的声测管送入所述表面处理件和切割件上以进行后处理加工。
13、通过采用上述技术方案,第一牵引机用于输送加固内管,加固内管经热烘机体加热处理,进而便于胶体挤出件在加固内管外出被涂覆pvc胶水,并便于塑料挤出件在加固内管外侧壁包覆料浆以形成防护中管;包覆有防护中管的加固内管经第二牵引机牵引后降温后,进入表面处理件上进行表面处理,最后经由切割件进行分切处理;包覆有防护中管的加固内管再度重复该步骤,可在防护中管外侧壁涂覆pvc胶水,并包覆形成外接管,进而使加固内管、防护中管和外接管共同形成声测管。
14、在一个具体的可实施方案中,所述塑料挤出件包括机架、衬套组件、喂料组件和真空组件;
15、所述衬套组件包括衬套本体和连接单元,所述衬套本体通过连接单元设置于机架上,以用于承接所述加固内管;
16、所述喂料组件设置于衬套本体与机架的出料端之间,以用于将所述机架挤出的用于形成防护中管和外接管的料浆运输至衬套本体内腔并包覆于加固内管上;
17、所述真空组件设置于衬套本体上,以用于使所述加固内管和衬套本体之间呈真空状态。
18、通过采用上述技术方案,衬套组件通过连接单元快速且稳定安装于机架上,喂料组件将机架挤出的料浆喂入衬套本体内腔,真空组件通过抽吸衬套本体和加固钢管之间的空隙,加快了料浆在加固内管外侧壁包覆成型的效率,进而有助于提高防护中管在加固内管,以及外接管在防护中管上的成型效率。
19、在一个具体的可实施方案中,所述连接单元包括扩边围板和连位螺栓,所述扩边围板围绕衬套本体的外周设置,所述连位螺栓用于使扩边围板与机架相连。
20、通过采用上述技术方案,扩编围板增大了衬套本体与机架的接触面积,保障了衬套本体与机架相抵后的位置稳定性,连位螺栓固定连接扩边围板和机架,实现了衬套本体在机架上的快速安装,并有助于保障衬套本体在机架上的位置稳定性及应用稳定性。
21、在一个具体的可实施方案中,所述衬套组件还包括导向单元,所述导向单元包括导向支架和气密环圈;所述导向支架设置于衬套本体朝向胶体挤出件的一端,所述气密环圈设置于导向支架上。
22、通过采用上述技术方案,导向支架用于引导加固内管进入衬套本体,提高了加固内管进入衬套本体内腔的便捷性;气密环圈用于降低导向支架与加固内管之间的气流流通,有助于保障真空组件在衬套本体上的抽真空效果,提高了料浆在加固内管上的包覆、成型效率。
23、在一个具体的可实施方案中,所述喂料组件包括喂料通管和插接管道,所述喂料通管其中一端与机架的出料端相连,所述插接管道设置于喂料通管另一端;所述衬套本体上贯穿设置有用于供插接管道插接的通料通道。
24、通过采用上述技术方案,机架挤出的料浆通过喂料通管后,再经由插接管道进入衬套本体内腔,实现了料浆在机架与衬套本体之间的快速流通。
25、在一个具体的可实施方案中,所述真空组件包括排气管和真空泵;所述衬套本体的侧壁内间隔设置有多条导气通道,所有所述导气通道沿衬套本体的长度方向延伸;所述排气管其中一端穿设于衬套本体并与导气通道连通,所述排气管的另一端与真空泵的抽气端相连。
26、通过采用上述技术方案,真空泵通过排气管抽吸导气通道及衬套本体连接空隙处的空气,使进入衬套本体内腔的料浆可以快速且稳定吸附于加固内管外侧壁,进而有助于提高料浆在加固内管的外侧壁形成防护中管的速度,并有助于保障防护中管在加固内管上的成型质量。
27、在一个具体的可实施方案中,所述真空组件还包括真空度调节阀,所述真空度调节阀其中一端穿设于衬套本体上,并位于所述导气通道内腔。
28、通过采用上述技术方案,真空度调节阀应用时用于向衬套本体内腔引入适量空气,以破坏衬套本体内腔的真空度,进而可以使适量气体再衬套本体与加固内管之间进行流通,有助于减少料浆在真空环境内出现流动不畅而致使局部堆积的现象,保障了料浆在加固内管上的成型效率和成型质量。
29、综上所述,本技术具有以下有益技术效果:
30、1.加固内管通过自身强度高、刚性大的特性,以保障声测管的结构强度和抗冲击性能,并有助于减少声测管在极端温度的环境下出现热胀冷缩的现象,保障了声测管长时间应用后的稳定性;由pvc塑料制得的防护中管和外接管减轻了声测管的整体重量,便于声测管运输和加工;
31、2.衬套组件通过连接单元快速且稳定安装于机架上,喂料组件将机架挤出的料浆喂入衬套本体内腔,真空组件通过抽吸衬套本体和加固钢管之间的空隙,加快了料浆在加固内管外侧壁包覆成型的效率,进而有助于提高防护中管在加固内管,以及外接管在防护中管上的成型效率,保障了声测管的成型质量及成型效率。
- 还没有人留言评论。精彩留言会获得点赞!